(54) РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезное устройство | 1980 |
|
SU895598A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
| Шпиндельный узел резьбонарезного станка | 1986 |
|
SU1308437A1 |
| Резьбонарезная головка | 1981 |
|
SU1038123A1 |
| Устройство для нарезания резьбы | 1979 |
|
SU823024A1 |
1
Изобретение относится к обработке металлов резанием.
По основному авт. св. № 895598 известно резьбонарезное устройство, содержащее корпус, в котором установлены шпиндель с выполненной на его конце резьбой, предохранительный механизм и механизм осевого перемещения шпинделя, параллельно шпинделю в корпусе установлена дополнительная винтовая пара, которая связана со шпинделем через планку, а разность шагов резьбы шпинделя и ходового винта дополнительной винтовой пары равна шагу нарезаемой резьбы 1.
Недостатком устройства является невозможность нарезания резьб различного шага без его разборки.
Цель изобретения нарезание резьб двух различных шагов.
Для достижения , поставленной цели ходовой винт дополнительной винтовой пары выполнен в виде шпинделя, установленного в корпусе с возможностью осевого перемещения.
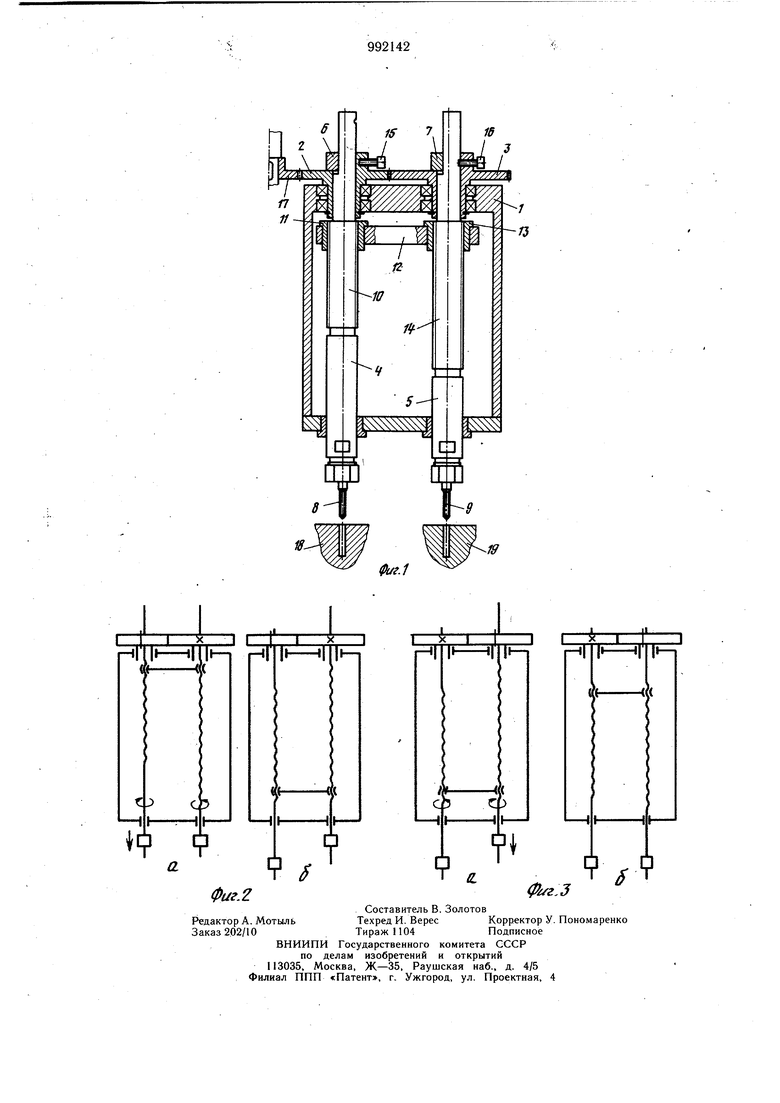
На фиг. 1 изображено устройство, общий вид; на фиг. 2 а, f я 3 а, (f схема работы устройства.
