с ним через подпружиненный шток 13 плиты 14. .
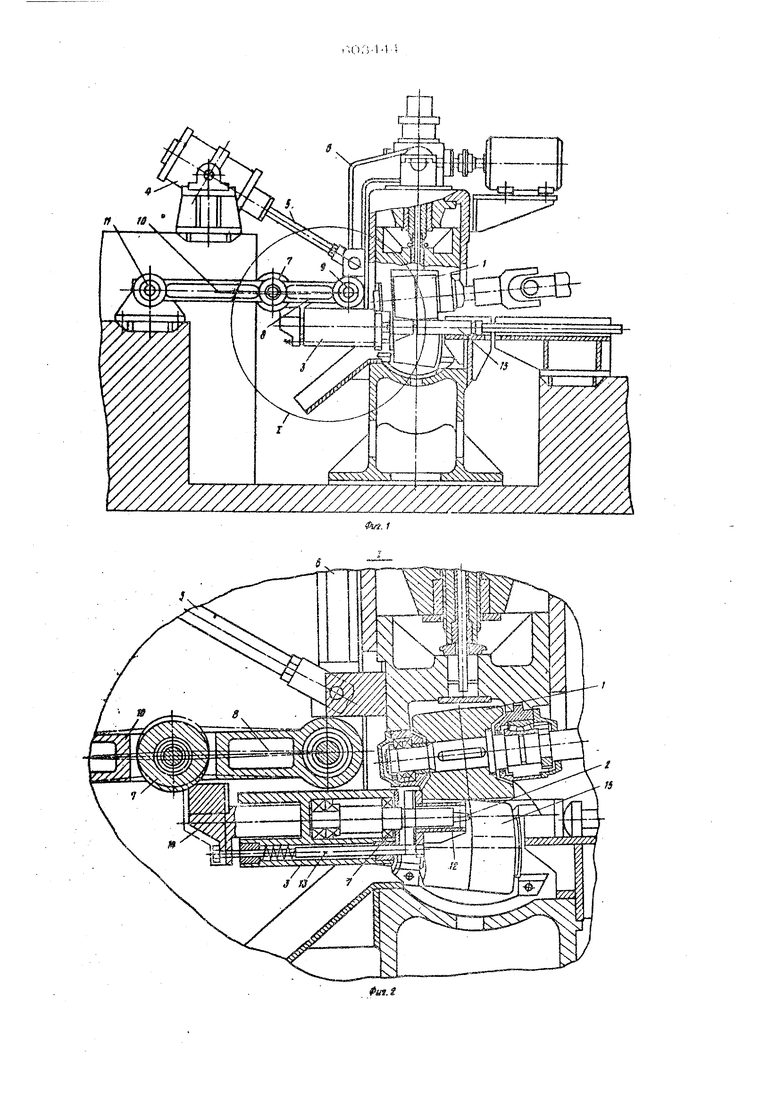
Работает устройство следующим образом. Перец началом работы рычаг.6 и задатчик глубины зацентровки находятся в таком g положении, что боек 2 р1азмешен внутри калибра, образованного валками 1 вдоль его оси. Части 8 и 1.О расположены так, что шарнир 7 находится ниже линии, соединяющей шарниры 9 и 11.JO
В начале работы заготовке Id отдается в валки 1, а пневмоцилиндр 4 находится-под давлением возд;ха, сжимая рычажную систему, т.е. стремится сместить боек 2 с оси калибра После за хвата загч товки 15 15 валками 1 начинается процесс прокатки обжатие заготовки по диаметру. После прокатки на длину 100-150 мм заготовка своим торцом встречается с бойком 2. Начинается выдавливание центровочного отвер-20 стия на торце заготовки, и одновременно с этим продолжается обжатие ее по диаметру, перемещение кольца 12 и связанной с ним через подпружиненный шток 13 плиты 14, за счет воздействия наклонной поверхности плиты 35 14 на шарнир 7, частив и1О начинают развора чиваться. Сначала части 8 и 1О рычага займут такое положение, что их шарниры 7, 9 и 11 будут расположены на одной линии, а затем после выполнения центровочного от-30 верстия, шарнир 7 за счет продолжающегося воздействия на него плиты 14 переместится Выше линии, соединяющей шарниры 9 и 11. При таком положении шарнира 7 под действием
осевого усилия прокатки и ш-мка 5 пневмоцилиндра 4 боек 2 быстро смешаетсй с оси калибра, освобождая место для прохода заготовки 15 вйоль оси калибра, образованною валками 1, в котором заготовка продолжает обжиматься. После обжатия заготовки по все длине оне вьщается за пределы устройства и перед12бтся на последующие операция.
Пневмоцилиндр 4 включается на обратный ход, рьйаг 6 с бойком 2 возвращаются в исходное положение. Последующая заготовка задается в Калибр, образованный валками 1, и дикл:, повторяется.
Применение данного устройства обеспечит большую производительность стана, высокую точность заготовки по геометрическим размерам и высокую концентршшость центровочного отверстия.
ФЪрмула изобретения
УстройсТРо для подготовки заготовки подпрошивку по авт.св, № 584919, о т л и - ц а ю щ е 6 с и тем, что, с целью расширения техйологических возможностей и повышения производительности, оно снабжено рычажной системой смещения бойка с оси калибра, а стопор с защелкой выпо;шен в виде ломающегося рычага с шарниром.
Источники-информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № S84919, кл. В 21 В 19/00, 01.О8.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки заготовки под прошивку | 1977 |
|
SU735341A2 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Устройство для подготовки заготовкипОд пРОшиВКу | 1979 |
|
SU845895A1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU986523A1 |
| Устройство для подготовки заготовки под прошивку | 1976 |
|
SU584919A1 |
| Устройство для подготовки заготовки под прошивку | 1984 |
|
SU1222339A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |

---1ГТ1Й Ш
