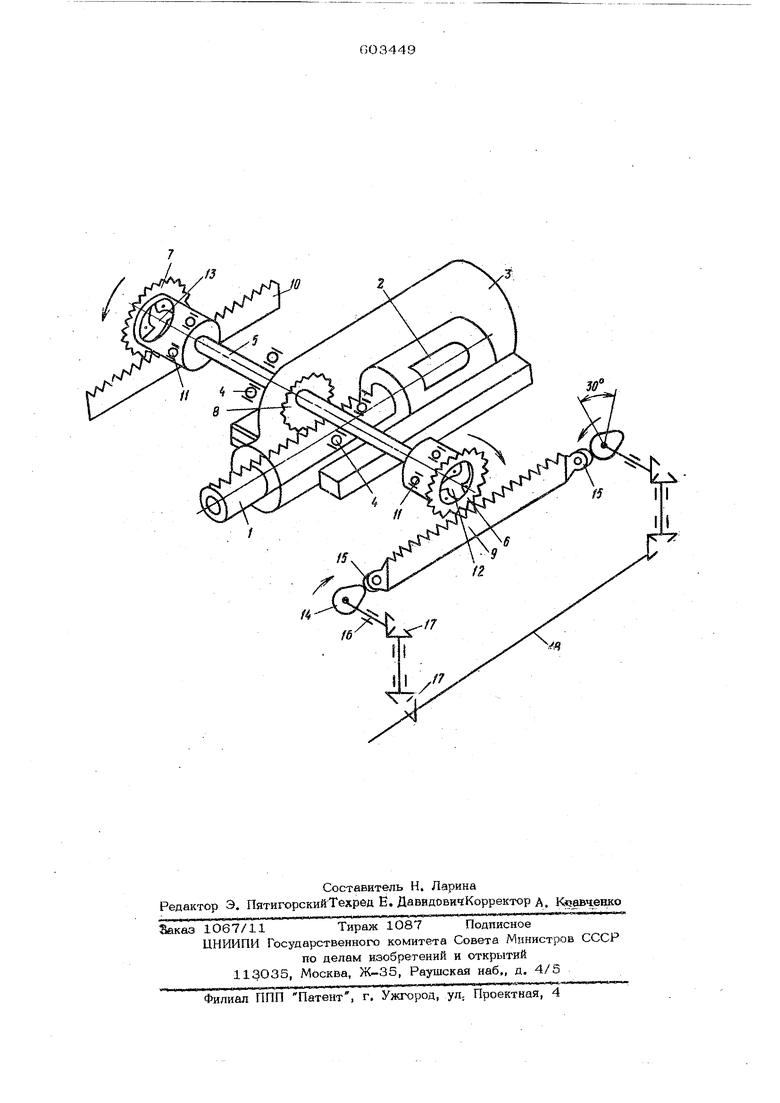
скоростях сепаратора при прямом и обратно ходах, при таких значительных изменениях естоственного катающего радиуса ухудшает условия деформации особенно при прокатке тонкостенных и особотонкостенных труб на роликовых станах; увеличивает осевые усилия и снижает производительность стана. Целью изобретения является i повышение производительности стана путем сообщения сепаратору различных скоростей при прямом и обратном ходах. Для этого предложенный привод осевого возвратно-поступательного перемещения сепа ратора, содержащий рейку, скрепленную с сепаратором, расположённые по обе сторбны от нее параллельные рейки, одна из которых стационарна, возвратно-поступательно перемещаемый вал, установленные на его концах и в центре щестерни соответственно рейкам согласно изобретению, снабжен Муфтами со. 1встречным направлением Крашения, через которые концевые шестерни посажены на вал, а также механизмом продольного пе ремещения другой из Параллельных реек, при этом диаметр взаимодействующей с ней концевой шестерни больше диаметра другойконцевой шестерни. В качестве механизма продольного перемешения может быть использован механизм Б ввде-одинаково спрофилированных кулачков, взаимодействующих с торцами рей ки и установленных на П)риводных встречновращаемых Валах. Применение обгонных муфт, работаюших в разные стороны, и различный диаметр кон цевых шестерен позволяет сепаратору совер шить путь при прямом ходе меньше, чем при обратном, а для выравнивания величины его хода одна из параллельных реек устанавливается подвижно в продольном направлении, что позволяет допол1штельно поверну взаимодействующую с ней шестерню и дополнительно переместить сепаратор. На чертеже дана кинематическая схема описываемого привода. Привод содержит рейку 1 скрепленную с сепаратором 2, размеще1шым в клети 3, в которой на подшипниках 4 установлен воз вратно-поступательно.перемешаемый вал 5, на концах которого размешены сменные шес терни 6 и 7, а в центре - шестерня 8. С концевыми сменными шестернями взаимодей ствуют параллельные рейки 9 и 10. Центральная шестерня 8 установлена в контакте с рейкой 1 сепаратора. На концах вала 5 на подшипниках 11 установлены обгонные муфты 12 и 13, через которые концевые щестерни 6 и 7 посажены на этот- вал. Параллельные рейки 9 в Ю расположены по обе стороны от рейки 1 сепаратора, и одна из нихурейка 10 установлена стационйрно на станине стана (на черт, не показана), а другая, рейка 9, имеет механизм продольного перемещения. Механизм продольного перемещения выполнен а виде одинаково спрофилированных кулачков 14, взаимодействующих через ролики 15 с торцами рейки 9 и установленных на валах 16, получающих через зубчатые пары 17 и трансмиссионный вал 18 Встречное непрерывное вращение, синхронное с приводом клети. Кулачки 14 поставлены развернутыми ОДИН относительно другой на 13О° и их профиль выполнен двумя радиусами и переходными участками, равными 30 окружности. Разница между большим и малым радиусами профиля кулачка обеспечивает необходимое перемещение рейки при подаче к крайнему положению клети на уровне/соответствующем ЗО поворота :кривошипа привода клети. Концевые шестерни 6 и 7 |имеют различный диаметр. Диаметр шестерни 6, установленной в контшгге с подвижной рейкой 9, больше диаметра щестерни 7. Для обеспечения зацепления )иестерен 6 и 7 разного диаметра с рейками 9 и 1О положение последних по высоте рё улируется сменными мерными прокладками или другими средствами. Привод перемещения сепаратора работает следующем образом. Рабочая клеть 3 получает возвратно-поступательное движение от цкриабшилно-шат нго привода стана (на чертеже не показан). При прямом ходе клети шестерня 6 обкатьшается по рейке 9 и через обгонную муфту 13 вращает вал 5 с установленной на jieM шестерней 8. Сепаратор 2 получает движение (прямой ход). При этом шестерня 7 обкатывается по рейке 10 свободно так как обгонная муфта 13 в эту сторону не работает. При обратном ходе клети шестерня 7 обкатывается по рейке 10 и через обгонную муфту 13 вращает вал 5 с шестерней 8, сепаратору 2 сообщается обратное по направленшо движение относительно клети. Так как ход клети постояв,ный, а шестерни 6 а 7 разные по величине, то перемещение сепаратора при збратном ходе клети больше по величине, чем при прн мом ходе клети. Это определяется тем, что естественный катаюший при прямом ходе клети больше, чем при обратном ходе и, соответственно;шесхэрПя 6 больше прлводной шестерни 7. Для выравнивания .величины перемещения .сепаратора относительно клети при прямом и
обратном ее ходе кулачки 14 получают вращение от главного привода стана через алы 16 и зубчатые передачи 17. При прямом ходе клети -задний кулачок 14 соприкасается с роликом 15 на участке малого радиуса, а пе- 5 редкий кулачок - на участке большого радиуса профиля кулачка. На участке хода клети. Соответствующем 30 поворота привода до переднего крайнего положения клети, задний кулачок контактирует с роликом 15 пере- ю ходным участком профиля от меньшего радиуса к большему, а передний кулачок - от большого радиуса к меныиему. Это обеспечивает перемещение рейки 9 вперед и дополнительный поворот щестерни 6 и соответст- is венно дополнительное перемещение сепаратора 2 относительно клети 3. При обратном ходе клети рейка 9 перемещается в обратном направлении, однако при этом обгонная муфта 12 не работает, и сепаратор 2 полу- 20 перемещение от щестерни 7.
В предложенном приводе при прямом и обратном ходах клети, а следовательно, и сепаратора действуют разные принудительные катающие радиусы, соответствующие естест-25 венным катающим радиусам. Это приводит к снижению осевых усилий на заготовку, что обуславливает повышение прбйзводительностй стана и улучщение качества труб.
Формула изобретения
1. Привей осевого врзвратно-поступательного перемещения сепаратора роликового
стана холодной прокатки труб, содержащий рейку, скрепленную с сепаратором, расположенные по обе стороны от нее параллельные рейки, одна из которых стационарна, возвратно-поступательно перемещаемый вал, установленные на его концах и в центре щестерни соответственно рейкам, о т л и ч а ющ и и с я тем, что, с целью повыщения производительности стана путем сообщения сепаратору различных скоростей при прямом и обратном ходах, он снабжен муфтами обгона со встречным направлением вращения, через которые концевые щестерни посажены на вал, а также механизмом продольного перемещения другой из параллельных реек, при этом диаметр взаимодействующей с ней концевой щестерни больще диаметра другой концевой щестерни.
2. Привод по п. 1, о т л и ч а ю щ и йс я тем, что механизм продольного перемещения выполнен в виде одинаково спрофилированных кулачков, взаимодействующих с горцами рейки и установленных на приводных встречно-вращаемых валах.
Источники информации, принятые во внимание при экспертизе;
1. Шевакин, Ю. Ф Сейдалией ,Ф, С. Станы холодной прокатки труб., ;Металлурги 1966, с. 88.
2. Авторское свидетельство СССР Jb 199071, кл. В 21 В 21/ОО, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм перемещения сепаратора клети стана холодной прокатки труб роликами | 1976 |
|
SU567513A1 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Привод валков стана холодной прокатки труб с подвижной клетью | 1973 |
|
SU460914A2 |
| Привод валков подвижной клети стана холодной прокатки труб | 1973 |
|
SU454068A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Привод валков стана холодной прокатки труб с подвижной клетью | 1973 |
|
SU438458A1 |
| Привод валков стана холодной прокатки труб с неподвижной станиной | 1988 |
|
SU1526863A1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |