Фиг. 1
Изобретение относится к пайке и может бьггь испапьзовано для изготовления инструмента, в частности резцов камнерезных пил.
Цель изобретения - повьшение качества пайки, за счет обеспечения дозированного флюсования.
На фиг, 1 изображено предлагаемое устройство, общий вил;.на фиг, 2 - схема подачи державок режущего инструмента в зону сборки; на фиг, 3 - схема подачи твердосплавных пластинок в зону сборки.
Полуавтомат состоит из станины, на которой смонтированы механизм гофрирования ленты припоя, состоящий из кассеты 1 с припоем, установленно на оси кронштейна 2, на последнем
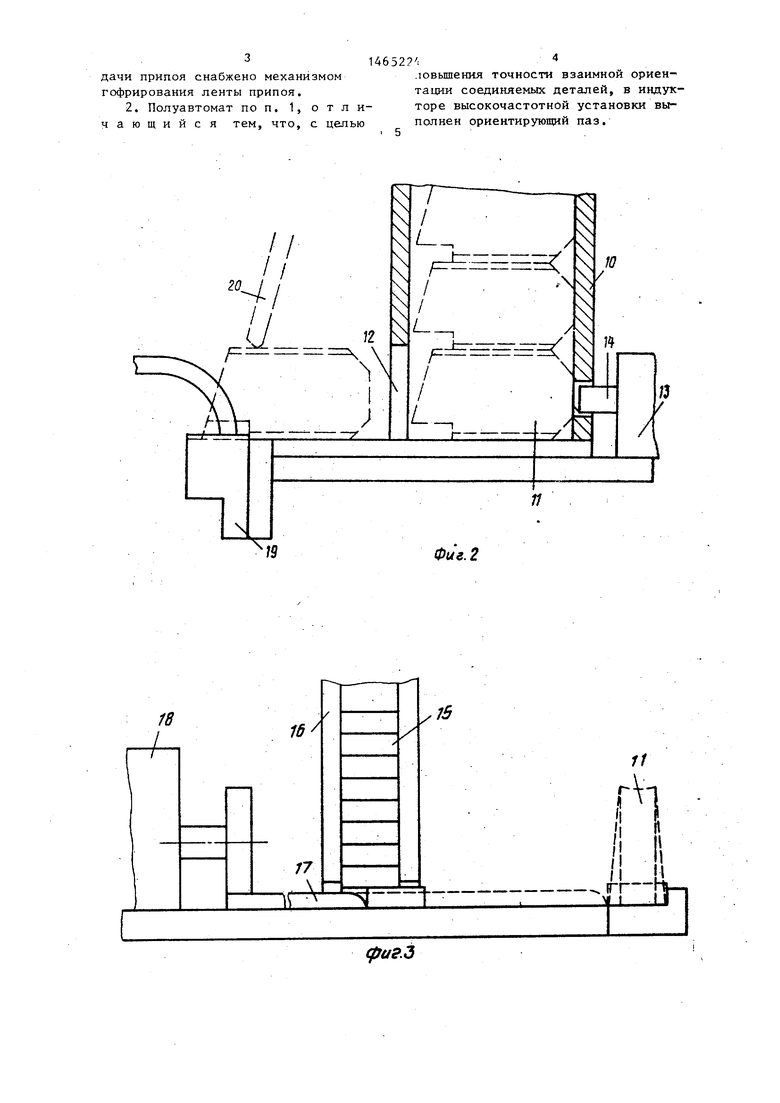
установлены формирующие подающие ро- лики 3, На оси одного из роликов 3 жестко установлено храповое колесо 4 механизма подачи припоя, связанное с пн-евмоцилиндром 5. Между механизмом гофрирования припоя и емкостью 6 с пастообразным флюсом установлена фильера (направляющая) 7, Емкость 6 имеет прорези для прохождения припоя к месту его установки на твер- досплаваую пластину. Для дозировки и отрезки припоя на станине установлен механизм отрезки, содержащий нож 8, связанный через систему рычагов с пкевмоцитшндром 9, На, переходной плите устройства установлен узел подачи державок резцов, состоящий из магазина 10 с державками 11 резцов, имеющего окно 12 для выхода державок пневмодилиндра 13 с толкателем 14 (фиг. 2), Для подачи твердосплавных пластин 15 н§ плите установлен . (фиг, 3) узел подачи твердосплавных пластин в зону сборки., который состоит из магазина 16, толкателя 17, связанного с пневмоцилиндром 18, .Магазин 16 примыкает к механизму отрезки, содержащему нож 8, Б состав устройства также входит индуктор 19 с прижимом 20, установленный в зоне пайки твердосплавных пластин с дер- жавками резцов. Индуктор 19 установлен соосно с толкателем 14 тдилиндра 13, В индукторе 19 выполнен ориентирующий паз.
Полуавтомат работает следующим
образом,
Державки 11 инструмента укладывают в магазин 10, а твердосплав- ные режущие пластины 15 - в магазин
16, Включается пневмоцилиндр .1.8, толкатель 17 подает твердосплавную пластину 15 из магазина 16 в зону сборки. Одновременно включаются пневмоцилинд- ры 9 и 13, Пневмоцилиндр 5 приводит в действие храповой механизм 4, гофрирующие ролики 3 которого из кассеты 1 через фильеру 7 и емкость 6 с
пастообразным флюсом подают дозированное количество припоя на пластину 15,которое отрезается ножом 8 механизма отрезки, приведенным в действие пневмоцилиндром 9 через систему
рычагов.
