а от опрокидывания его удерживает пружинный захват 2.1.
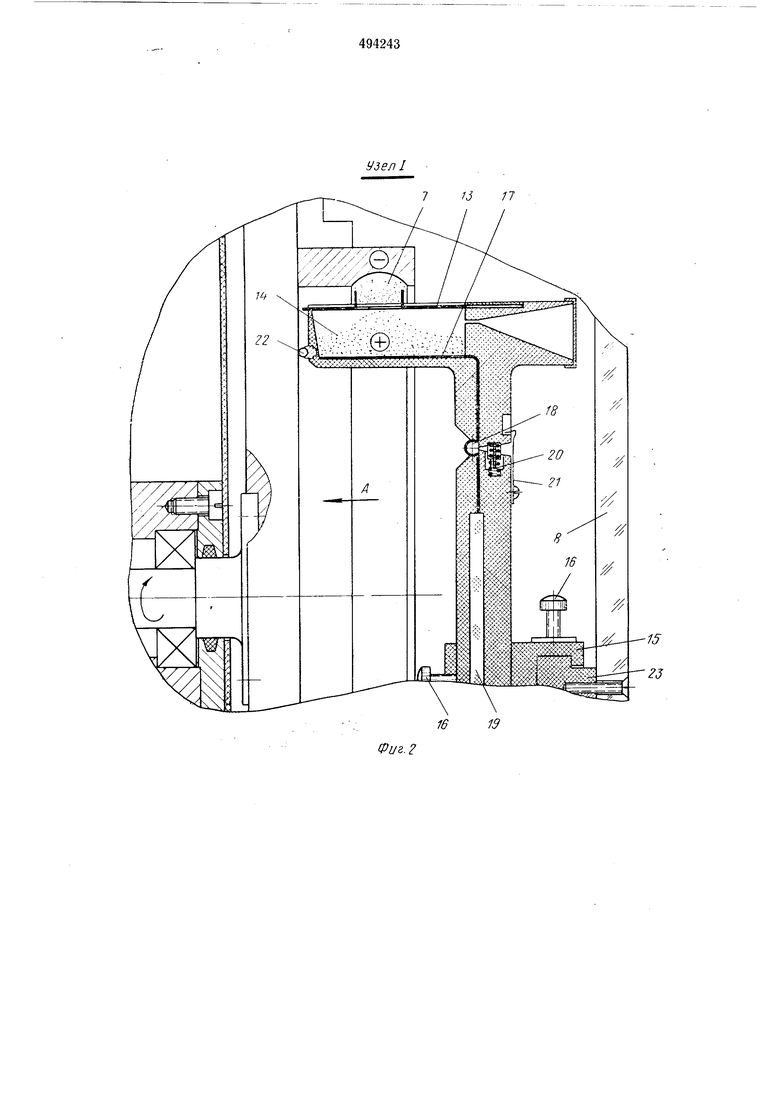
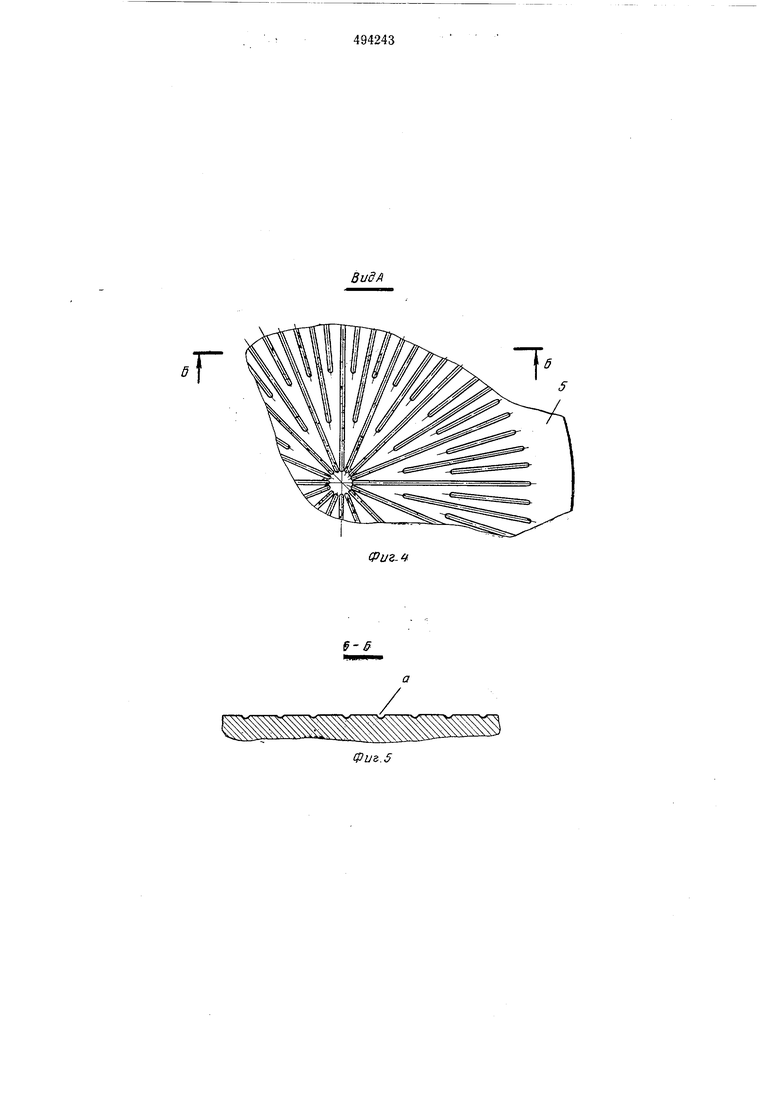
При закрытой дверце 8 бункер 10 опирается шаровой пятой 22 на планшайбу 5 и при ее вращении колеблется вокруг шарнира 18, поскольку шаровая пята попадает во впадины а, выфрезерованные иа планшайбе 5. Колебание бункера 10 необходимо для предотвраихения слинаемости порошка под действием, например, аутгезиоиных сил.
При горизонтальном положении бункера
10абразивные зерна наносятся иа внутренние криволинейные поверхности объемных матриц, а для нанесения зерен на плоские поверхности (плоских матриц), например, в виде колец, бункер 10 устанавливается в вертикальное положение и уже не опирается шаровой пятой на иланшайбу 5. В этом случае порошок засыпают в питатель бункера, а в рабочем положении бункера 10 порошок, пересыпаясь в бункер, под действием электрических сил переносится на покрываемую поверхность матрицы.
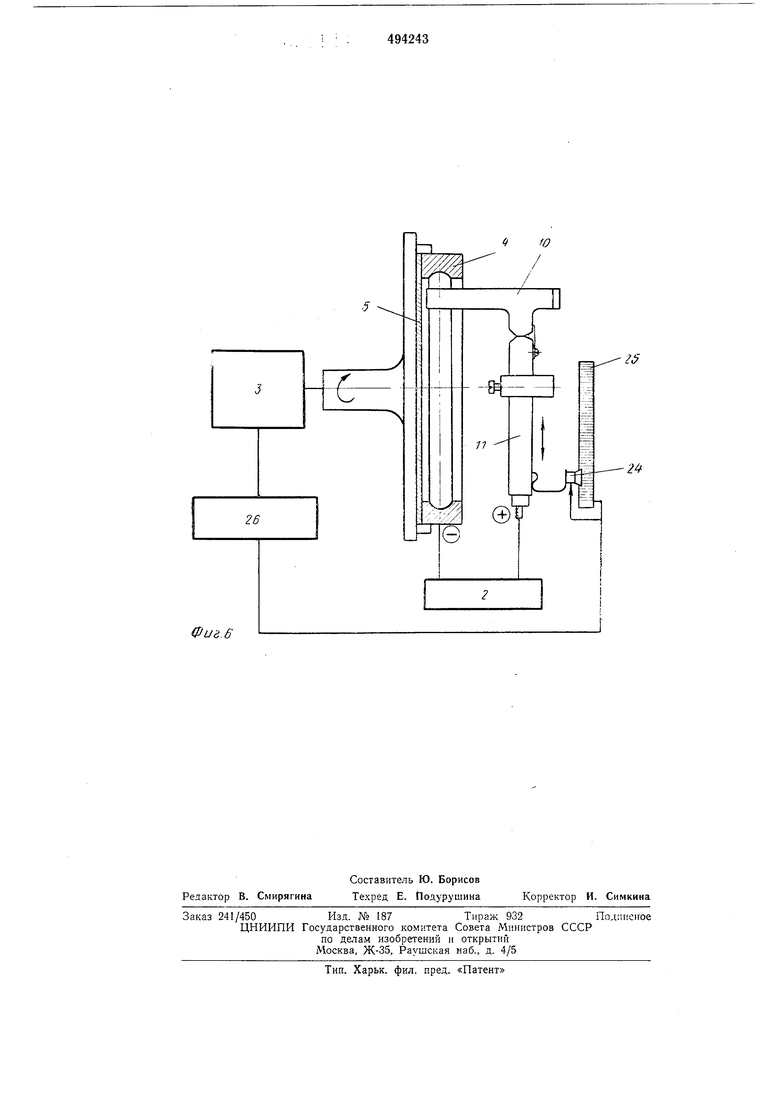
Бункер 10 вместе со стойкой 11 может перемешаться в вертикальной и горизонтальной плоскостях от узла перемещений 9, представляющего собой направляющую 23, прнкрепленную к дверке 8, корпус 15 и механизм микрометрического иеремещения корпуса 15 по направляющей 23 (на чертеже механизм ие изображен).
