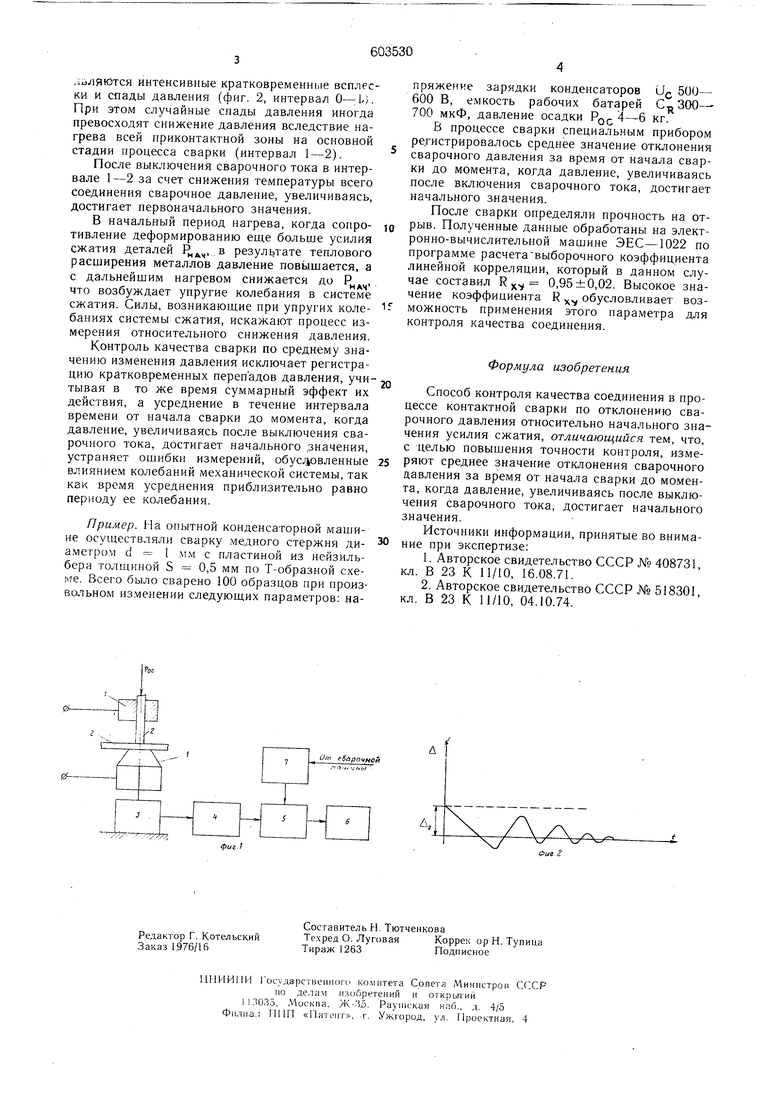
(54) СПОСОБ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЯ В ПРОЦЕССЕ КОНТАКТНОЙ СВАРКИ ,,ьляются интенсивные кратковременные всплески и спады давления (фиг. 2, интервал О-:Li. При этом случайные спады давления иногда превосходят снижение давления вследствие нагрева всей приконтактной зоны на основной стадии процесса сварки (интервал 1-2). После выключения сварочного тока в интервале 1-2 за счет снижения температуры всего соединения сварочное давление, увеличиваясь, достигает первоначального значения. В начальный период нагрева, когда сонротивление деформированию еще больше усилия сжатия деталей ,в резул15тате теплового расширения металлов давление повышается, а с дальнейшим нагревом снижается до Р„д, что возбуждает упругие колебания в системе сжатия. Силы, возникаюн ие при упругих колебаниях системы сжатия, искажают процесс измерения относительного снижения давления. Контроль качества сварки по среднему значению изменения давления исключает регистрацию кратковременных перепадов давления, учитывая в то же время суммарный эффект их действия, а усреднение в течение интервала времени от начала сварки до мо.мента, когда давление, увеличиваясь после выключения сварочного тока, достигает начального .значения, устраняет ошибки измерений, обусловленные влиянием колебаний механической системы, так как время усреднения приблизительно равно периоду ее колебания. Пример. На опытной конденсаторной машине осуществляли сварку .медного стержня диа.метром d I .мм с пластиной из нейзильбера толщиной S 0,5 мм по Т-образной схеме. Всего было сварено 100 образцов при произвольном изменении следующих параметров: напряжение зарядки конденсаторов U 500- 600 В, емкость рабочих батарей 700 мкФ, давление осадки PQ 4-6 кг. В процессе сварки специальным прибором регистрировалось среднее значение отклонения сварочного давления за время от начала сварки до момента, когда давление, увеличиваясь после включения сварочного тока, достигает начального значения. После сварки определяли прочность на отрыв. Полученные данные обработаны на электронно-вычислительной машине ЭЕС-1022 по программе расчетавыборочного коэффициента линейной корреляции, который в данном случае составил R х 0,95 ±0,02. Высокое значение коэффициента R обусловливает возможность применения этого параметра для контроля качества соединения. Формула изобретения Способ контроля качества соединения в процессе контактной сварки по отклонению сварочного давления относительно начального значения усилия сжатия, отличающийся тем, что, с целью повышения точности контроля, измеряют среднее значение отклонения сварочного давления за время от начала сварки до момента, когда давление, увеличиваясь после выключения сварочного тока, достигает начального значения. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР № 408731, кл. В 23 К 11/10, 16.08.71. 2.Авторское свидетельство СССР № 518301, кл. В 23 К 11/10, 04.10.74.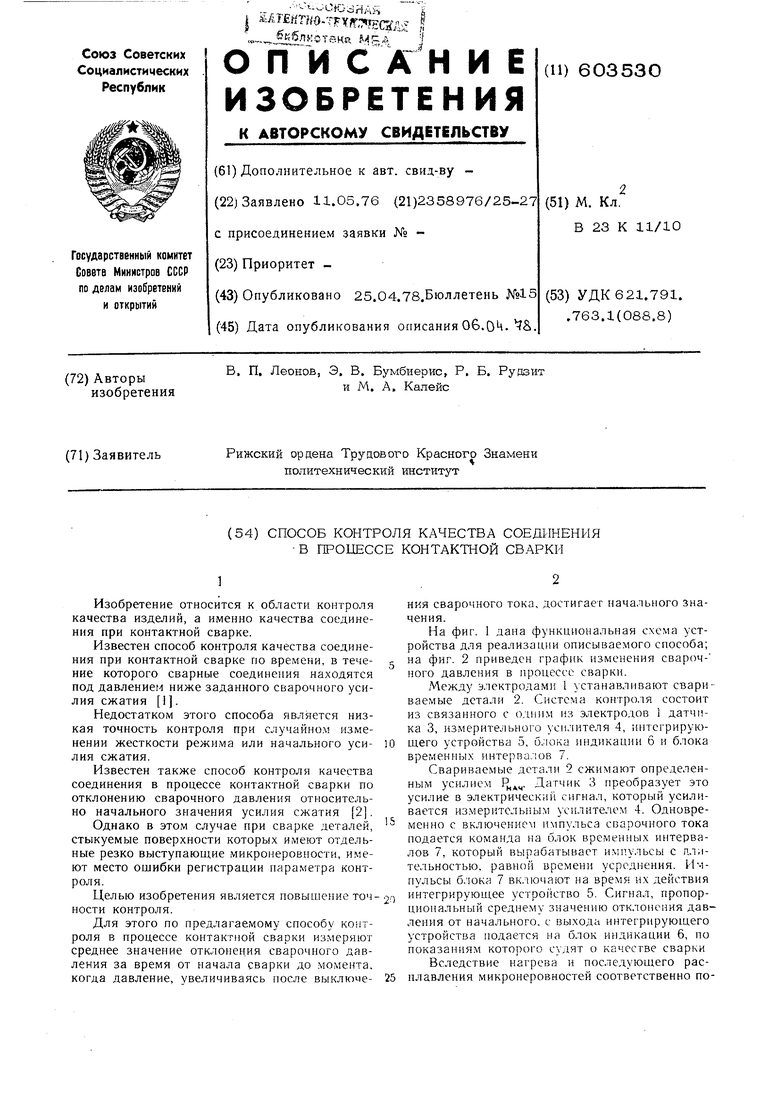
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| Способ автоматического управления процессом контактной точечной сварки с наложением ультразвуковых колебаний | 1981 |
|
SU1016110A1 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ управления и контроля процесса контактной сварки | 1985 |
|
SU1320033A1 |
| Способ контактной стыковой сварки | 1982 |
|
SU1074683A1 |
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| СПОСОБ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА (ВАРИАНТЫ) | 2007 |
|
RU2431552C2 |
| Способ контактной точечной сварки высокопрочных алюминиевых сплавов | 1977 |
|
SU671954A1 |
./
Л
А/Л
А
/
Фиг г