Далее из магазина 10 через окно 12 толкатель 14 пневмоцилиндра 13 на пластину 15 с дозированным количеством припоя с флюсом подает державку 11 резца и уже общую сборку продвигает дальше по направляющей станины на индуктор 19, где державка прижимается к пластине 15 прижимом 20, Включает ТВЧ, происходит
пайка, при этом пластина 15 является элементом контура индуктора, что дает равномерный разогрев пластины по сечению, это уменьшает напряжение в паяном соединении, уменьшает склонность к образованию трещин. Готовые изделия по склизу поступают в бункер (не показано),
Выполнение в индукторе для нагрева под пайку ориентирующего паза позволяет, повысить точность взаимного расположения режущей пластины и державки резца,
Ф ормула изобретения
i. Полуавтомат для пайки твердо- сплав.ных пластин с державками режущего инструмента, содержащий станину, на которой установлены связанные транспортным механизмом устройсво для подачи припоя, проходная емко.сть с флюсом, механизм отрезки припоя, магазин твердосплавных пластин и высокочастотная установка для нагрева под пайку, о т л и ч а ю щ и и.с я тем, что, с целью по- вьшения качества пайки за счет обеспечения дозированного флюсования, он снабжен связанным с транспортным механизмом магазином державок режущего инструмента, установленным на станине по ходу технологического процесса за механизмом отрезки при- поя, расположенным за проходной емкостью с флюсом, а устройство по314652
дачи припоя снабжено механизмом .ювьппения точности взаимной ориен- гофрирования ленты припоя.тации соединяемых деталей, в индук2. Полуавтомат по п. 1, о т л и- торе высокочастотной установки В1Лчающиися тем, что, с цепью
полней ориентирующий паз.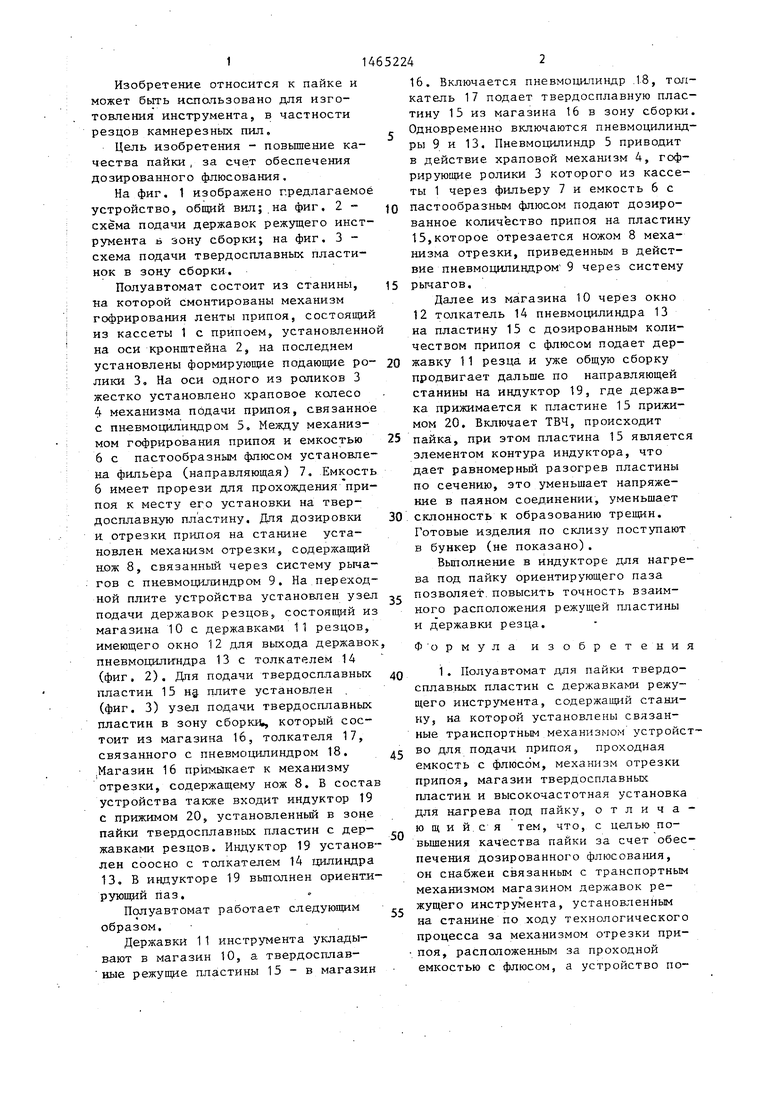
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| УСТРОЙСТВО для ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU311714A1 |
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА С НАПАЯННОЙ ТВЕРДОСПЛАВНОЙ ПЛАСТИНОЙ | 2013 |
|
RU2517093C1 |
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
Изобретение относится к пайке, а точнее к устройствам для пайки режущего инструмента, и может быть использовано в различных областях машиностроения. Цель изобретения - повьшение качества пайки за счет обеспечения дозированного флюсования. Полуавтомат снабжен установленным за механизмом отрезки припоя магазином 10 державок режущего инструмента. Механизм отрезки припоя с ножом 8 расположен непосредственно за проходной емкостью 6 с флюсом. Устройство подачи припоя содержит механизм рифления ленты припоя с формирующими роликами 3. В индукторе для нагрева выполнен ориентирующий паз для повышения точности взаимного расположения режущей пластины и державки резца. Пластина равномерно разогревается по сечению. Это уменьшает напряжение в паяном соединении и склонность к образованию трепщн. 1 3. п. ф-лы, 3 ил. ю (Л
18
16/
Фиг. 2
X
/
15
| Заявка ФРГ № 3208068, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