При перемещении бункера 10 со стойкой
11автоматически происходит изменение скорости вращения изделия посредством ползунка 24, закрепленного на стойке // и скользящего по реостату 25, управляющего через блок автоматики 26 приводом вращения 3.
Такое управление приводом вращения 3 обеспечивает автоматическое поддержание оптимальной скорости перемещения покры-. ваемой поверхности относительно заряжающего электрода независимо от диаметра матрицы.
Для ианесепия абразивных зерен на криволинейную поверхность объемной матрицы (см. фиг. 2) открывают дверцу 8, закрепляют изделие на планшайбе и устанавливают бункер W в горизонтальное (рабочее) иоложение. При помощи узла перемещений 9 бункер 10 выставляют так, чтобы расстояние мелсчу заряжающим электродом и находящимся над ним участком покрываемой поверхности изделия (в рабочем положении подложки) составляло 20-40 мм. Перемещая подвижные крышки 13, устанавливают такую величину окна для выхода абразивных зерен, которая обеспечила бы нанесение абразивных зерен по всей ширине профиля покрываемой поверхности и в то лее время предохраняла от излишнего разлетания абразивного порошка.
Затем в бункер 10 засыпают абразивный порошок, включают привод 3 вращения изделия и иа покрываемую поверхность тампоном или разбрызгиванием наносят тонкий слой
клея, после чего закрывают дверцу 8 (при этом бункер 10 входит внутрь изделия и упирается шаровой пятой в планшайбу). При включении ИВН между заряжающим электродом ( + ) и изделием (-) наводится электрическое ноле, напряженность которого наибольшая в зазоре между заряжающим электродом и лежащим выше (напротив) него участком поверхности изделия. Таким образом, в рабочем иоложении подложки образуется электроосадительная камера 7, в которой функции осадительного электрода выполняет участок поверхности, лежащей над заряжающим электродом.
5 Паходящиеся на заряжающем электроде абразивные частицы, контактио заряжаясь под действием электрических сил, устремляются к участку поверхности изделия, находящемуся над заряжающим электродом. Одиовременно с переносом эти частицы ориентируются иаибольщим габаритом вдоль силовых линий электрического поля и, прилипая к невысохшему слою клея, сохраняют приобретенную ориентацию. Так как изделие непрерывно вращается, то над заряжающим электродом последовательно проходят все участки покрываемой поверхности и, таким образом, обеспечивается нанесение абразивных зерен на всю покрываемую поверхность
изделия.
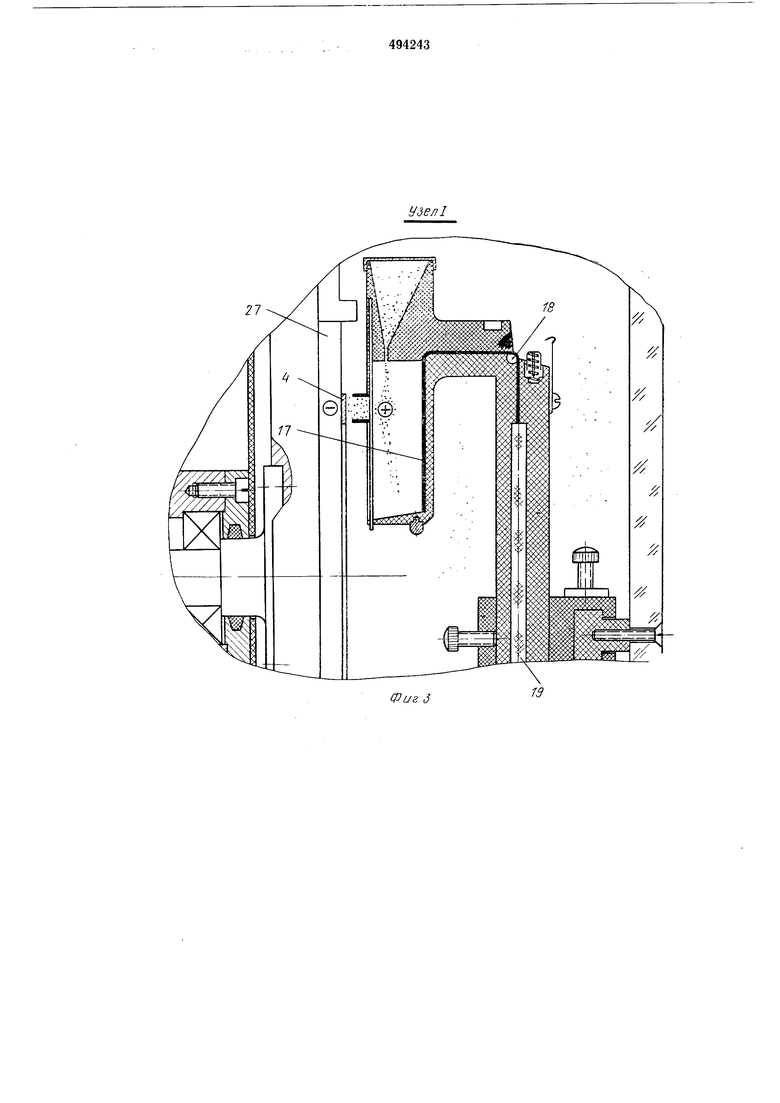
Для нанесения абразивных зерен на поверхность плоских изделий бункер 10 устанавливают вертикально (см. фиг. 3), отведя пружинный захват 21, изделие ири помощи переходника 27 крепят к планщайбе 5, крышками 13 устанавливают необходимую величину окна для выхода абразивных зерен, в питатель бункера 10 засыпают абразивный порошок. Затем включают привод 3 вращения изделия. Па изделие 4 ранее описанным способом наносят тонкий слой клея, закрывают дверцу 8 и включают ИВН. Просыпаясь из бункера 10 и попадая в электрическое поле высокой иапряжениости, наведенное между заряжающим электродом и находящимся напротив него участком покрываемой поверхности изделия 4, абразивные частицы дистантно
g заряжаются, и под действием электрических сил переносятся к участку поверхности изделия 4, находящемуся против задающего электрода. Вращение изделия 4, как и в предыдущем случае, обеспечивает нанесениеабразив5 ных зерен на всю покрываемую поверхность изделия.
