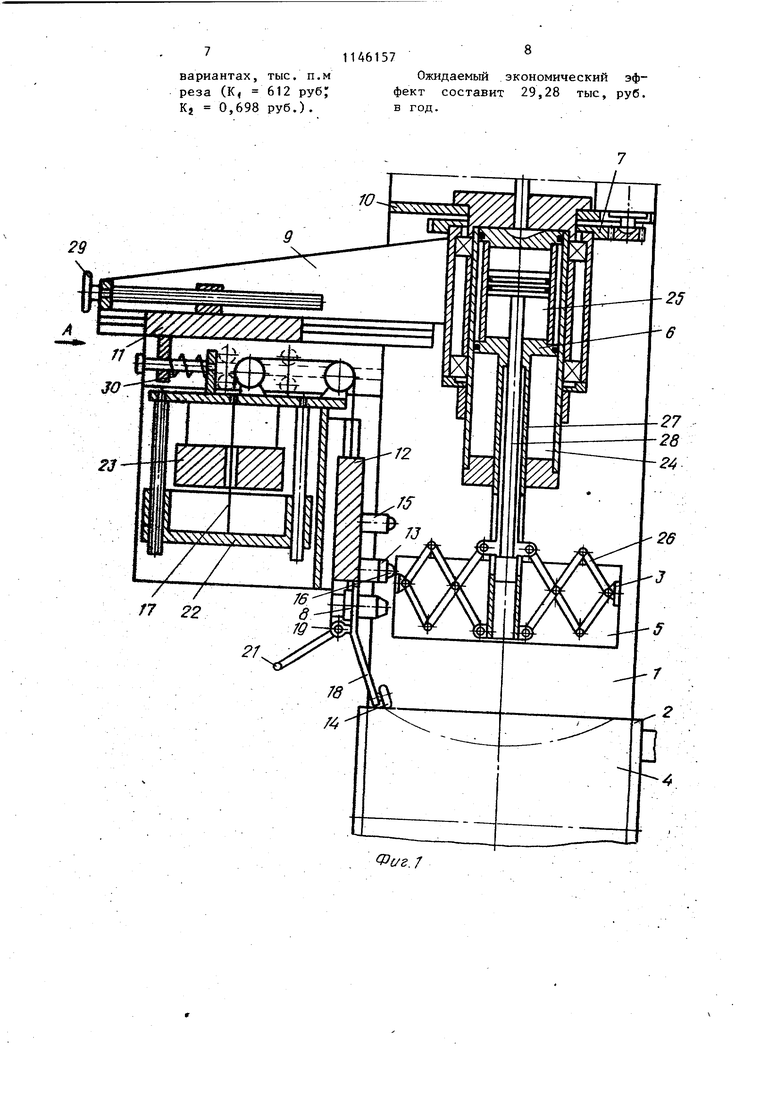
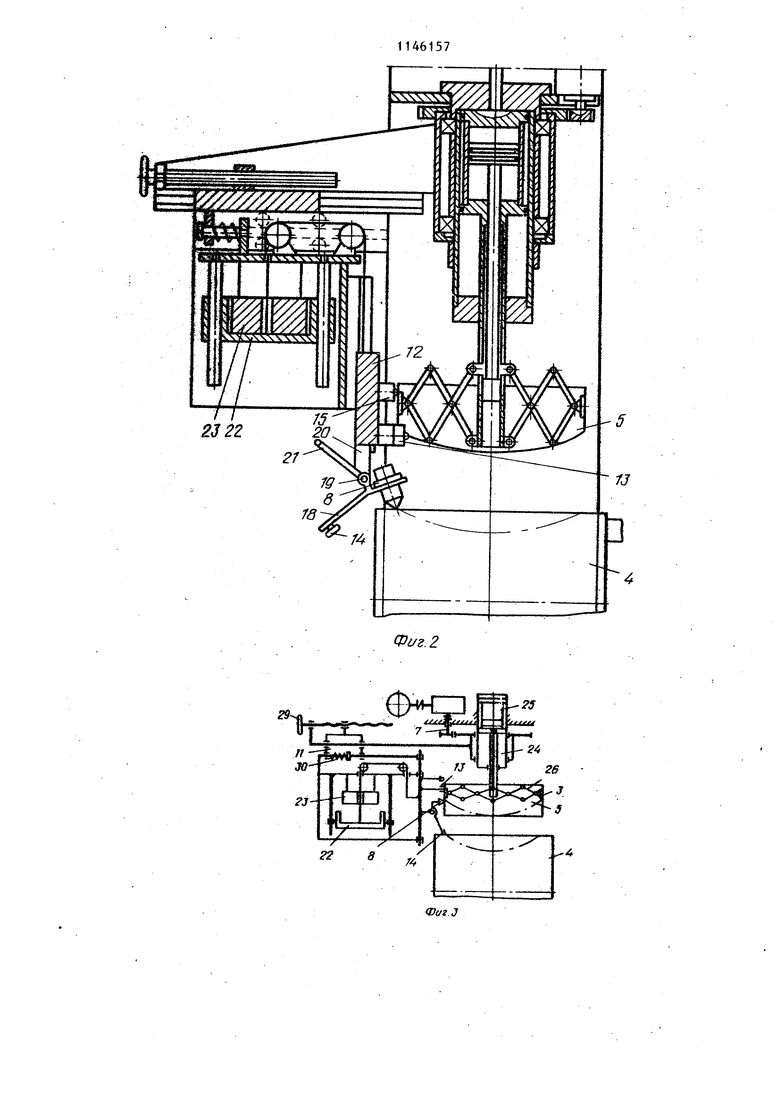
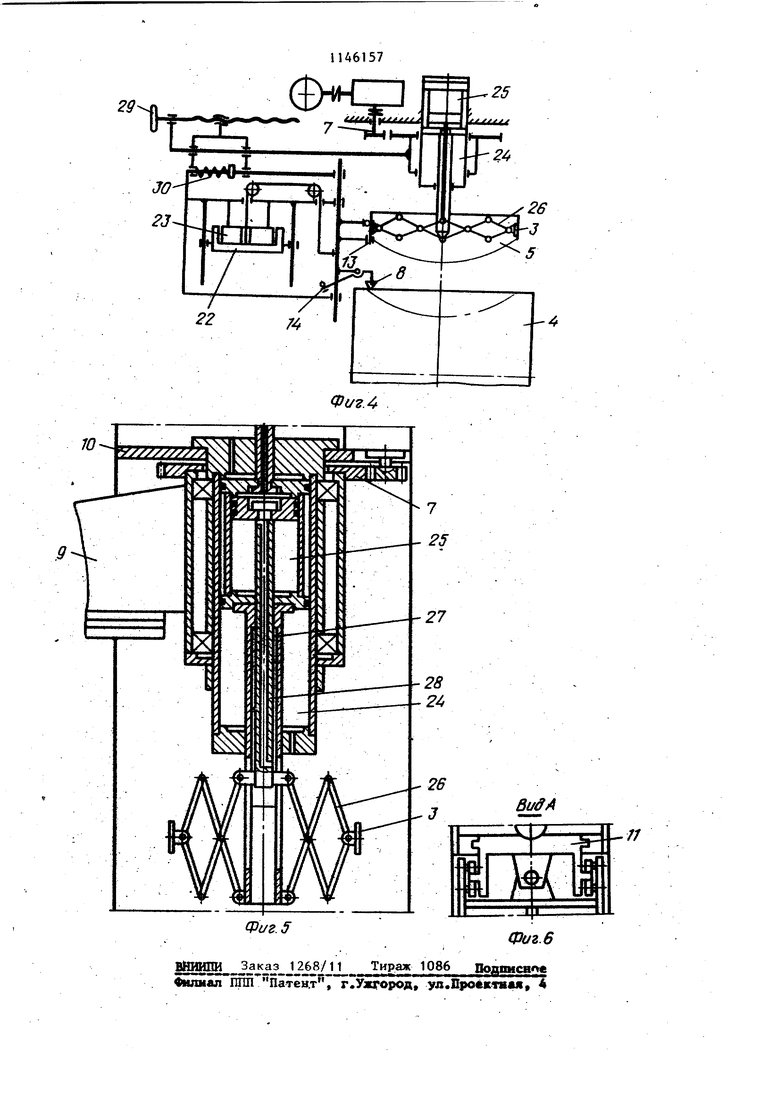
Изобретение относится к области газопламенной обработки металлов и может быть использовано в энергетическом, химическом, нефтяном машино строении и других отраслях промышленности для вырезки .седловин в тру бах и патрубках под сйарку. Известен полуавтомат для фасонной резки труб, содержащий основани смонтированные на основании механиз мы крепления трубы и патрубки, меха низм возвратно-поступательного пере мещения патрубка вдоль его оси, выполненный в виде силового цилиндра с поршнем, кронштейн, смонтированну на нем приводную планшайбу, каретку установленную на планшайбе с возмож ностью радиального установочного пе ремещения, смонтированную на каретк вырезную систему, выполненную в вид салазок, несущих резак и два копирных ролика, приводимых во взаимодей ствие соответственно f поверхностью трубы и кромкой патрубка, механизм ограничения усилия прижима копирных роликов, выполненный в виде смонтированного на каретке основного прот вовеса, соединенного с вырезной сис темой гибкой связью 1 . Недостатками этого полуавтомата являются невысокая производительность и;з-за значительной потери вре мени на его настройку и высокая металлоемкость устройства. Целью изобретения является повышение производительности за счет сокращения времени на настройку и снижение металлоемкости полуавтомата. Поставленная цель достигается тем, что полуавтомат для фасонной резки труб, содержащий основание, смонтированные на основании механизьйл крепления трубыи патрубка, механизм возвратно-поступательного перемещения патрубка вдоль его оси, выполненный в виде силового цилиндра с поршнем, кронштейн, смонтированную на нем приводную