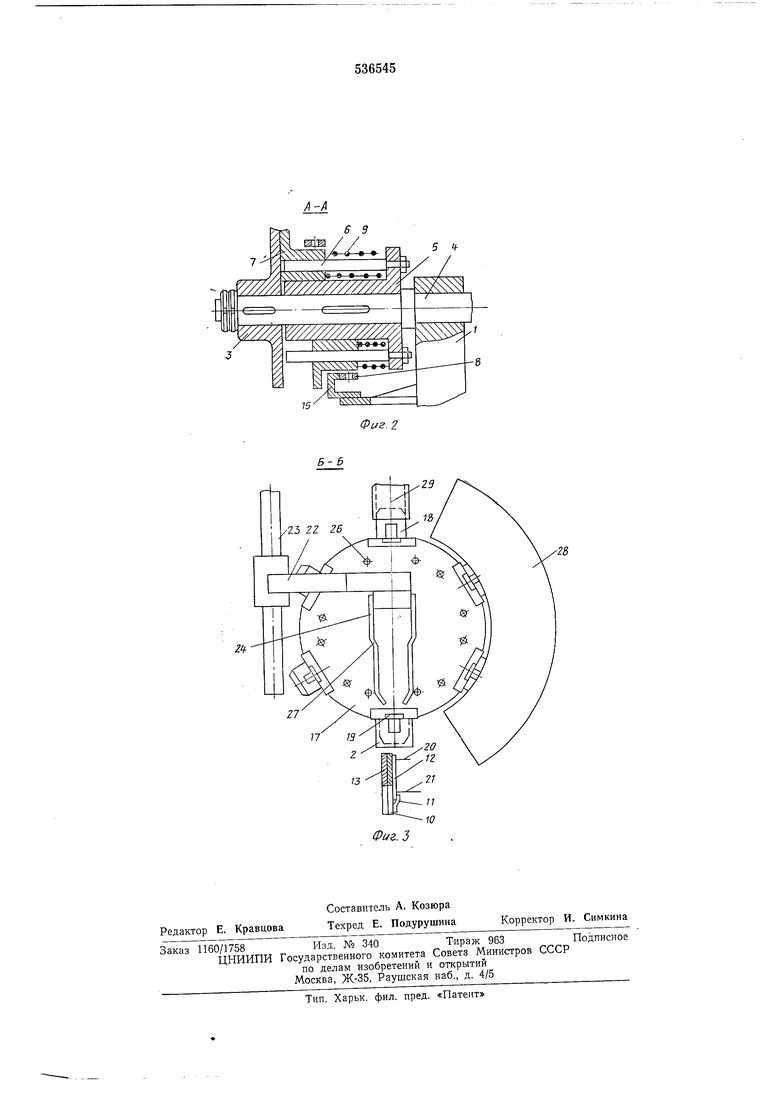
Губки 10 (Неразъемного звездообразного днска 3 снабжены |пружина:ми .11 для вкладывания и удвржаяия в них .панели /2. Для раскрытия губок 10 и губок 13 лучей 7 на позиции вкладывания комплекта 14, в бандаж 2 механизм / имеет горку 15, |Контактирующую с роликом 8. Механизм 16 изготовления и надевания бандажа 2 состоит из новоротног,) диска 17, на котором установлены штыри 18. Для удержания бандажа 2 штыри 18 имеют фи ксаторы 19. Съем бандажа 2 со штыря 18 и надевание 1на сжатые губки 13 и 10 с панелью 12 через ее положительный токоотвод 20 до отрицательного токоотБОда 21 производится механизмом 22 -надевания бандажа, установленным на штанге 23 и снабженным пружинными .планками 24. Последние имею г подогнутые концы для захода шнутрь бандажа 2, для чего в штырях 18 предусмотрены пазы 26. Сжатие пружинных планок 24 и сбрасывание с них бандажа 2 происходит с помош,ью установленных на поворотном диске .17 упоров 26, контажтируюших с выступами 37 -пружинных планок 24.
