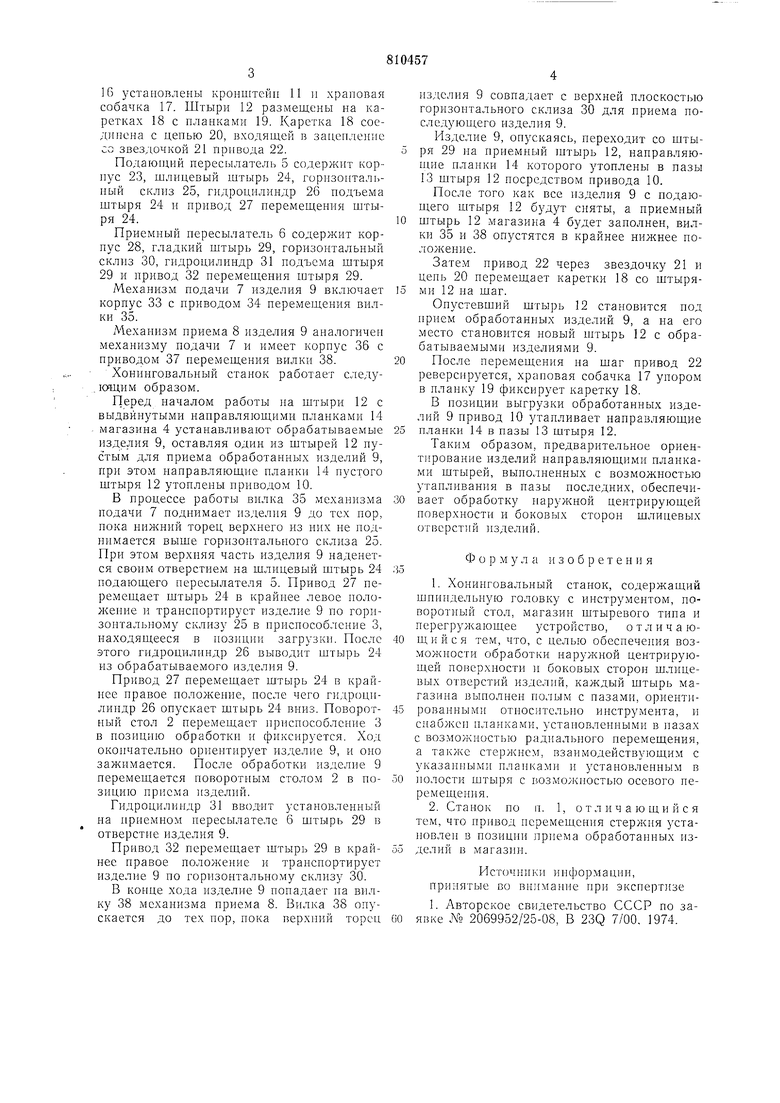
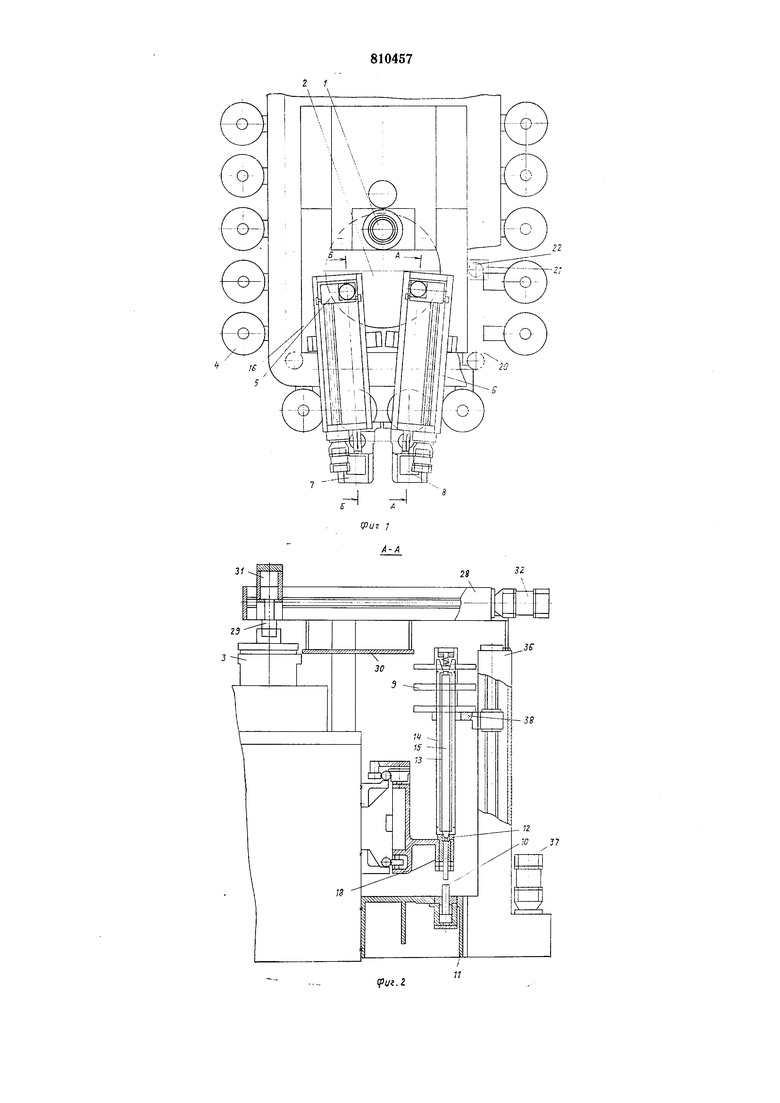
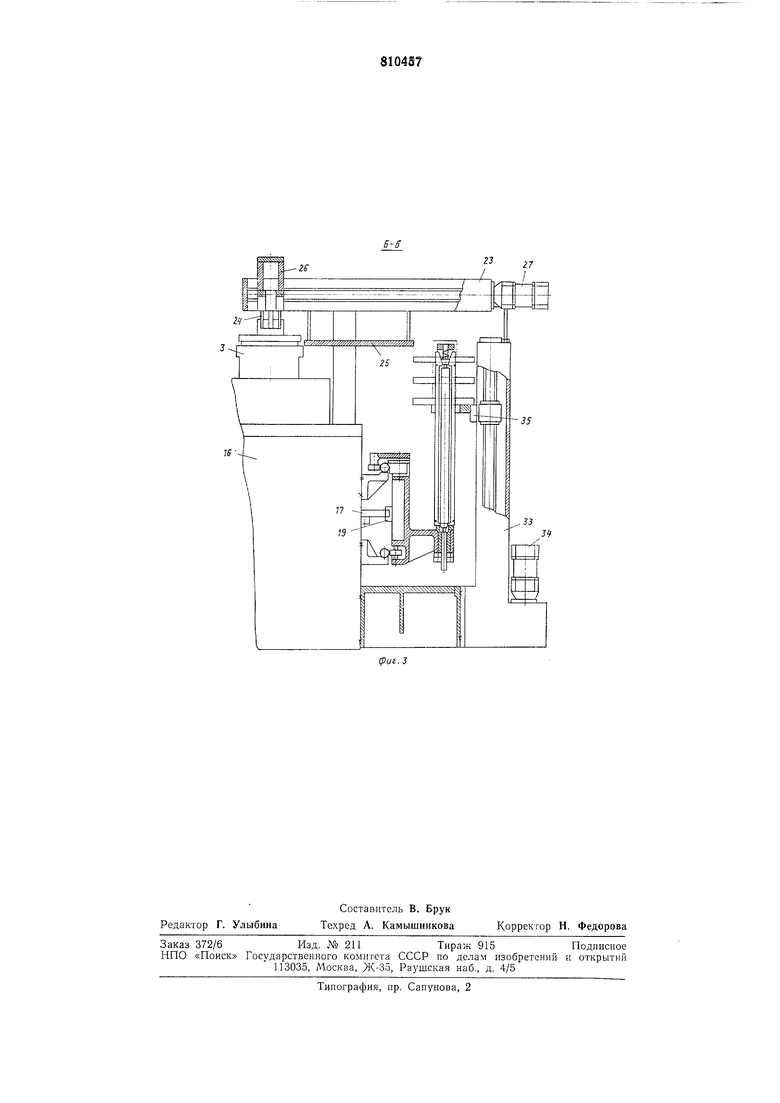
16 установлены кронштейн 11 и храповая собачка 17. Штыри 12 размещены на каретках 18 с планками 19. Каретка 18 соединена с цепью 20, входящей в зацепление со звездочкой 21 привода 22.
Подающий цересылатель 5 содержит корпус 23, шлицевый штырь 24, горизонтальный склиз 25, гидроцилиндр 26 подъема штыря 24 и привод 27 перемещения штыря 24.
Приемный иересылатель 6 содержит корпус 28, гладкий штырь 29, горизонтальный склиз 30, гидроцилиндр 31 подъема штыря 29 и привод 32 перемещения штыря 29.
Механизм подачи 7 изделия 9 включает корпус 33 с приводом 34 иеремешения вилки 35.
Механизм приема 8 изделия 9 аналогичен механизму подачи 7 и имеет корпус 36 с приводом 37 церемешения вилки 38. Хонинговальный станок работает следу, 1СЙЦИМ образом.
Перед, началом работы на штыри 12 с выдвинутыми направляющими планками 14 магазина 4 устанавливают обрабатываемые изделия 9, оставляя один из щтырей 12 пустым для приема обработаниых изделий 9, при этом направляющие планки 14 пустого штыря 12 утоплеиы приводом 10.
В процессе работы вилка 35 механизма подачи 7 подиимает изделия 9 до тех пор, пока нижний торец верхнего из них не иоднимается выше горизонтального склиза 25. При этом верхияя часть изделия 9 наденется своим отверстием на шлицевый штырь 24 подающего иересылателя 5. Привод 27 иеремещает штырь 24 в крайиее левое положение и транспортирует изделие 9 по горизоитальиому склизу 25 в приспособление 3, находящееся в позиции загрузки. После этого гидроцилиидр 26 выводит штырь 24 из обрабатываемого изделия 9.
Привод 27 перемещает штырь 24 в крайнее правое положеиие, после чего гидроцилиндр 26 опускает штырь 24 вниз. Поворотный стол 2 перемещает приспособление 3 в позицию обработки и фиксируется. Ход окоичательно ориентирует изделие 9, и оно зажимается. После обработки изделие 9 перемещается поворотным столом 2 в позицию приема изделий.
Гидроцилиндр 31 вводит установленный на приемном пересылателе 6 щтырь 29 в отверстие изделия 9.
Привод 32 перемещает штырь 29 в крайнее правое иоложение и транспортирует изделие 9 ио горизонтальному склизу 30.
В конце хода изделие 9 иопадает иа вилку 38 механизма приема 8. Вилка 38 опускается до тех пор, пока верхний торец
изделия 9 совпадает с верхней плоскостью горизонтального склиза 30 для приема последуюшего изделия 9.
Изделие 9, опускаясь, переходит со штыря 29 на приемиый штырь 12, направляющие планки 14 которого утоплены в пазы 13 штыря 12 посредством привода 10.
После того как все изделия 9 с подающего штыря 12 будут сняты, а приемный штырь 12 магазина 4 будет заполнен, вилки 35 и 38 опустятся в крайнее нижнее положение.
Затем привод 22 через звездочку 21 и цепь 20 перемещает каретки 18 со штырями 12 на шаг.
Оиустевший штырь 12 становится под прием обработанных изделий 9, а на его место становится новый штырь 12 с обрабатываемыми изделиями 9. После перемешения на шаг привод 22 реверсируется, храповая собачка 17 упором в планку 19 фиксирует каретку 18.
В позиции выгрузки обработанных изделий 9 привод 10 утапливает направляющие планки 14 в пазы 13 штыря 12.
Таким образом, предварительное ориентирование изделий направляющими иланками щтырей, выполненных с возможностью утапливания в пазы последних, обеспечивает обработку наружной центрирующей поверхности и боковых сторон шлицевых отверстий изделий.
Формула изобретения
35
1.Хонинговальный станок, содержащий шпиндельную головку с инструментом, поворотный стол, магазии штыревого типа и перегружаюшее устройство, отличающ и и с я тем, что, с целью обеспечения возможности обработки наружной центрирующей поверхности и боковых сторон шлицевых отверстий изделий, каждый штырь магазина выполнен полым с пазами, ориентированными относительно инструмента, и снабжен планками, установленными в пазах с возможностью радиального неремещения, а также стержнем, взаимодействующим с указанными планками и установленным в
полости штыря с возможностью осевого перемещения.
2.Станок по п. 1, отличающийся тем, что привод перемещения стержия установлен в позиции приема обработанных изделий в магазин.
Источники ииформации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2069952/25-08, В 23Q 7/00. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Перегружающее устройство к автоматическому станку | 1974 |
|
SU603558A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Установка для групповой клепки | 1986 |
|
SU1349867A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Устройство для передачи изделий между конвейерами,размещенными на разных уровнях | 1983 |
|
SU1105422A1 |
| Устройство плетения обмоток для запоминающих матриц на цилиндрических магнитных пленках | 1989 |
|
SU1645997A1 |
иг.г
-zs
23
27
Е
77 /S
.33
3f
