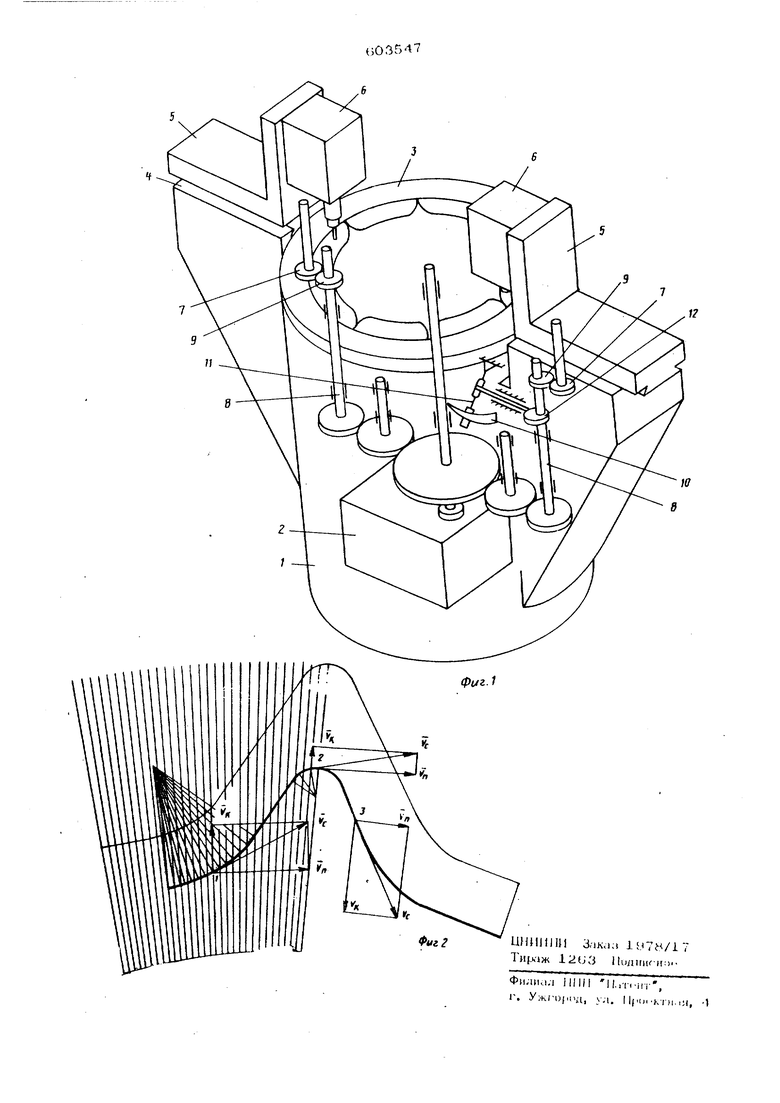
Устройство содержит основание 1, на котором смонтирован привод враиюния 2 планшайбы 3, оснащенной .зажимами щтя изцелия. Кроме того, в направляюшгос 4 ос нования 1 смонтированы подвижные каретки 5 со сварочными головками 6 и копира ми 7. Выходной вал привода вращения 2 кинематически соединен с валом 8, оснащенным копиром 9 для перемещения каретки 5. При сварке изделий с периодически повторяющимися элементами шва устройство оснащают несколькими одинаковыми каретками со сварочными головками, копирные ролики которых взаимодействуют с соответ ствующими им копирами 9 для перемещени кареток. На основании смонтирован также регулятор 10 скорости вращения плаЕщайбы 3 с датчиком 11, а на одном из валов с копиром 9-дополнительный копир 12, взаимо действующий с датчиком 11. YcTpoiicTBo работает следующим образом. Изделие с криволинейным свариваемым ьшом закрепляют на планщайбе 3 и включают ирииод вращения 2. При этом копиры 7, каждый из которых соединен с приводом вращения 2, перемещают соответствующие кп)стки 5 со сварочными головками б в направляющих 4 основания по заданному ко пирами закону. Одновременно дополнительный Konvjp 12 смонтированный на валу 8, ssenMOfleikcTBye с датчиком 11 регулятора 10 скорости ар щення планщайбы 3 с изделием. Для обеспечения постоянной скорости сварки криволинейного шва необходимо, что бы вектор скорости сварки v в каждой точке щва, направленный касательно к заданному контуру щва, был одинаков по модулю во всех точках контура. Этот вектор YC. складывается из вект ра скорости каретки V, и скорости планщайбы V , т.е. с V,-i-V-,, Вектор скорости планшайбы V изменяется по величине, следовательно, вектор скорости VK должен также изменяться по величине, но не любым образом, а определенным, так, чтобы сохранялась зависимость п VK - Vti , „- так как Vс-const. fCv). можно написать Постоянная скорость сварки в данном устройстве обеспечивается установкой на одном валу 8 различных копиров, один из которых перемещает сварочную головку с переменной скоростью V , а другой вращает изделие также с переменной скоростью УЛ В данном устройстве некоторое несоот- ветствие заданной копиром скорости вращения планщайбы и реализованной скорости вследствие различных на разных участках профиля инерционных сил, сил трения, неточностей изготовления деталей, зазоров в соединениях и прочего приводит к изменению скорости сварки, которое будет колебаться в пределах i 3% от номинальной, . что допустимо. Таким образом, оснащение предложенного устройства регулятором скорости вращения изделия и регулятором (копиром) перемещения сварочной головки обеспечивает постоянную скорость сварки любого криволинейного контура, что позволяет производить сварку изделий с малым радиусом кривизны. Кроме того, оснащение устройства несколькими сварочными головками приводит к повышению производительности этого устройства. Формула изобретения Устройство для автоматической сварки криволинейных швов, содержащее смонтированные на основании привод вращения изделия, соединенный с валом копира, и каретку со сварочной головкой и копирным роликом, взаимодействующим с копиром, отличающееся тем, что, с целью обеспечения сварки изделий с малым радиусом кривизны, на основании смонтирован регулятор скорости вращения изделия с датчиком, а на валу копира - дополнительный копир, взаимодействующий с датчиком регулятора скорости вращения изделия. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР Х 406667, кл. В 23 К 37/О2, 1971. 2. Авторское свидетельство СССР № 25О348, кл. В 23 К 37/О4, 1968.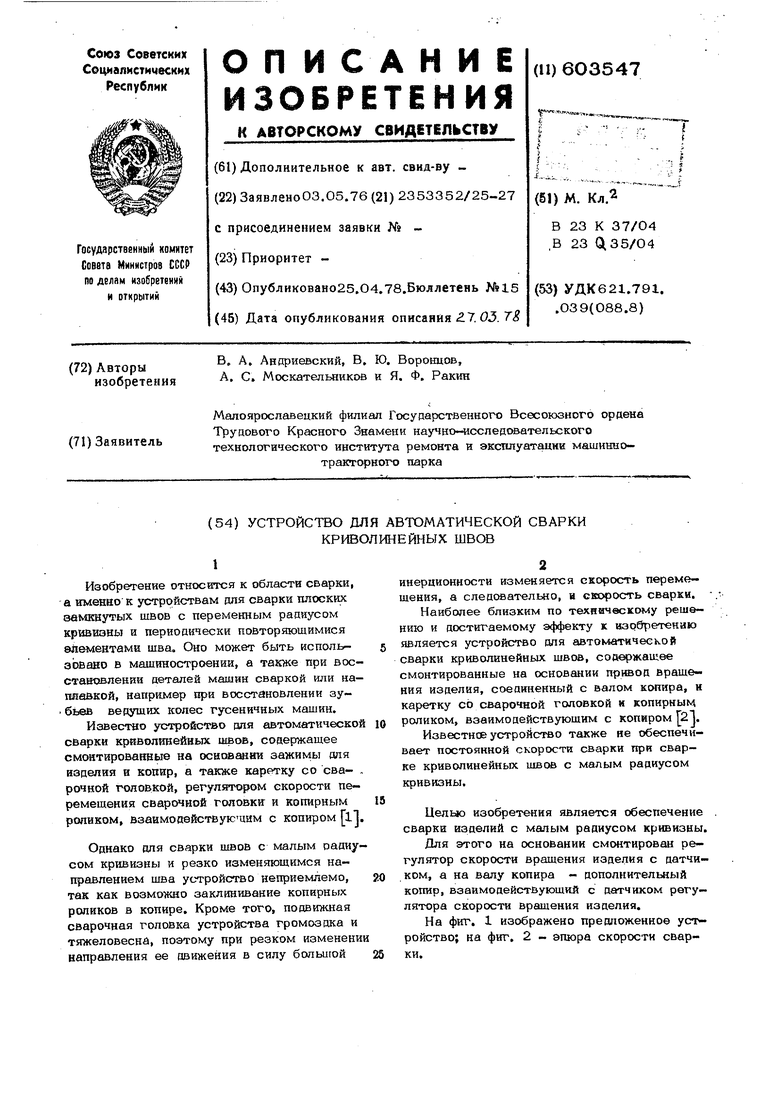
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU880677A2 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Установка для контактной сварки изделий криволинейного профиля | 1976 |
|
SU621511A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для сборки и сварки | 1981 |
|
SU979061A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |