Г
Изобретение относится к устройствам для изготовления алмазно-абразивных инструментов, выполненных в виде небольших изделий, например ножей электробритв.
Известны электроосадительные устаноБки, содержащие заряжающий и осадигель- ный электроды, закрепленные жестко в электроосадительной камере, устройство для нанесения клея, бункер для абразивных зерен и механизм перемещения изделий flJ
Однако, используя известные установки, абразивные зерна можно наносить только в виде, сплошного слоя иа движущуюся ленту. Для нанесения абразивных зерен на отдельные изделия, например на матрицы неподвижных ножей электробритвы, в условиях массового производства известные установки нельзя использовать не только иэ-эа сплошности нанесения абразивных зерен, но и невозможности согласованной загрузки и ориентации матриц, их закрепления, нанесения клеевой пленки одинаковой толшины, включения электроосадитель- ной камеры только в момент прохождений
матрицы мимо бункера с абразивнык1и зернами, выгрузки матриц.
Целью изобретения является повышение качества, снижение потерь абразивных зере и энергоемкости процесса при последовательной подаче изделий.
Для этого предлагаемая установка снабжена цапфой, на которую консольно насажен бункер. Бункер выполнен в виде цилиндрической камеры, имеющей горизонтальную ось вращения. Камера разделена на диаметрально расположенные сообщакжциеся между собой отсеки. Заряжагаций электрод установлен на торце цапфы, образуя в месте соединения отсеков осадительную камеру,а осадительный электрод выполнен в виде платформы, несущей изделие.
Для поворота бункера на его наружной торцовой плоскости а шолнены тангенциальные пазы, а платтформы снабжены поводками.
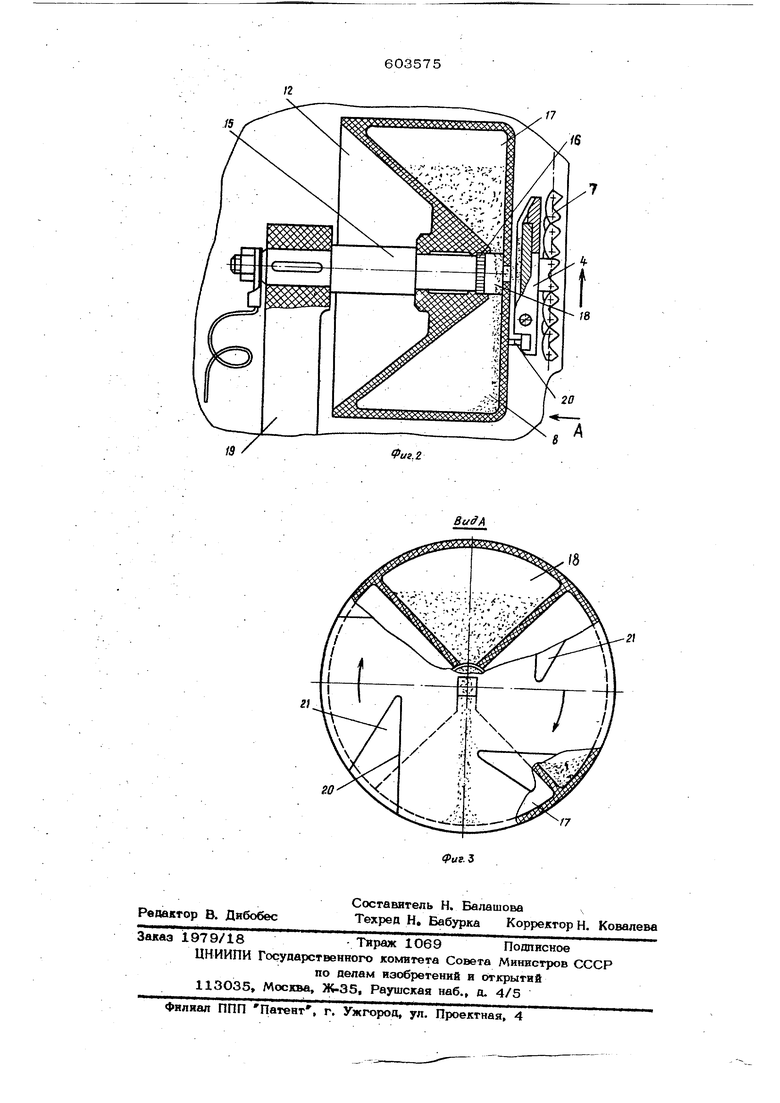
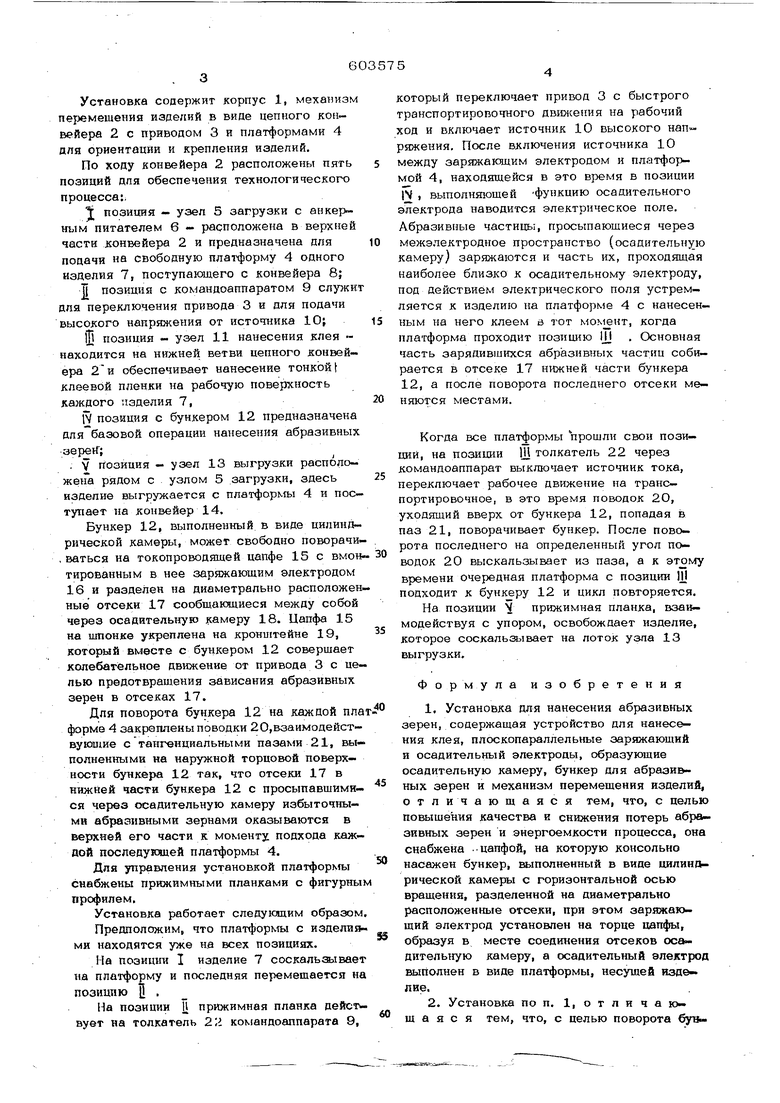
На фиг. 1 изображена описываемая установка, ооший вид; на фиг. 2 - бункер с платформой; на фиг. 3 - Оид по стрелке А на фиг. 2. Установка содержит корпус 1, механизм перемешения изделий в виде цепного конвейера 2 с приводом 3 и платформами 4 для ориентации и крепления изделий. По ходу конвейера 2 расположены пять позиций дпя обеспечения технологического процесса: 1 позиция - узел 5 загрузки с анкер ным питателем 6 - расположена в верхней части конвейера 2 и предназначена для поцачи на свободную платформу 4 одного изделия 7, поступающего с конвейера 8; 1 позиция с командоаппаратом 9 служит для переключения привода 3 и для подачи высокого напряжения от источника 10; Щ позиция - узел 11 нанесения клея находится на нижней ветви цепного конвейера 2 и обеспечивает нанесение тонкой f клеевой пленки на рабочую поверхность каждого т1зделия 7, iV позиция с бункером 12 предназначена для базовой операции нанесения абразивных aepetf; . V позиция - узел 13 выгрузки расположепа рядом с узлом 5 загрузки, здесь изделие выгружается с платформы 4 и поступает на конвейер 14. Бункер 12, выполненный в виде цилиндрической камеры, может свободно поворачи- , ваться иа токопроводящей цапфе 15с вмон тированным в нее заряжающим электродом 16 и разделен на диаметрально расположен ные отсеки 17 сообщакяциеся между собой через осадительнуго камеру 18. Цапфа 15 на шпонке укреплена на кронштейне 19, который вместе с бункером 12 совершает колебательное движение от привода 3 с цепью п ре дот вращения зависания абразивных зерен в отсеках 17. Для поворота бункера 12 на каждой пла форме 4 закреплены поводки 2О,взаимодействующие с тангенциальными пазами 21, выполненными на наружной торцовой поверхности бункера 12 так, что отсеки 17 в нижней части бункера 12 с просыпавшимися через осадительную камеру избыточными абразивными зернами оказываются в верхней его части к моменту подхода каждой последующей платформы 4. Для управления установкой платформы снабжены прижимными планками с фигурны профилем. Установка работает следующим Предположим, что платфоркп с изделиями находятся уже на всех позициях. На позиции I изделие 7 соскальзывает на платформу и последняя перемещается на позицию Л , На позиции U прижимная планка aeficr- вует на толкатель 22 командоатпарата 9, который переключает привод 3 с быстрого транспортировочного двгокения на рабочий ход и включает источник 10 высокого напряжения. После включения источника 10 между заряжающим электродом и платформой 4, находящейся в это В1)емя в позиции iv , выполняющей функцию осадительного электрода наводится электрическое поле. Абразивные частицы, просыпающиеся через межэлектродное пространство (осадительную камеру) заряжаются и часть их, проходящая наиболее близко к осадительному электроду, под действием электрического поля устремляется к изделию на платформе 4 с нанесенным на него клеем в тот момент, когда платформа проходит позицию 1JJ . Основная часть зарядившихся абразивных частиц собирается в отсеке 17 нижней части бункера 12, а после поворота последнего