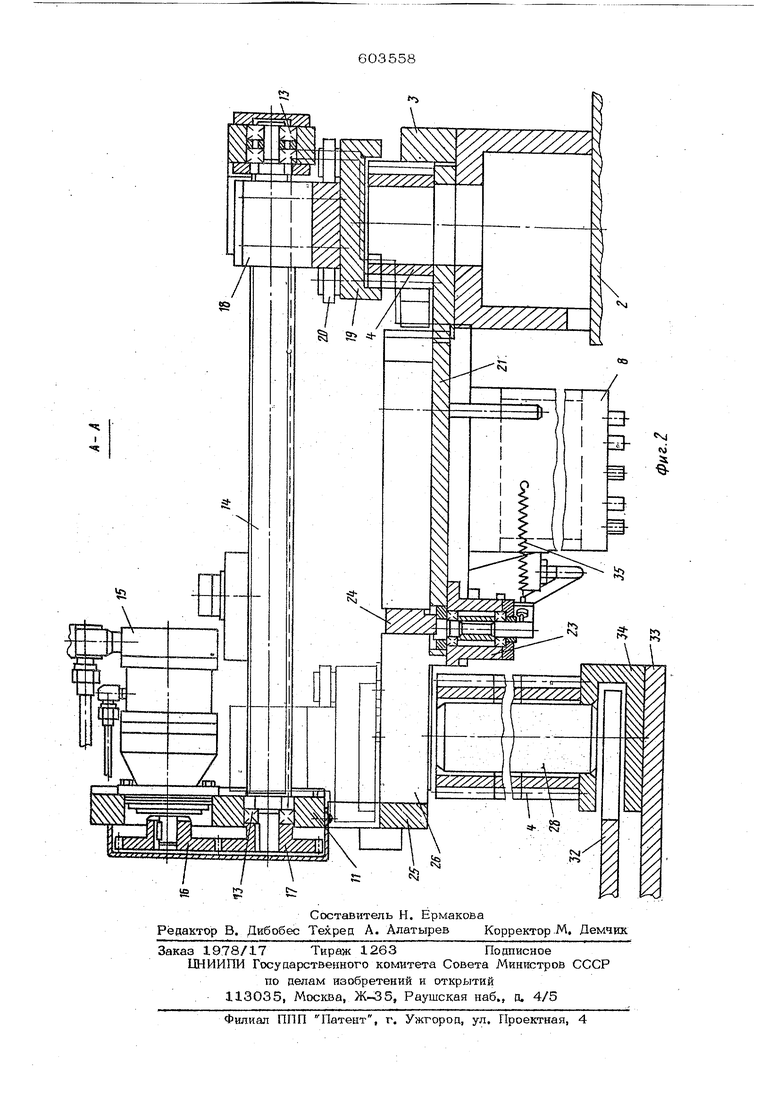
(54) ПЕРЕГРУЖАЮи|Е К АВТОМАТИЧЕ 1 Изобретение относится к станкостроению и может быть применено в станках-автоматах ОЛЯ загрузки - выгрузки деталей. Известны перегружающие устройстаа к автоматическому станку, содержащие лотки загрузки и выгрузки fl. Известное перегружающее устройстве содержит большое количество механизмов сложной конструкции для загрузки-выгрузки обрабатываемых изделий; два накопителя подающий и приемный - увеличивают занимаемую производственную площадь. Большое число механизмов увеличивает вероятность сбоя, снижает надежность конструкции. Целью изобретения является увеличение надежности устройства в работе. Для этого предлагаемое; устройство выполнено в виде установленной над лотками с возможностью перемещения каретки с дуговым пазом, при этом лотки загрузки и выгрузки совмещены и снабжены направляющими щеками и заслонкой, установленной с возможностью поворота в плоскости лотков. ТРОЙСТВО У СТАНКУ На фиг. 1 изображена рабочая зона станка - автомата вид сверху; на фиг. 2 разрез А-А на фиг. 1. На основании 1 станка расположен шестипозиционный поворотный стол 2 с приспособлениями 3 для установки обрабатываемых изделий 4 и колонны 5 и 6 с механизмами нля черновой и чистовой обработки изделия. На колоннах установлены кронштеины 7, ограничивающие перемещение изделия 4 во время обработки в осевом направлении. Между колоннами на основании 1 посредством кронштейнов 8 установлен пере- гружающий механизм 9, состоящий из двух боковин - направляющих 10, поперечин 11 и 12с опорами 13 ходового винта 14. На поперечине 11 смонтирован гидромотор 15, связанный щестернями 16 и 17 с ходовым винтом 14. Ходовая гайка 18 установлена на подвижной перегружающей каретке 19, снабженной роликами 20, размещенными между боковикам - направляющими 10. В нижней части перегружаюи1ей каретки 19 выполнен паз по цуге окружности. Ширина
паза несколько больше наружного диаметра изделия 4, а средний радиус равен радиусу установки приспособлений 3 на поворотном столе 2. Снизу к направляющим 10 прикреплен горизонтальйый склиз 21 с направляюшими щеками 22 и стаканом 23, в котором на подшипниках смонтирована поворотная заслонка 24, На задней стенке 25 перегружакмцего механизма 9 укреплена перегородка 26, разделяющая полости поаачи и приема обрабатываемых изделий 4.
