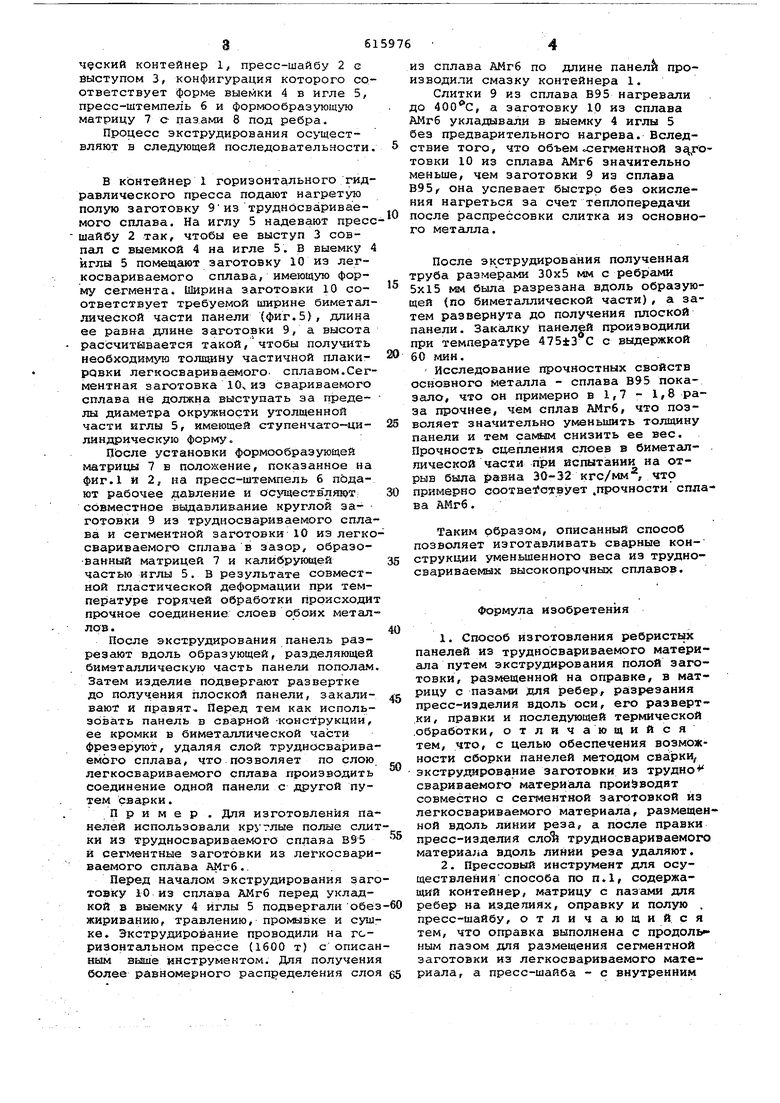
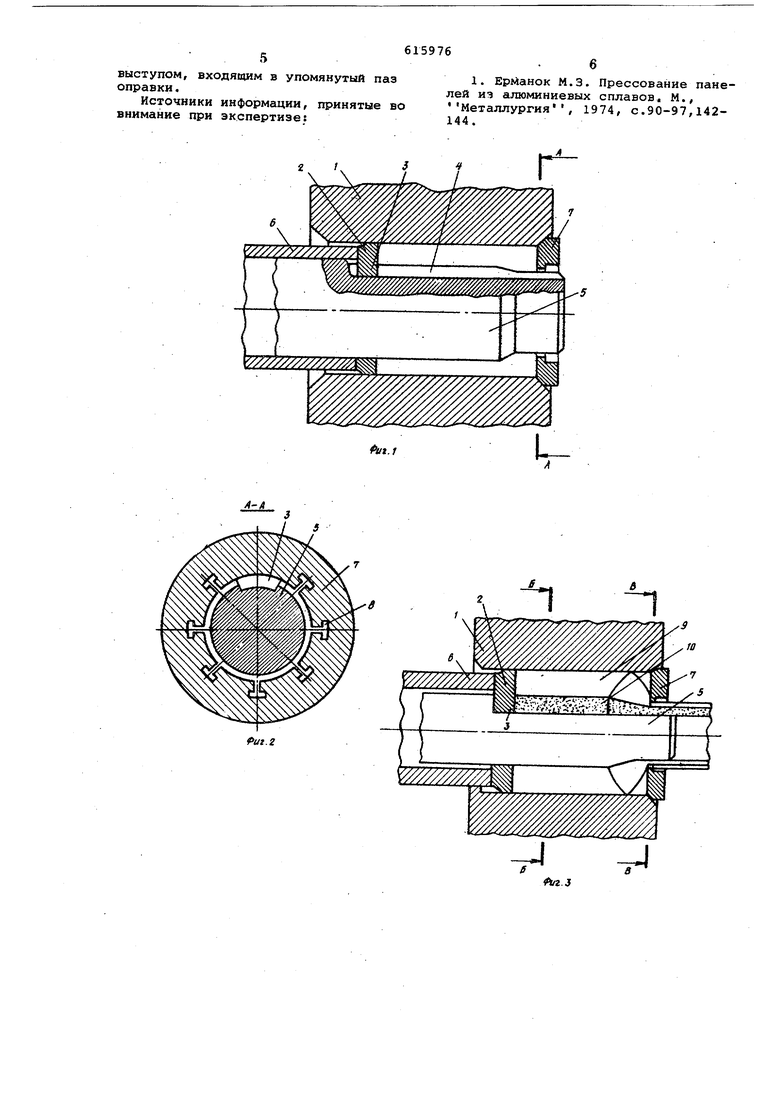
чтений контейнер 1, пресс-шайбу 2 с йыступом 3, конфигурация которого соответствует форме выемки 4 в игле 5, пресс-штемпель 6 и формообразующую матрицу 7 с пазами 8 под ребра. Процесс экструдирования осуществляют в следующей последовательности. В контейнер 1 горизонтального гидравлического пресса подают нагретую полую заготовку 9из трудносвариваемого сплава. На иглу 5 надевают пресс шайбу 2 так, чтобы ее выступ 3 совпал с выемкой 4 на игле 5. В выемку 4 иглы 5 помещают заготовку 10 из легкосвариваемого сплава, имеющую форму сегмента. Ширина заготовки 10 соответствует требуемой ширине биметаллической части панели (фиг.5), длина ее равна длине заготовки 9, а высота рассчитйвается такой,чтобы получ1 ть необходимую толщину частичной плакировки легкосвариваемого, сплавом.Сегментная заготовка 10 из свариваемого сплава не должна выступать за пределы диаметра окружности утолщенной части иглы 5, имеющей ступенчато-цилиндрическую форму о После установки формообразующей матрицы 7 в положение, показанное на фиг.1 и 2, на пресс-штемпель 6 пЬдают рабочее давление и осуществляет совместное выдавливание круглой заготовки 9 из трудиосвариваемого сплава и сегментной заготовки 10 из легко свариваемого сплава в зазор, обраэованный матрицей 7 и калибрующей частью иглы 5. в результате совместной пластической деформации при температуре горячей обработки происходит прочное соединение слоев обоих метал лов. После экструдирования панель разрезают вдоль образующей, разделяющей бимэталлическую часть панели пополам Затем изделие подвергают развертке до получения плоской панели, закаливают и правят Перед тем как использЬвать панель в сварной -конструкции, ее кромки в биметаллической части фрезеруют, удаляя слой трудносварива емого сплава, что позволяет по слою легкосвариваемого сплава гфоизводить соединение одной панели с другой путем сварки. Пример. Для изготовления па нелей использовали круглые полые слит ки из трудносвариваемого сплава В95 и сегментные заготовки из легкосвари ваемого сплава АМгб.. Перед началом экструдирования заго товку iO из сплава АМгб перед укладкой в выемку 4 иглы 5 подвергалиобе жириванию, травлению, промывке и суш ке. Экструдирование проводили на горизонтальном прессе (1600 т) с описа ным выше инструментом. Для получени более равномерного распределения сло из сплава АМгб по длине панел производили смазку контейнера 1. Слитки 9 из сплава В95 нагревали до , а заготовку 10 из