отсеки меняются местами. Когда все платформы прошли свои позиций, на позиции Ш толкатель 22 через командоаппарат выключает источник тока, переключает рабочее движение на транспортировочное, в это время поводок 2О, УХОД5Ш1ИЙ вверх от бункера 12, попадая в паз 21, поворачивает бункер. После поворота последнего на определенный угол поводок 20 выскальзывает из паза, а к этому времени очередная платформа с позиции подходит к бункеру 12 и цикл повторяется. На позиции V прижимная планка, взаимодействуя с упором, освобождает изделие, которое соскальаз1вает на лоток узла 13 выгрузки. Формула изобретения 1.Установка для нанесения абразивных зерен, содержащая устройство для нанесения клея, плоскопараллельные заряжающий и осадительный электроды, образующие осадительную камеру, бункер для абреьзивных зерен и механизм перемещения изделий, отличающаяся тем, что, с целью повышения качества и снижения потерь абразивных зерен и энергоемкости процесса, она снабжена -цапфой, на которую консольно насажен 6yHKepi ы шолненный в виде цилинорической камеры с горизонтальной осью вращения, разделенной на диаметрально расположенные отсеки, при этом заряжаю щий электрод установлен на торце цапфы, образуя в месте соедш1ения отсеков осадительную камеру, а осадительный электрод выполнен в виде платформы, несущей изде-. пие. 2.Установка по п. 1,отлнча ющ а я с я тем, что, с целью поворота бункера, на его наружной торцовой поверхности т.гаолнены тангенциальные пазы, а платформы снабжены поводком.
Источники информации, принятые во внииание при экспертизе:
1. Абразивы. № 3, 1973, с. 25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения абразивных зерен на поверхности изделий | 1974 |
|
SU494243A1 |
| ЭЛЕКТРООСАДИТЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МИКРОННОЙ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1972 |
|
SU343838A1 |
| Электростатическая установка для изготовления абразивных лент | 1977 |
|
SU745666A2 |
| Электроосадительная установка для изготовления шлифовальных лент | 1986 |
|
SU1324834A1 |
| Способ изготовления объемного абразивного полотна | 1988 |
|
SU1553368A1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЛЕНТ | 1973 |
|
SU396266A1 |
| Электроосадительная установка для изготовления шлифовальных лент | 1971 |
|
SU465319A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОРСОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU357304A1 |