Рядом с основанием I автомата установлен барабанный магазин-накопитель 27 штыревого типа, подающий 28 и приемный 29 штыри которого расположены под перегружающим механизмом 9. Против игтырей магазина 27 расположены подающий ЗО и приемный 31 механизмы с вертикально перемешаемыми вилками 32, которые поднимают изделия 4 с подающего штыря 28 и опускают их на приемный штырь 29. Штыри 28 и 29 установлены на поворотном диске 33 магазина 27 П-образными кронштейнами 34.. .
В исходном положении перегружающая каретка 19 находится в левом крайнем положении таким образом, что паз перегружающей каретки находится против подающего и приемного щтырей магазина 27. Перед работой на штыри магазина 27 надевают стопками изделия 4, оставляя один из UIрей пустым для приема обработанных изделий
Вилка 32 подающего механизма 30 подн1Гмает стопку обрабатываемых изделий 4 пока нижний торец верхнего из них не подымется выше уровня горизонтального склиза 21,верхняя часть изделия 4 при этом войдет в паз каретки 19. Последняя, перемещаясь в крайнее правое положение, переводит изделие 4 на горизонтальный склиз 21 и далее между направляющей щекой 22 и заслонкой 24 в крайнее правое положение, когда изделие 4 сходит со склиза 21 и попадает в пртепособление 3 в позиции загрузки,
При перемещении по склизу 21 изделие 4 принудителшо открывает заслонку 24 и сдвигается щекой 22 в поперечном направлении в пазу каретки 19. После прохода обрабатываемого изделия 4 заслонка 24 досылается пружиной 35 в исходное положение. Поворотом стола 2 приспособление 3 с изделием 4 выводится из-под перегружающего механизма 9 и въезжает под кронштейн 7, под шпинпеЛь колонны 5 для черновой обработки изделия,
Пройня через промежуточные фиксированные положения стола, изделие 4 из-под .шпинделя черновой обработки попадает под шпиндель чистовой обработки колонны 6,
Тем we .поворотом стола приспособление 3 с обработанным изделием выводится из-под ограйичивакялего кронштейна 7 колонны 6 и входит под перегружающий механизм 9, При этом обработанное чзделие 4 верхней частью входит в паз перегружающей каретки 19, Обратным ходом перегружающей каретки 19 изделие извлекается из приспособления 3 и по горизонтальному склизу 21 переводится в левое крайнее положение, В процессе перемещения обработаннов зделие 4 сдвигается заслонкой в поперечном направлении таким образом, что в конце хода изделие 4 попадает на приемную вилку 32 над пустым приемным штырем 29 магазина 27, Вилка 32 опускается вниз до тех пор, пока верхний торец изделия 4 совпадает с Верхней плоскостью склиза 21, Пр этом изделие выходит из паза перегружающей каретки 19 и надевается на приемный штырь 29 магазина 27, В дальнейшем верхний торец изделия 4 будет служить приемной площадкой следующего обработанного изделия
Во время опускания обработанного изделия 4 новое обрабатываемое изделие 4 подается в перегружающий механизм 9. Цикл работы механизма 9 повторяется. Работа механизмов загрузки- выгрузки автомата происходит во время работы шпинделей пос- леднего.
После того, как все изделия 4 на подающем штыре 28 будут израсходованы, а приемный штырь 29 магазина 27 будет заполнен, вилки 32 уходят в крайнее нижнее положение, диск 33 поворачивается на одну позадйю, и опустевший подающий штырь готов к приему обработанных изделий 4, а на его место переходит новый штьфь с обрабатываемыми изделиями 4. При повороте диска 33 вилки 32 проходят в прорезях П-образных кронштейнов 34,
Ф
ормула изобретения
Перегружающее устройство к автоматическому станку, содержащее лотки загрузки и выгрузки, отличающееся тем, что, с целью увеличения надежности, оно выполнено в виде установленной над лотками с возможностью перемещения каретки с дуговым пазом, при этом лотки загрузки и выгрузки совмещены и снабжены направляющими щеками и заслонкой, установленной с возможностью поворота в плоскости лотков,
Источники .информации, принятые во внимание при экспертизе:
I, Бродский. Ц. Э. и др. Рекомендация по технологии хонингования чугунных и стальных деталей алмазным инструментом, М,, НИИТАвтопром, 1969, с, 36-52,
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок | 1978 |
|
SU810457A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Устройство для обработки заготовок деревянных каблуков | 1960 |
|
SU139806A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Устройство для подачи деталей | 1984 |
|
SU1229016A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |