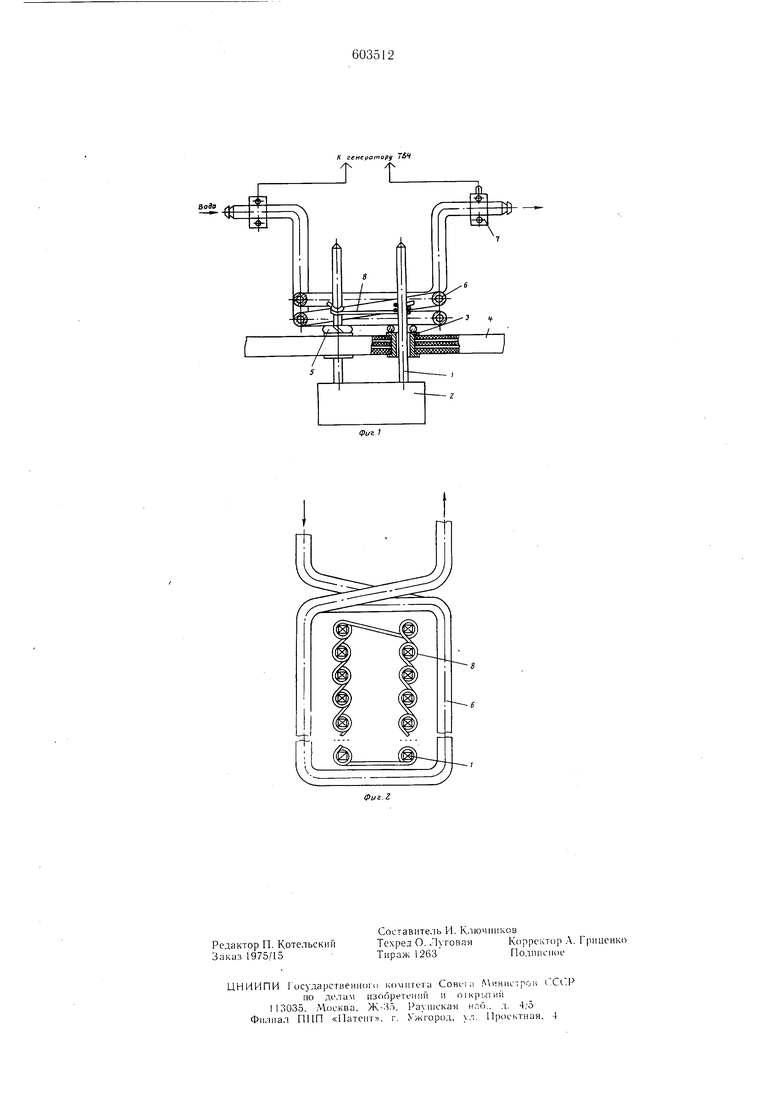
(54) СПОСОБ ВЫСОКОЧАСТОТНОЙ ПАЙКИ ДЕТАЛЕЙ проводником малой массы с иыоокон -лтектроi po io;iii()CTbio, образуя иезамкнутьп контур. При .пектрическом соединоиии отдсмьиых В1)1водов проводником с ВЫСОКО элокгроироводиостыо в зоне нагрева инд ктора образ ется ii.ieKTpHMecKii разомкнутый , который в процессе высокочастотного нагрева концентрирует электромагнитную энергию в зоне найки разъема. На фиг. 1 изображено устройство для высокочастотной найкн деталей но предлагаемо.му способу, o6uiiiii вид; на фиг. 2 дана схема соединения выводов. Штыревые выводы 1 разъема 2 занаивают в .металлизированные отверстия 3 многослойной нечатной платы 4. Перед найкой на выводы надевают дозированные разъемные ко.илла 5 н 5иноя, места пайки покрывают флюсом. Выводы разъема размещают внутри двухвиткового |.чдуктора 6 интенснвно охлаждаемого в процессе нагрева проточной водой. На зажи.мы 7 индуктора нодают высокочастотное напряжепне от генератора ТВЧ. 11ос,те сборки узла и размещення дозированных колец припоя выводы разъема электрнчески соеднняют друг с другом нроводником 8 с хорошей э.1ектропроводностью, так что вн три И1дуктора образуется незамкнутый электрический контур, состоящий из выводов 1 разъеM j и проводника 8. При iK);ui4e высокочастотного наиряжепия па индуктор 6 происходит быстрый нагрев прежде всего незамкнутого электрического контура П 1утри индуктора с ./юстаточно равномерным нагрево.м отдельных выводов. При это.м достигается однов1)е. раснлавленне дозированHi.ix ко,1ец 5 прнноя и осутяествляегся групповая naiiKa выводов разъема в .металлизированные отверстия .многослойной печатной п.таты. В результате концентраини электромагннтного поля внутри индуктора увеличиваетея не только скорость нагрева паяе.мых деталей, но и умеп)П1ается рассеяние злектро.магнитной энергип вс.тедствие исключения потерь энергии на наг1;ев наружньгх проводников печатной н,1аты. Пример. По описанному способу была осуН1ествлена высокочастотна.я групповая найка раз1)е.ма с 24 вывода.ми в многое,юйную печатную н,1ату. Занаивае.мые )ды разъе.ма были изготовлены из бронзы БрКМц, и.мели сечение 0,6x0,6 мм и га,1ьваннческсе покрытие контактных поверхностей серебром толщиной 6 мкм. Дозированные KOjibiia были изготовлены из нрутка припоя ПГ)С - 61. диаметро.