Формула изобретения
0 1. Установка для нанесения абразивных зерен на поверхности изделий, содержащая электроосадительную камеру, образованную параллельными электродами - осадптельным и заряжающим, механизм перемещения
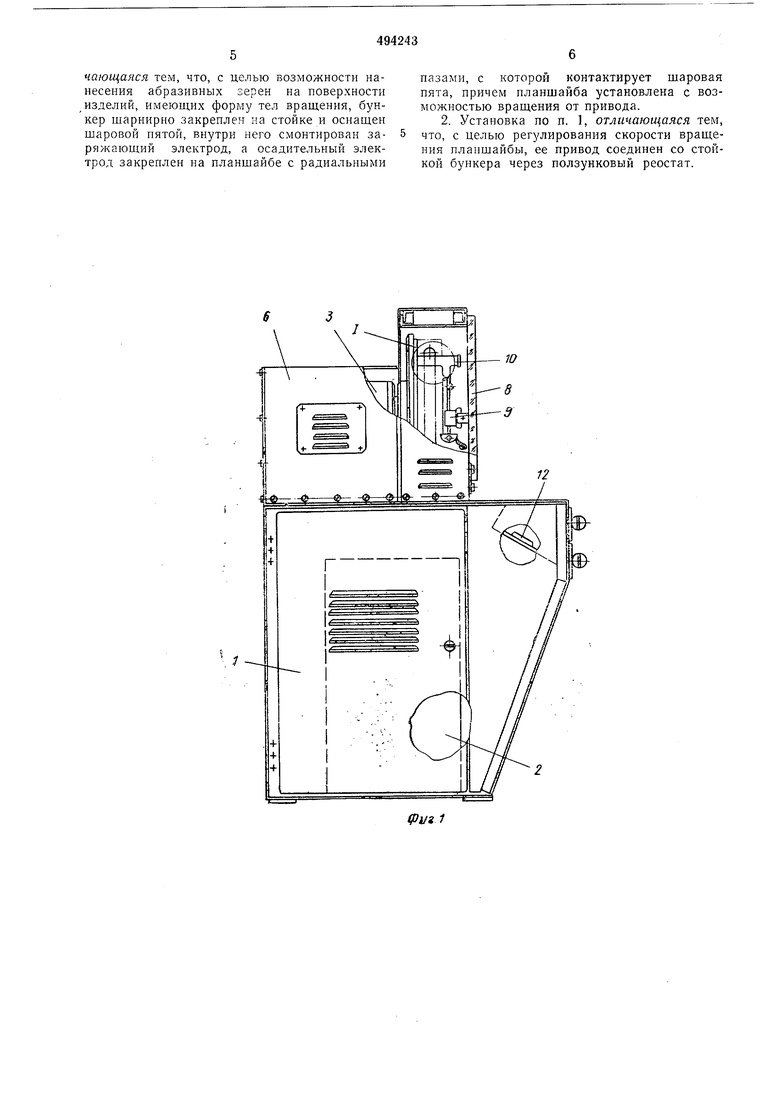
изделия, бункер для абразивных зерен, отличающаяся тем, что, с целью возможности нанесения абразивных зерен на поверхности , изделий, имеющих форму тел вращения, бункер шарнирно закреплен на стойке и оснащен шаровой пятой, внутри него смонтирован заряжающий электрод, а осадительный электрод закреплен на планщайбе с радиальными
пазами, с которой контактирует щаровая пята, причем планшайба установлена с возможностью вращения от привода.
2. Установка по п. 1, отличающаяся тем, что, с целью регулирования скорости вращения планщайбы, ее привод соединен со стойкой бункера через ползунковый реостат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения абразивных зерен | 1976 |
|
SU603575A1 |
| Электроосадительная установка для изготовления шлифовальных лент | 1986 |
|
SU1324834A1 |
| ЭЛЕКТРООСАДИТЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МИКРОННОЙ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1972 |
|
SU343838A1 |
| Электростатическая установка для изготовления абразивных лент | 1977 |
|
SU745666A2 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЛЕНТ | 1973 |
|
SU396266A1 |
| ВЕРТИКАЛЬНЫЙ ТРУБЧАТЫЙ ЭЛЕКТРОФИЛЬТР | 2017 |
|
RU2661509C1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗСОДЕРЖАЩИХ ПОРОШКОВ ДЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100314C1 |
| Эмалировочный автомат | 1977 |
|
SU747907A1 |
70
Фиг J
Г
Фиг. 6