Для нагрева бандажа 2 в механизме 16 установлен электронагреватель 28. Бандаж 2 из-,готавливают из -самоусаживающейся полиме-рной трубки 29, находящейся на бобине 30. Подача труб|Ки 29 производится периодически поворачиваюшимися валиками 31, на которых расположен расширитель 32. Отрезают бандаж 2 ножом 33 после надевания части трубки 29 на штырь 18. Механизм 34 группировки элементов 35 в комплект 14 пглеег поддоны 36, 1па которые укладывают элементы 35 и направляющие стержни 37. Для фиксации элементов 35 каждый поддон 36 -снабжен поворотными лепестками 38, удерживающимися в верти,кально м положении с н-омощью пружин и сое|диненных собой шестернями 39. Шестерни 39 со стороны механизма 40 вкладывания комплекта 14 соединены подвижно -с валом 41, имеюшпм на конце рычаг 42. Механизм 40 содержит горизонтальный захват 43, имеющий возможность поворота -на 180° относительно оси 44 три движении карелки 45 по направляющим штангам 46. На каретке 45 установлен упор 47 для контакта с рычагом 42 и -повор-ота лепестков 38. Механизм 48 съема собранной секции 49 имеет та,кую же конструкцию, как и механизм 40 -вкладывания комплекта 14. Вертикальный захват 50 раскрывается в плоскости перпендикулярной к плоскости -раскрытия горизонтального захвата 43 и не имеет упора.
Устр-ойство работает следующим образом.
Вали1ки 31 механизма 16 изготовления и надевания бандажа 2, поворачиваясь, надевают через расщиритель 32 очередной отрезок поли-мерной трубки 29 на штЫрь 18, сматывая ее с бобины 30. Конец трубки 29, пройдя заходную часть штыря 18, отжимает фиксаторы 19, и нож 33 отрезает .насаженную часть трубки 29.
.Поворотный диск 17 вводит в электронагреватель 28 отрезанный бандаж 2 и одновременно перемещает бандаж 2, прощедший через электронагреватель 28 .и нагретый до 60° С, иод -пружинные планки 24 механизма 22 нагревания бандажа, который, опускаясь по штанге 23, вводит лружинные планки 24 р, пазы 25 штыря 18. Пружинные планки 24 входят подогнутыми концами в бандаж 2 и надевают его на них, а при дальнейшем опускапии снимают со штыря 18, вытаскивая пз-псд фиксаторов 19, и переносят ,к губке 13 :и губке 10 с пр,ижи1мами 11, где уже ;гаходится вложенная на предыдущей позиции панель 12. Как только половина бандажа 2
будет находиться на губках 10 и i/5 и панели 12, закрывая ее положительный токоотвод 20, выступы 27 контактируюгт с упорами 26, пружинные планки 24 сжи.маются, ,и бандаж падает под собственным весом до отрнцательного токоотвода 21 нанели 12, полностью надеваясь ла губки 10 и 13.
Однс1В1ременно -с процессом изготовления и надевания бандажа 2 механизм 40 вкладывания комплекта 14 подходит к механизму
34 группировки элементов 35, на иоддонах 36 которого уже находятся ориентированпьие и сбл-ижанные элементы 35, удерживаемые лепестками 38. Раскрытый горизонтальный захват 43, перемещаясь, обкатывает три собранных элемента 35. Упор 47 нажимает на рычаг 42, -он по-ворачивается и через вал 41 шестерни 39 убирает лепестки 38. Лепестки 33, по1В01рачиваясь, открывают боковые стороны элементо-в 35. Горизонтальный захват
43 сжимается и, яере.мещаясь в обратном нащравленин, снимает комплект 14 с поддонов 36, ynoip 47 отходит, и лепестки 38 под действием пружин возвр.ащаются в ис.ходнос п-оложение. Горизонтальный захват 43 в начале своего перемещения к позиции сборки остается неподвижным, а затем начинает по мере своего продвижения по направляющим штангам 46 поворачиваться относительно оси 44 на 180° и в конце своего хода вновь перемещает комплект 14 горизонтально.
,В это же время с противопол-ожной стороны к позиции сборки подходит механизм
48съема собранной секции 49 с раскрытым вертикальным зах:ватом 50. При повороте
звездообразных дисков 3 н 5 фолик 5 луча 7 наезжает па горку 15 и луч 7 перемещается по направляющей 6, губки 13 и 10 раздвигаются, растягивая нагретый бандаж 2, и в таком положении -оста-навливаются на позиПИИ сборки. Механизм 40 свочм горизонтальным за.хватом 43 вводит IB -растянутый бандажкомплект 14, а механизм 48 съема готовой ОС1КЦИИ 49 с-вонм вертикальным захватом 50 Сбхзатывает комплект 14 вместе с бандажом 2 и одновременно с разжатием горизонтального захвата 43 зажимает собра-нную и находящуюся на губках 10 и 13 секцию 49.
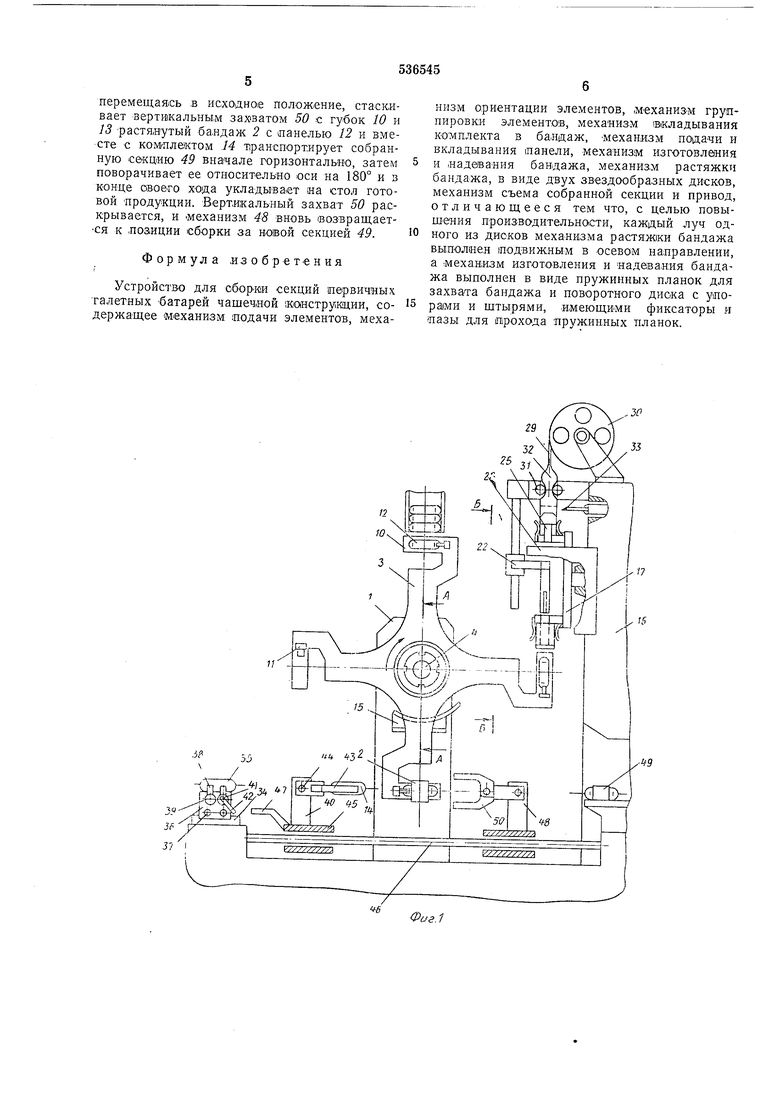
После окончания процесса сборки секции
49механизм 40 отходит к механизму 34 за следующим комплектом 14, а механизм 48, перемещаясь в исходное положение, стаскивает вертикальньш захватом 50 с губок 10 и 13 растянутый ба.ндаж 2 с ланелью 12 и вместе с комплектом 14 транспортирует собранную секцию 49 вначале горизонтально, затем поворачивает ее относительно оси на 180° и з конце овое.го хода укладывает иа стол готовой Продукции. Вертикальный захват 50 раскрывается, и механизм 48 вновь воз-вращается к лозиции сборки за новой секцией 49. Формула .изобретения Устройство для оборжи секций первичиых талетных батарей чашечной конструкции, содержащее механизм яодачи элементов, механизм ориентации элементов, механизм группировки элементов, механизм вкладывания комплекта в балдаж, механизм подачи и вкладывания панели, механизм изготовления и надевания бандажа, механизм растяжки бандажа, в виде двух звездообразных дисков, механизм съема собранной секции и привод, отличающееся тем что, с целью повыШения производительности, каждый луч одного из дисков механизма растяжки бандажа выполнен (ПОДВИЖНЫМ в осево;м направлении, а механизм изготовления и надевания бандажа выполнен в виде пружинных планок для захвата бандажа и поворотного диска с улора(ми и штырями, имеющими фиксаторы я этазы для прохода пружинных планок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции | 1972 |
|
SU446922A1 |
| Устройство для коммутации токоотводов химического источника тока | 1975 |
|
SU616668A1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Устройство для подачи предметов | 1976 |
|
SU602414A1 |
| Способ сборки первичной галетной батареи | 1972 |
|
SU452882A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для сборки и сварки прямоугольных разъемов для плат печатного монтажа | 1978 |
|
SU766802A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Автоматическое сборное устройство для сборки и пайки монтажных проводов с лепестками на плате | 1988 |
|
SU1575257A1 |
.1
5 ц
