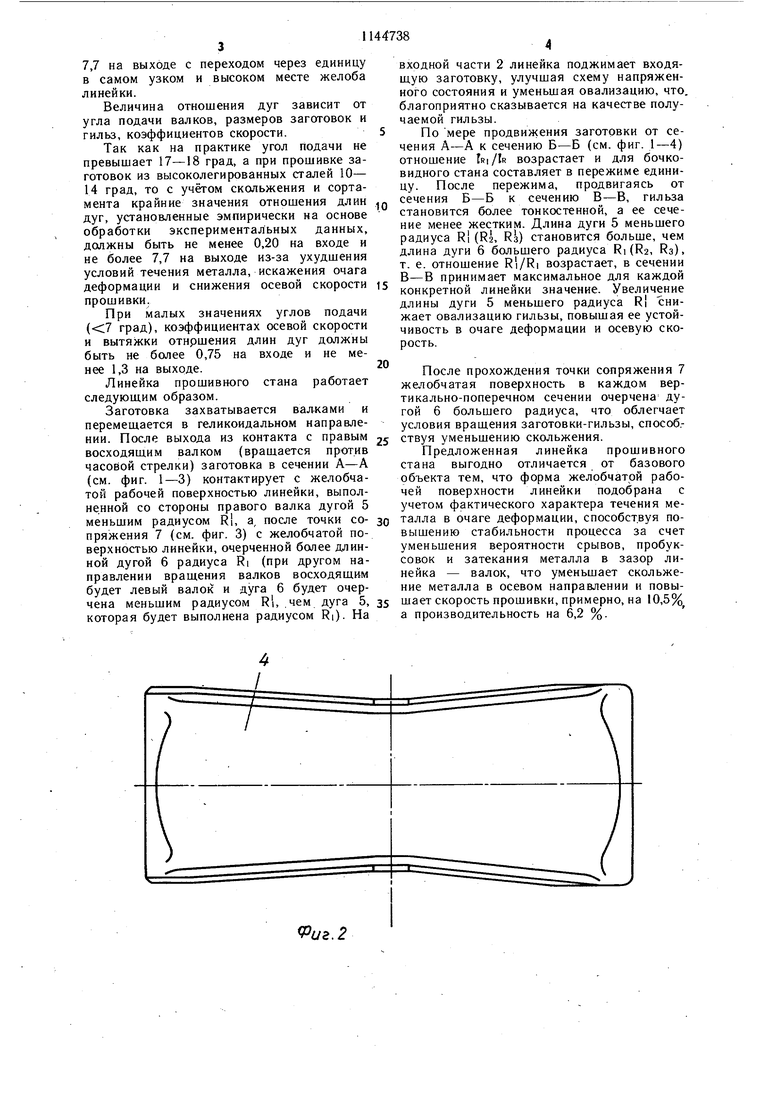
Изобретение относится к прокатному производству и может быть использовано в трубопрокатных цехах при прошивке деформированных и литых заготовок, а также для получения других тел вращения на станах винтовой прокатки. Известна линейка прошивного стана с желобчатой рабочей поверхностью, образованной в каждом вертикально-поперечном сечении отрезком окружности одного радиуса, увеличивающегося в стороны входа и выхода 1. Наиболее близкой по технической сущности к изобретению является линейка прошивного стана, содержащая корпус, составленный из увеличивающейся от основания по высоте входной и уменьшаюшейся выходной частей с рабочей поверхностью в виде несимметричного желоба постоянной глубины на входной части и переменной увеличивающейся к входу и выходу щирины, от наименьшей в сечении с наиболь,щей высокой, в котором две дуги, образующие желоб, равны, а во всех других сечениях дуги имеют неодинаковый радиус и переменную величину отнощения меньшего радиуса к большему 2. Недостатком указанного технического рещения является расположение точек сопряжения дуг окружностей по дну желоба, что не отражает фактического течения металла в очаге деформации косовалкового стана и снижает скорость прошивки, повышает овализацию гильзы и скольжение в осевом направлении. Целью изобретения является увеличение производительности за счет повышения стабильности процесса. Поставленная цель достигается тем, что в линейке прошивного стана, содержащей корпус, составленный из увеличивающейся от основания по высоте входной и уменьшающейся выходной частей с рабочей поверхностью в виде несимметричного жёлоба постоянной глубины на входной части и переменной увеличивающейся к входу и выходу ширины от наименьшей в сечении с наибольшей высотой, в котором две дуги, образующие желоб, равны, а во всех других сечениях дуги имеют неодинаковый радиус и переменную величину отношения меньшего радиуса к большему, на входной части желоба точки сопряжения дуг разныхрадиусов смещены в сторону дуги меньшего радиуса, на выходной - в сторону дуги большего радиуса и соотношение длин дуг меньщего и больщего радиусов возрастает от 0,20-0,75 на входе до 1,3-7,7 на выходе. Линейка с такой формой желоба уменьшает скольжение металла в осевом направлении, вероятность пробуксовок и срывов. На фиг. 1 схематически изображена линейка, продольное сечение; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1 (входной участок); на фиг. 4 . разрез Б-Б на фиг. 1 (самая высокая часть линейки); на фиг. 5 - разрез В-В на фиг. 1 (выходной участок) Линейка прошивного стана включает корпус с основанием 1, составленный из выполненных с подъемом от входа и со спуском к выходу входной 2 и выходной 3 частей с рабочей поверхностью в виде желоба 4 постоянной глубины на входной части и увеличивающейся к входу и выходу ширины, имеющего между входной и выходной частями сечение с желобом, образованным двумя равными дугами 5 и 6, имеющее наименьшую щирину и наибольшую относительно основания высоту, при этом каждое Другое поперечное сечение желоба образовано двумя дугами разных радиусов с переменным отношением менЬшего радиуса к большему по длине линейки. В каждом поперечном сечении точка сопряжения 7 дуг окружностей разных радиусов смещена в сторону дуги 5 меньшего радиуса на входе и в сторону дуги 6 большего радиуса на выходе, а отношение длины дуги меньшего радиуса к длине дуги большего радиуса возрастает от входа к выходу и составляет 0,2-0,75 на входе и 1,3-7,7 на выходе. Смещение точки 7 (см. фиг. 3-5) -в сторону дуги окружности 5 меньшего радиуса на входной части линейки и отношение длины дуги 5 к длине дуги 6 0,20- 0,75 в большей мере соответствует очагу деформации косовалкового стана и учитывает характер овализации поперечного сечения прошиваемой заготовки, так как линейка прилегает к более близко расположенному валку, сбегающему с нее. Это облегчает течение металла в осевом направлении, уменьшая срывы и пробуксовки, повышая тем самым стабильность протекания процесса. На выходной ч.асти 3 точка 7 смещена в сторону дуги окружности большего радиуса, расположенного в отличие от входной части-2 со стороны набегающего на линейку валка или на более широкой ее стороне. Такое смещение точки 7 на выходной части и отношение длины дуги 5 к длине Дуги 6, равное 1,3-7,7 снижает овализацию гильзы, возможность затекания металла в зазор линейка -валок уменьшает скольжение в осевом направлении, способствуя повышению скорости прошивки. Таким образом, такие смещения точки 7 и отношения длины дуг окружностей различных радиусов (0,20-0,75 на входе и 1,3-7,7 на выходе) обеспечивают достижение поставленной цели. Абсолютная величина смещения точки максимальна в начале входной и в конце выходной частях линейки. С учетом расположения меньшего радиуса это соответс.твует непрерывному возрастанию отношения дуг и от 0,2-0,75 на входе до 1,3-
7,7 на выходе с переходом через единицу в самом узком и высоком месте желоба линейки.
Величина отношения дуг зависит от угла подачи валков, размеров заготовок и гильз, коэффициентов скорости.
Так как на практике угол подачи не превышает 17-18 град, а при прошивке заготовок из высоколегированных сталей 10- 14 град, то с учётом скольжения и сортамента крайние значения отношения длин дуг, установленные эмпирически на основе обработки экспериментальных данных, должны быть не менее 0,20 на входе и не более 7,7 на выходе из-за ухудшения условий течения металла, искажения очага деформации и снижения осевой скорости прошивки.
При малых значениях углов подачи (;7 град), коэффициентах осевой скорости и вытяжки отнршения длин дуг должны быть не более 0,75 на входе и не менее 1,3 на выходе.
Линейка прошивного стана работает следующим образом.
Заготовка захватывается валками и перемещается в геликоидальном направлении. После выхода из контакта с правым восходящим валком (вращается против часобой стрелки) заготовка в сечении А-А (см. фиг. 1-3) контактирует с желобчатой рабочей поверхностью линейки, выполненной со стороны правого валка дугой 5 меньшим радиусом Rl, а, после точки сопряжения 7 (см. фиг. 3) с желобчатой поверхностью линейки, очерченной более длинной дугой 6 радиуса Ri (при другом направлении вращения валков восходящим будет левый валок и дуга 6 будет очерчена меньшим радиусом Rl, .чем дуга 5, которая будет выполнена радиусом Ri). На
входной части 2 линейка поджимает входящую заготовку, улучшая схему напряженного состояния и уменьшая овализацию, что. благоприятно сказывается на качестве получаемой гильзы.
По мере продвижения заготовки от сечения А-А к сечению Б-Б (см. фиг. 1-4) отношение IRI/IR возрастает и для бочковидного стана составляет в пережиме единицу. После пережима, продвигаясь от сечения Б-Б к сечению В-В, гильза становится более тонкостенной, а ее сечение менее жестким. Длина дуги 5 меньшего радиуса Rj (Ra, Rs) становится больше, чем длина дуги 6 большего радиуса Ri (R2, Ra), т. е. отношение R/Ri возрастает, в сечении В-В принимает максимальное для каждой конкретной линейки значение. Увеличение длины дуги 5 меньшего радиуса Rl снижает овализацию гильзы, повышая ее устойчивость в очаге деформации и осевую скорость.