м 1,0 мм. . найкн покрывали жидким флюсом ФКСп. В качестве ипдуктора ТВЧ исно,льзовали двухвитковый соленоид, изготовленный из .медной трубки с нешним диаметpo i 3,0 м.м. Величина зазора между индуктором и наяемы.ми выводами находилась в пределах 1,5- 2,0 м.м. Перед пайкой выводы разъемабыли электрически соединены медным проводником диаметром 0,5 мм. Для высокочастотной пайки использовали промышленную установку ВЧЧ-10-0,44, работающую на частоте 440±10°/о кГц. При расстоянии от индуктора до платы, равном 4-5 мм, и электрическом режиме работы установки 1„ 1,ОА; 1с 0,2 А время пайки составило 10-15 сек. При пайке выводов разъема известным способом, т.е. без их электрического соединения, время пайки составляло 20-30 сек. Применение предложенного сиособа позволяет увеличить производительность групповой найки разъемов в печатные платы и повысить надежность собираемых узлов. Формула изобретения Способ высокочастотной пайки деталей, преимущественно выводов разъемов в печатные или многослойные печатные платы, включаюишй уетановку на выводы дозированных колец припоя, электрическое соединение выводов друг с другом и высокочастотный нагрев зоны пайки, отличающийся те.м, что, с целью повышен 1я эффективности и равномерности высокочастотного нагрева, а также снижения нагрева печатных плат, выводы разъема электрически соединяют в зоне нагрева проводником малой массы с высокой электропроводностью, образуя незамкнутый контур. Источники информации, принятые во внимание при экспертизе: 1.Wolf Н. fnduktives Weichloten von Leiterplatten. - «Lis-Mitt., 1973, 15, № 4, c. 413-418. 2.Патент Великобритании Л 1311627, кл. В 3 R, 1973.
J t
Baia
А генератору Т&Ч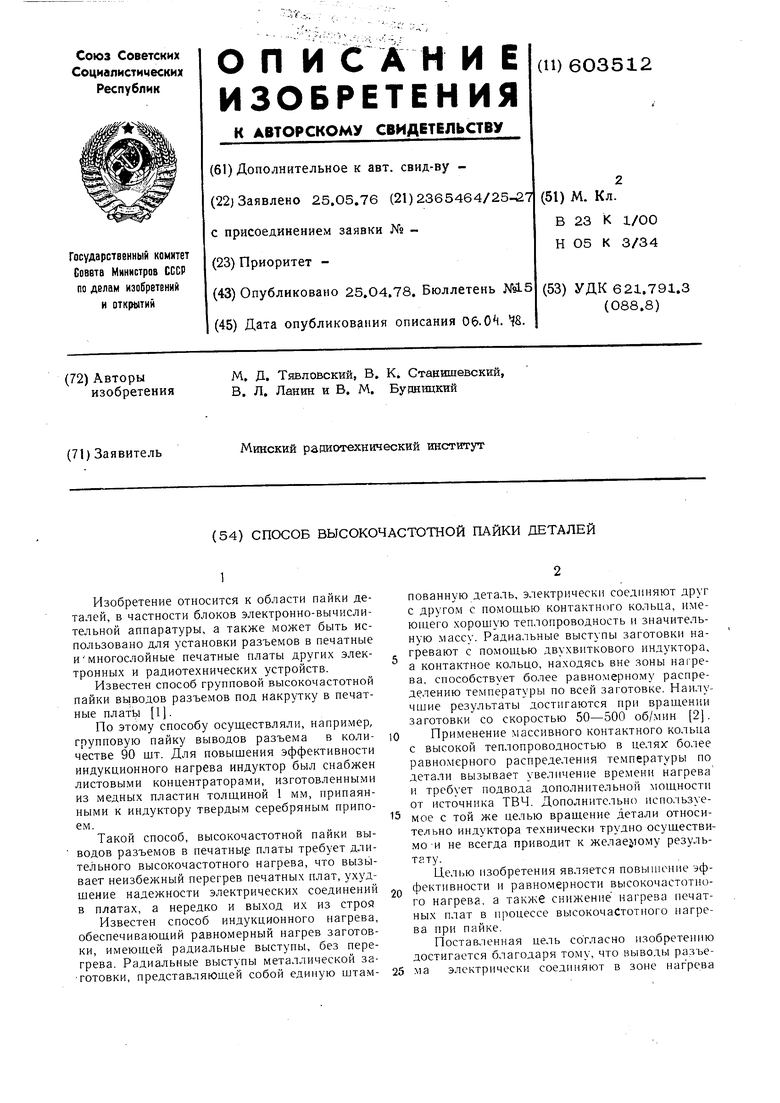
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ групповой пайки выводов разъема | 1975 |
|
SU549900A1 |
| Способ демонтажа многовыводных радиоэлементов | 1985 |
|
SU1263459A1 |
| СПОСОБ ПРИПАЙКИ ВЫВОДОВ НАВЕСНЫХ ДЕТАЛЕЙ К ПРОВОДНИКАМ ПЕЧАТНОЙ ПЛАТЫ | 1967 |
|
SU196136A1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2022 |
|
RU2787551C1 |
| Способ группового нанесения припоя на токопроводящие поверхности печатных плат | 1985 |
|
SU1258636A2 |
| Консервирующий флюс для пайки | 1985 |
|
SU1286381A1 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |