производительности иэ-эа увеличения простоев оборудования.
Известен направляющий инструмент стана винтовой прокатки в виде направляюшего дне л а с желобчатой рабочей поверхностью 5 21 . Этот направляющий инструмент умень шает силы трения в осевом направлении и позволяет вести прокатку при коэффициенте овализации, близком к 1,0 в сечении переяшма. Однако для обеспечения такого коэф- 10 фициента овализадии по всему очагу деформации необходимо применять диски большоIX) диаметра (для действующих станов требуемый диаметр диска 1,5-2,0 м). FIosToQiy реализация такого направляющего инстру- 15 мента крайне затруднительна. Кроме того, в тангенциальном направлении трение на контактной поверхности металла с диском остается трением скольжения.
Наиболее близким к изобретенюо по сврейЛ технической сущности является направляю щий инструмент стана винтовой прокатки, включающий холостой бочковидный ролик и прилегающую к его торцу профилированную, с желобчатой рабочей поверхностью, линей- 25 ку, линия дна которой и образующая ролика плавно сопряжены , .
Недостатком Гизвесткоготехнического ре; шения является то, что ойо не обеспечивает ус1Х)йчивогопроцесса i прокатки в периоды 30 захвата и выдачи металла.
Цельизобретения - стабилизация процесса в неустановившейся период прокатки.
Это достигается тем, что направляющий инструмент стола, включающий холост-ой. боч-15 ковидный ролик и прилегающую к его торцу профилированную, с желобчатой рабочей поверхностью, линейку, линия дна которой и образующая ролика плавно сопряжены, снабжен дополнительным холостым бочковидным 40 роликом, расположенным по другую сторону линейки.
Линейка выполнена в виде сектора с линией дна желоба, расположенной по дуге, ось ко- торого перпендикулярна к плоскости распо- 45 ложения осей роликов.
При этом длина дуги сектора равна длине бочки рабочего валка, а длина бочки ролика составляет 1,,5 ее длины.
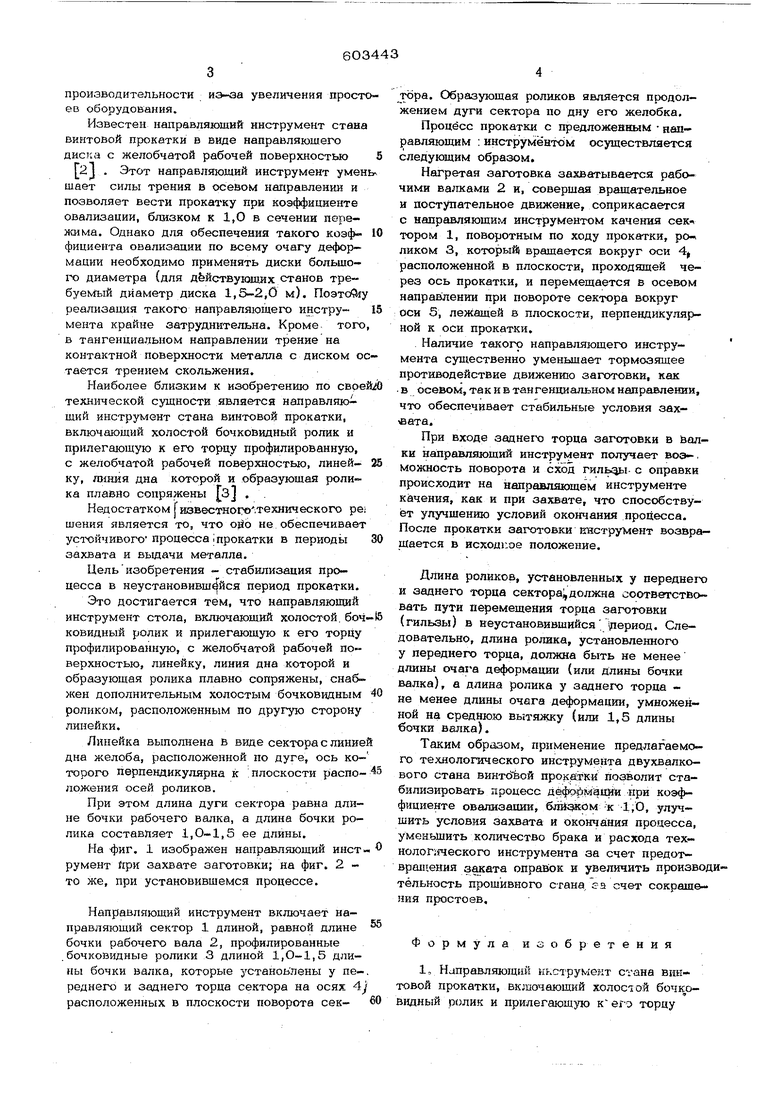
На -фиг. 1 изображен направляющий инструмент ftpK захвате заготовки; на фиг. 2 то же, при установившемся процессе.
Направляющий инструмент включает направляющий сектор 1 длиной, равной длине бочки рабочего вала 2, профилированные .бочковидные ролики 3 длиной 1,О-1,5 длины бочки валка, которые устаноьлены у пе-. реднего и заднего торца сектора на осях 4J
расположенных в плоскости поворота сек
jMDpa. Образующая роликов является продолжением дуги сектора по дну его желобка.
Процесс прокатки с предложенным направляющим : инструментом осуществляется следующим образом.
Нагретая заготовка захватывается рабочими валками 2 и, соверщая вращательное и поступательное движение, соприкасается с направляющим инструментом качения сек тором 1, поворотным по ходу прокатки, ро-, ликом 3, который вращается вокруг оси 4 расположенной в плоскости, проходящей через ось прокатки, и перемещается в осевом направлении при повороте сектора вокруг оси 5, лежащей в плоскости, перпендикулярной к оси прокатки.