планшайбу, каретку, установленную на планшайбе с возможностью радиального установочного перемещения, смонтированную на каретке вырезную систему, выполненную в виде салазок, несущих резак и два копирных ролика, приводимых во взаимодействие соответственно с поверхностью трубы и кромкой патрубка, механизм ограничения усиЛИЯ прижима копирных роликов, выполненный в виде смонтированного на каретке основного противовеса, соединенного с вырезной системой гибкой связью, снабжен Т-образным держателем, установленньм на салазках вырезной системы с возможностью поворота в плоскости, проходящей через ось вращения планшайбы, и фиксации, при этом резак и копирный ролик, приводимый во взаимодействие с поверхностью трубы,- закреплены на , противолежащих концах Т-образного держателя, а копирный ролик, приводимый во взаимодействие с кромкой патрубка, жестко установлен на салазках, механизм ограничения усилия прижима копирных роликов снабжен дополнительным противовесом, подвешенным к каретке на гибких связях постоянной длины с возможностью временного взаимодействия с основным противовесом. При этом поршень силового цилиндра механизма возвратно-поступательного перемещения патрубка выполнен в виде силового цилиндра механизма крепления патрубка, содержащего шарнирно-рычажный параллелограммный механизм, свободные концы накрест лежащих рычагов которого шарнирно соединены с концами коаксиально расположенных штоков силовых цилиндров соответственно механизмов возвратнопоступательного перемещения и крепления патрубка. На фиг. 1 изображен полуавтомат для фасонной резки труб, общий вид, (Т-образньй держатель размещен в положении для вырезки кривой на патрубке), на фиг. 2 - то же, в положении для вырезки кривой на трубе; на фиг. 3 и 4 - принципиальная схема