сплава АГ4гб укладывали в выемку 4 иглы 5 без предварительного нагрева. Вследствие того, что объем сегментной з готовки 10 из сплава АМгб значительно меньше, чем заготовки 9 из сплава В95 она успевает быстро без окисления нагреться за счет теплопередачи после распрессовки слитка из основного металла. После экструдирования полученная труба размерами 30x5 лш с ребрами 5x15 мм была разрезана вдоль образующей (по биметаллической части), а затем развернута до получения плоской панели. Закалку панелей производили при температуре 475±3 С с выдержкой 60 мин. Исследование прочностных свойств основного металла - сплава В95 показало, что он примерно в 1,7 - 1,8 раза прочнее, чем сплав АМгб, что позволяет значительно уменьшить то/идину панели и тем саналм снизить ее вес. Прочность сцепления слоев s биметаллической части йсгалтании на отрыв была равна 30-32 кгс/мм, что примерно cooTBefcTByeT прочности сплава АМгб. Таким образом, описанный способ позволяет изготавливать сварные конструкции уменьшенного веса из трудносвариваемых высокопрочных сплавов. Формула Изобретения 1.Способ изготовления ребристьак панелей из трудносвариваемого материала путем экструдирования полой заготовки, размещенной на оправке, в матрицу с пазами для ребер, разрезания пресс-изделия вдоль оси, его разварт.ки, правки и последующей термической .обработки, отличающийся тем, что, с целью обеспечения возможности сборки панелей методом сварки, зкструдирование заготовки из трудно свариваемого материала производят совместно с сегментной заготовкой из легкосвариваемого материала, размещенной вдоль линии реза, а после правки првсс-издеш- Я сло% трудиосвариваемого материала вдоль линии реза удаляют. 2.Прессовьай инструмент для осуществления способа по П.1, содержащий контейнер, матрицу с пазами для ребер на изделиях, оправку и полую . пресс-шайбу, отличающийся тем, что оправка выполнена с продоль ны пазом для размещения сегментной заготовки из легкосвариваемого материала, а пресс-шайба - с внутренним
выступом, входящим в упомянутый паз оправки.
Источники информации, принятые во внимание при экспертизе:
1. ЕрМанок М.З. Прессование панелей из алюминиевых сплавов, М., Металлургия, 1974, с.90-97,142144.
г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего экструдирования многослойных профилей | 1976 |
|
SU647026A1 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| Способ экструдирования биметаллических изделий | 1977 |
|
SU737053A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
Л ..
ftut.Z