Наличие такого направляющего инструмента существенно уменьшает тормозящее противодействие движенюо заготовки, как . в осевом, так и в тангенциальном направлении,
что обеспечивает стабильные условия захвата.
При входе заднего торца заготовки в Ьалки направляющий инструмент получает воэ-. можность поворота и сход с оправки происходит на направляющем инструменте качения, как и при захвате, что способствует улучшению условий око1гчания процесса. После прокатки заготовки ннструмент возвращается в исходное положение.
Длина роликов, установленных у переднег и заднего торца сектора;,должна соответствовать пути перемещения торца заготовки (гильзы) в неустановившийся период. Следовательно, длина ролика, установленного у переднего торца, должна быть не менее длины очага деформации (или длины бочки валка), а длина ролика у заднего торца не менее длины очага деформации, умноженной на среднюю вытяжку (или 1,5 длины бочки валка).
Таким образом, применение предлагаемого технологического инструмента двухвалкового стана винтоТвой прок:аткй позволит стабилизировать процесс дёфой1мации при коэффициенте овализации, бл1 дком-к 1,0, улучшить условия захвата и оконча ния процесса, уменьшить количество брака и расхода технолопгческого инструмента за счет предотвращения заката опрайок и увеличить произвтельность прошивного стана, га счет сокращения простоев.
Формула изобретения
1, Направляющий нкструмект стана винтовой прокатки, вклзочающий холосюй бочк оввдный р(мик и прилегающую к его торцу
профилированную, с желобчатой рабочей поверхностью, линейку, линия дна которой i об- разуюшая ролика плавно, сопряжены, отличающийся тем, что, с целью стабилизации процесса в неустановившийся период прокатки, он снабжен дополнительным холостым бочковидным .роликом, расположенным по другую сторону линейки.
2. Инструмент по п. 1, о т л и ч а ющ и и с я тем, что линейка-вьшолнена в виде сектора с линией дна желоба, расположенной по Луге, ось которого перпендикулярна к Ьлоскости расположения осей роликов.
3. Инструмент поп . 1 и 2, о т л и ч а- ю щ и и с я тем, что длина,дуги сектора равна длине бочки рабочего валка, а длина бочки ролика составляет 1,О-1,5 его длины
Источники информации, принятые во внимание при экспертизе:
1.Данилов Ф. Л. Глейберг А. 3., Балакин В. Г. Горячая прокатка и прессование труб. М,, Металлургия, 1972, с. 228.
2.Авторское свидетельство СССР
№ 428798, кл. В 21 В 19/04,1972.
3.Авторское свидетельство СССР № 365179, кл. В 21 В 19/00, 1971.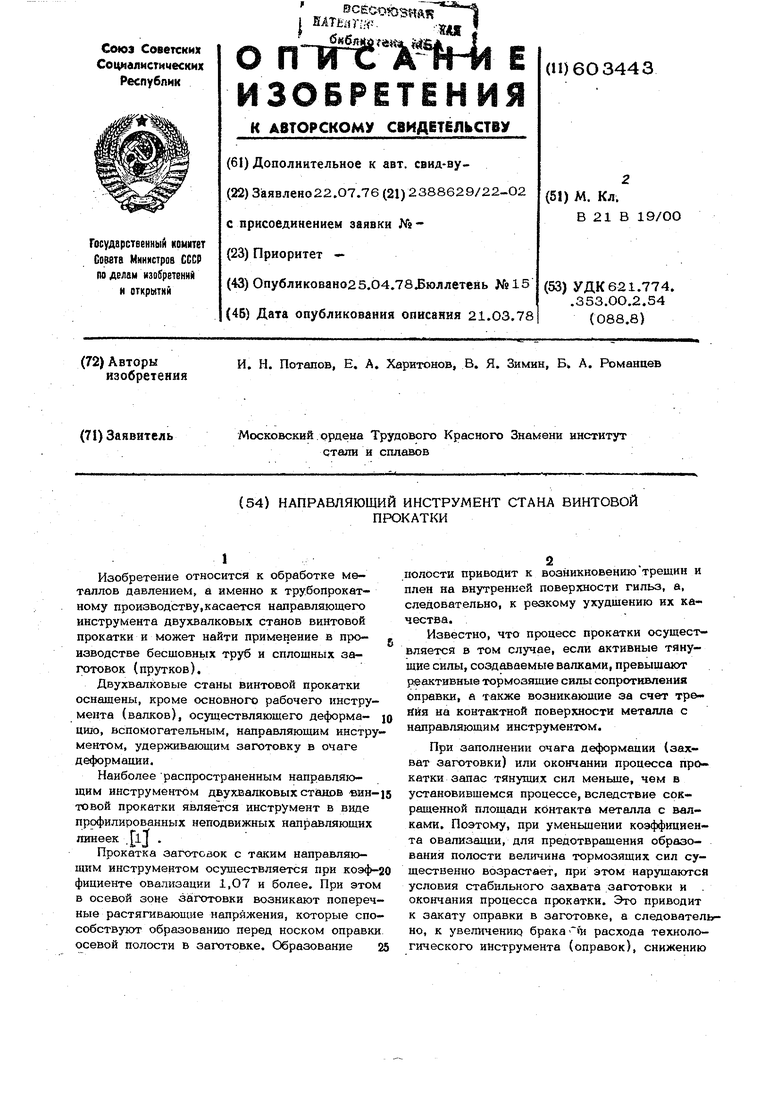
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Способ винтовой прошивки | 1976 |
|
SU590024A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| Технологический инструмент для винтовой прокатки | 1978 |
|
SU768496A1 |