Резьбонарезное устройство состоит из корпуса 1, в котором с возможностью вращения установлены втулки 2 и 3 с зубчатыми венцами, в которые помещены шпиндели 4 и 5, связанные со втулками 2 и 3 с возможностью осевого перемещения относительно последних шпонками 6 и 7. В нижней части шпинделей 4 и 5 закреплены инструменты-метчики 8 и 9. На резьбовой части 10 шпинделя 4 установлена гайка 11, помещенная в планку 12, в которой помещена также гайка 13, установленная на резьбовой части 14 шпинделя 5. Во втулках 2 и 3 15 расположены винты 15 и 16, служащие для фиксации шпинделей 4 и 5 в осевом направлении. Во вращение втулки 2 и 3 с зубчатыми венцами приводятся зубчатым колесом 17. Обрабатываемые детали 18 и 19. Резьбонарезное устройство работает
20 следующим образом.
Исходное положение элементов устройства при нарезании резьбы левым щпинделем показано на фиг. 2а. Правый шпиндель 5 фиксируется в осевом направлении винТОМ 16 (фиг. 1). Винт 15 выкручивается. Вращение с зубчатого колеса 17 передается на втулки 2 и 3 с зубчатыми венцами и через шпонки 6 и 7 на шпиндели 4 и 5. Гайка 13 свинчивается по резьбовой части 14 шпинделя 5 вниз. Одновременно шпиндель 4 вывинчиваетсря из гайки 11 в Направлении противоположном направлению перемеш.ени% гайки 13. Таким образом, осевое перемешение шпинделя 4 слагается из двух перемещений: вниз - вместе с гайками 13 и 11, вверх - при вывинчивании из гайки 11 В обрабатываемой детали 18 нарезается резьба. Так как осевое перемещение щпинделя 4 и его вращение кинематически связаны, то за один оборот он совершает осевое перемещение, равное величине Pj- i-PI где i - передаточное отношение втулок 2 и 3 с зубчатыми венцами; Р, и 1 - шаги резьб гаек 11 и 13. Это перемещение равно шагу инструмента-метчика 8. При достижении необходимой глубинь нарезания резьбы (фиг. 26) щпиндели 4 и 5 начинают вращаться в противоположном направлении и устройство возвращается в исходное положение (фиг. 2а). Исходное положение элементов устройства при нарезании резьбы правым щпинделем показано на фиг. Зо. Левый щпиндель 4 находится в нижнем положении и зафиксирован от осевого перемещения винтом 15 (фиг. 1). Винт 16 выкручен. Шпинделям 4 и 5 сообщается вращение. Гайка 11 перемещается по резьбовой части 10 щпинделя 4 вверх. Одновременно шпиндель 5 ввинчивается в гайку 13 в направлении, противоположном направлению перемещения гайки 11. Следовательно, шпиндель 5 участвует в двух перемещениях: вверх - вместе с гайками 11 и 13, вниз - при ввинчивании в гайку 13. Резьба нарезается в детали 19. За один оборот шпиндель 5 совершает осевое перемещение, равное величине Р2-Pi/i и равное шагу метчика 9. Положение элементов устройства при достижении правым щпинделем 5 нижнего положения показано на фиг. 36. Затем устройство возвращается в исходное положение (фиг. За). Выполнение в предлагаемом резьбонарезном устройстве ходового винта дополнительной винтовой пары в виде шпинделя, установленного в корпусе с возможностью осевого перемещения, позволяет добиться расщирения технологических возможностей резьбонарезного устройства, а именно, обеспечить возможность нарезания резьб различных щагов без разборки устройства и замены его деталей. Формула изобретения Резьбонарезное устройство по авт. св. № 895598, отличающееся тем, что, с целью периодического нарезания резьб двух различных шагов, ходовой винт дополнительной винтовой пары выполнен в виде шпинделя, установленного в корпусе с возможностью осевого перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 895598, кл. В 23 G 1/16, 1980.