После прохождения точки сопряжения 7 желобчатая поверхность в каждом вертикально-поперечном сечении очерчена дугой 6 большего радиуса, что облегчает условия врашения заготовки-гильзы, способ,5 ствуя уменьшению скольжения.
Предложенная линейка прошивного стана выгодно отличается от базового объекта тем, что форма желобчатой рабочей поверхности линейки подобрана с учетом фактического характера течения металла в очаге деформации, способствуя повышению стабильности процесса за счет уменьшения вероятности срывов, пробуксовок и затекания металла в зазор линейка - валок, что уменьшает скольжение металла в осевом направлении и повышает скорость прошивки, примерно, на 10,5% а производительность на 6,2 %.
А
.3
Фиг.5
Б- Б
В-В
(Pus.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| ЛИНЕЙКА НАПРАВЛЯЮЩАЯ ПРОШИВНОГО СТАНА | 2013 |
|
RU2549025C1 |
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| Способ переточки валков стана винтовой прокатки | 2022 |
|
RU2807154C1 |
| Направляющий инструмент стана винтовой прокатки | 1976 |
|
SU603443A1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
ЛИНЕЙКА ПРОШИВНОГО СТАНА, содержаш,ая корпус, составленный из увеличивающейся от основания по высоте входной и уменьшающейся выходной частей с рабочей поверхностью в виде несимметричного желоба постоянной глубины на входной части и переменной увеличивающейся к входу и выходу ширины от наименьшей в сечении с наибольшей высотой, в котором две дуги, образующие желоб, равны, а во всех других сечениях дуги имеют неодинаковый радиус и переменную величину отношения меньшего радиуса к большему, отличающаяся тем, что, с увеличения производительности за счет повышения стабильности процесса, на входной части желоба точки сопряжения дуг разных радиусов смещены в сторону дуги меньшего I радиуса, на выходной - в сторону дуги большего радиуса и отношение длин дуг (Л меньщего и больщего радиусов возрастает от 0,20-0,75 на входе до 1,3-7,7 на выходе. 00 оо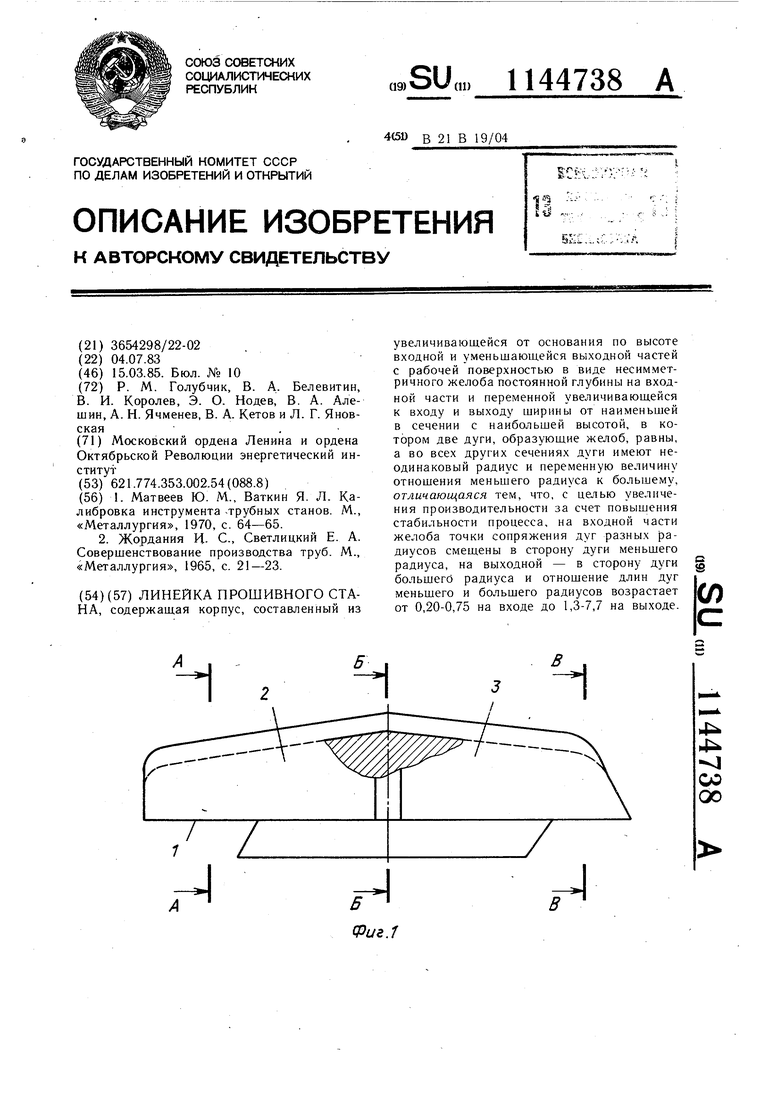
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Матвеев Ю | |||
| М., Ваткин Я | |||
| Л | |||
| Калибровка инструмента -трубных станов | |||
| М., «Металлургия, 1970, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Жордания Н- С., Светлицкий Е | |||
| А | |||
| Совершенствование производства труб | |||
| М., «Металлургия, 1965, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