устройства и взаиморасположение его частей соответственно в процессах обрезки патрубка и вырезки отверстий в трубе , на фиг. 5 - механизм возвратно-поступательного перемещения патрубка вдоль его оси в положении со сложенным шарнирно-рычажным механизмом; на фиг. 6 - вид А на фиг. 1. Полуавтомат для фасонной резки труб содержит соосно установленные на основании 1 механизмы 2 и 3 крепления трубы 4 и патрубка 5, механивм 6 его перемещения, механизм 7 вращения резака 8, выполненный в виде
3
планшайбы 9, расположенной на кронштейне 10, на которой смонтирована каретка 11, несущая вырезную систему, включающую салазки 12, пламенн| 1й резак 8, копирные ролики 13 и .14 и фиксаторы 15 и 16, опирающиеся в процессе резания на наружную поверхность вырезаемого патрубка 5 и обеспечивающие постоянный зазор между резаком и поверхностью реза. Фиксатор 16 вьтолнен на оси копирного ролика 13, жестко связанного с салазками 12 вырезной системы.
Для обеспечения фиксированного поджима копирного ролика 14 к опорной поверхности трубы 4 полуавтомат снабжен механизмом 17 ограничения усилия поджима, размещенным на каретке t1 и связанным с вырезной системой гибкой связью.
Копирный ролик 14 и резак 8 расположены на противолежащих концах Т-образного держателя 18, установле ного на горизонтальной оси 19 кронштейна 20 вырезной системы с возможностью поворота и фиксации относительно оси посредством приводной рукоятки 21, закрепленной на этой оси.
Механизм 17 ограничения усилия поджима представляет собой систему из основного 22 и дополнительного 2 противовесов. Противовес 22 выполнен в,виде чаши и соединен с вырезной системой гибкой связью, а противовес 23 подвешен к каретке на гибких связях конечной длины с возможностью взаимодействия с противовесом 22.
Механизм 6 перемещения патрубка 5 вдоль его оси содержит силовой цилиндр 24, поршень 25 которого одновременно является цилиндром шарнирно-рычажного параллелограммного механизма 3 крепления патрубка 5.
Рычаги 26 механизма 3 крепления шарниряо прикреплены к концам штоков 27 и 28 силового цилиндра 24 и поршня 25. При этом шток 28 размещен внутри полого штока 27 приводного цилиндра 24.
Перемещение каретки 11 в радиальном направлении осуществляется с помощью ручного привода 29. Вьфезная система подпружинена относительно каретки пружиной 30 в направлении, обеспечивающим прижим фиксато461574
ров 15 и 16 к наружной поверхности патрубка 5.
Привод вращения планшайбы 9 выполнен реверсивным для предотвращения перекручивания проводки плазменного резака 8.
Полуавтомат для фасонной резки труб работает следующим образом.
Вырезку седловин сопрягаемых 10 трубных заготовок производят в два приема: обрезка патрубка и вырезка отверстий в трубе.
Трубу 4 устанавливают на механизме 2 крепления. Затем включают приj вод шарнирно-рычажного механизма 3 крепления патрубка 5. Шток 28 поршня 25, перемещаясь вниз относительно штока 27 силового цилиндра 24, раздвигает рычаг 26 и зажимает патрубок 5.
Перед образкой патрубка каретку 11, несущую вырезную систему, перемещают в рабочее положение с помощью рукоятки ручного привода 29 до касания фиксатором 16 наружной поверхности патрубка 5, копирньй ролик 14 поджимается к наружной поверхности трубы 4. При этом точки касания фиксатора 16 к патрубку 5 и ролика - 14 к трубе 4 лежат в одной вертикальной плоскости, а плазменный резак 8 устанавливается над поверхностью патрубка 5.
При вращении планшайбы 9 копирный ролик 14, поджимаемый к поверхности трубы 4 собственным весом вырезной системы, уравновешенной противовесом 22, движется по криволинейной поверхности будущего контакта с трубой 4, а плазменный резак 8 режет патрубок 5 по кривой, скопированной роликом 14. Фиксатор 16, поджимаемый пружиной 30 к наружной поверхности патрубка 5 вблизи линии реза, перемещаясь, описывает ту же кривую, что и копирный. оолик. Ц. поддерживая постоянный зазор между резаком 8 и наружной поверхностью патрубка 5.
0 После окончания обрезки патрубка поворачивают держатель 18 с плазменным резаком 8 и копирньм роликом t4 . вокруг горизонтальной оси 19 кронштейна 20, Под действием собственного веса вырезная система перемеща ется вниз, а противовес .22 переме- щается пверх до совмещения с противовесом 23. При этом копирный ролик $ ,13 устанавливается на торцовой части ранее вырезанной седловины патру ка 5 и поджимается к ней обоими противовесами 22 и 23, работающими как единый груз и обеспечивающими требуемое усилие прижима. Фиксатор 15 пружиной 30 поджимается к опорной поверхности патрубка 5 перпендикулярно его оси. Точка касания фиксатора 15 и ролика 13 опорных поверхностей также лежат в одной вертикальной плоскости.. Плазменный резак 8 устанавливается над поверхностью трубы 4. При вращении планшайбы 9 копирный ролик 13, обегая по криволинейн кромке патрубка 5, обеспечивает пер мещение плазменного резака 8 у поверхйости трубы 4 при вырезке в ней отверстия с сохранением постоянного зазора между резаком и поверхностью трубы. Фиксатор 15, поджатый пружиной 30 к наружной повегхности патрубка 5, корректирует диаметр выре заемого отверстия. После окончания вырезки отверсти в трубе 4 копирный ролик 13 выводят из. контакта с вырезанной седловиной патрубка 5. Вырезная система перемещается вверх, противовес 23 вькодит из кон такта с противовесом 22. Держатель 18 поворачивают вокруг горизонтальной оси 19 в первоначальное положение. Затем каретка 11, несущая выре ную систему, возвращается в исходно положение, а вырезанные кромки сопрягаеколх трубных заготовок 4 и 5 сводятся вместе путем осевого перемещения патрубка 5 вниз при помощи приводнаго цилиндра 24. Сведенные кромки в нескольких местах прихваты вают с помощью сварки. Затем происходит разжим щарнирно рычажного механизма 3 крепления патрубка 5 и перемещение его вверх. Изделие снимают с механизма 2 крепл ния. Далее цикл повторяется. Таким образом, предлагаемое изоб ретение позволяет сократить вспомог тельное время на настройку и снизит металлоемкость конструкции. Совмещение двух приводов в меха низме перемещения патрубка - перемещения и зажима, расщиряет техноло гические возможности полуавтомата и позволяет отказаться от ручного привода механизма зажима патрубка. равнению с базовым объектом менная резка ручным резаком 563, а также набор шаблонов, лагаемое изобретение позволит низировать процесс резания , продить последовательно одним резаобрезку патрубка, копируя по е, а затем вьфезку отверстия в е копируя по патрубкуJ отказатьт изготовления и Применения больчисла шаблонов; повысить произтельность труда, а также качестеза и сварных швов, обеспечиваювысокз ю степень герметизации систем, что особенно важно на жидаемый годовой зкономический кт от предлагаемого изобретения равнению с базовым объектом слеийР + ЕК Рг + Е« - Иг) - Etf(Kt - К,) - 3z ; Aj, зкономический эффекту годовой объем работ по вырезке седловин и отверстий, тыс.п.м реза (Аа - 60 тыс.п.м); 3, и 3, приведенные затраты на оборудование базового и предлагаемого вариантов, (34 206 Зг 225), , и В, производительностьоборудования, (В 63 п.м/ч; Ва 1ЬО п.м/ч); и , коэффициент реновации оборудования (Р - PI. 0,1), нормативный коэффициент эффективности (ЕН 0,15); и, и Ujj - удельные годовые эксплуатационные затраты в базовом и предлагаемом вариантах (и 201,3 руб.; Ut 132,6 руб.), К;( и Kj - удельные сопутствую14ие капиталовложения в базовом и предлагаемом
1146157
вариантах, тыс. п.мОжидаемый экономический эфреза (К, 612 рубфакт составит 29,28 тыс, руб.
Kj 0,698 руб.).в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фасонной резкиТРуб | 1978 |
|
SU799922A1 |
| Полуавтомат для фасонной резки вертикально расположенных труб | 1985 |
|
SU1288007A1 |
| Станок для фасонной резки труб | 1981 |
|
SU963750A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ВЫРЕЗКИ ОТВЕРСТИЙ В СТЕНКАХ ТРУБ | 1997 |
|
RU2141393C1 |
| Устройство для резки труб | 1982 |
|
SU1110569A1 |
| Устройство для тепловой резки труб | 1989 |
|
SU1761400A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
1. ПОЛУАВТОМАТ ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ, содержащий основание, смонтированные на основании механизмы крепления трубы и патрубка, механизм возвратно-поступательного перемещения патрубка вдоль его оси, выполненный в виде силового циJШHдpa с поршнем, кронштейн, смонтированную на нем приводную планшайбу, каретку, установленную на планшайбе с возможностью радиального установочного перемещения, смонтированную на каретке вырезную систему, выполненную в виде салазок, несущих резак и два копирных ролика, пpивoди a x во взаимодействие соответственно с поверхностью трубы и кр(Х4кой патрубка, механизм ограничителя усилия прижима копирных роликов, выполненный в виде смонтированного на каретке основного противовеса, соединенного с вырезной системой гибкой связью, отличающийся тем, что, с целью повьпоения производительности за счет сокращения времени на настройку и снижения металлоемкости полуавтомата, он снабжен Т-образньм, держателем, установленные на салазках вырезной системы с возможностью поворота в плоскости, проходящей через ось вращения планшайбы и фиксации, при зтом резак и копирный ролик, приводимый во взаимодействие с поверхностью трубы, закреплены на противолежащих концах Т-образного держателя, а копирный ролик, привод{ 1Ый во взаимодействие с кромкой патрубка, жестко установлен на салазках, механизм ограничения усилия прижима копирных роликов снабжен в дополнительньм -противовесом, подвешенным к каретке на гибких связях постоянной длины с возможностью временного взаимодействия с основным противовесом; 2. Полуавтомат по п.1, отличающийся тем, что поршень 1: Э) силового цилиндра механизма возврат но-поступательного перемещения патрубка выполнен в виде сипового цилиндра механизма крепления патрубка, :л содержащего шарнирно-рычажный парал«4J лелограммный механизм, свободные концы накрест лежащих рычагов которого шарнирно .соединены с концами коаксиально расположенных штоков силовых цилиндров соответственно механизмов возвратно-поступательного перемещения и крепления патрубка.
Фс/г.7
Thrr
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для фасонной резкиТРуб | 1978 |
|
SU799922A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
