1
Изобретение относится к области оборудования для формования изделий из полимерных материалов, в частности, к устройствам для (1)ормования кольцевых канавок на по.И1мерных т)убах.
Известно устройство дли формования кольцевых канавок на полимерных трубах, содержащее оправку, выполненную из двух qacreii, между которыми расположены формующие канавку сегменты и привод для их радиального перемещения 1J.
Недостаток устройства заключается в том, что оно требует больших усилий формования и сложно в эксплуатации.
Наиболее близким по технической сущности является устройство для формования кольцевых канавок на полимерных трубах, содержащее оправку, выполненную из двух частей, между которыми расположены радиально перемещающиеся формующие канавки сегменты, выполненные в виде чередующихся клиньев с сужающимися и расщиряющимися наружу боковыми поверхностями, нричем клинья с сужающимися наружу поверхностями соединены с приводом для их радиального перемещения в направлении перпендикулярном оси устройства по расположенным между ними и выполненным подпружиненными сегментам с расширяющимися наружу боковыми поверхностями 2.
Недостаток устройства - неудовлетворительное качество формуемой канавки и сложность условий эксплуатации.
Цель изобретения - повыщение качества формуемой канавки и облегчение условий эксплуатации.
Это достигается тем, что привод сегментов с сужающимися наружу поверхностями выпол0 пен в виде звездообразно расположенных пневмо- или гидроцилиндров, порщни которых соединены сегментами и выполнены с сообщаюЩ1:инси друг с другом рабочими полостями, а обе части оправки выполнены с кольцевыми упорами для фиксации крайнего по.чожения сегментов, причем сегменты соединены с иорИ1НЯМИ с люфтом, а пневмо- и.ш гидроцилиндры снабжены направляющими для сегментов с расширяющимися боков1 1ми поверхностями. Кроме Того, по оси цилиндров перпенУ дикулярно их внутреннему диаметру расположены выступы с винтовой резьбой для соединения частей оправки, причем один из выступов выполнен полым и соединен с линией высокого давления или вакуума, а края сегментов и кольцевые упоры оправ1 1. выполнены ко5 ническими.
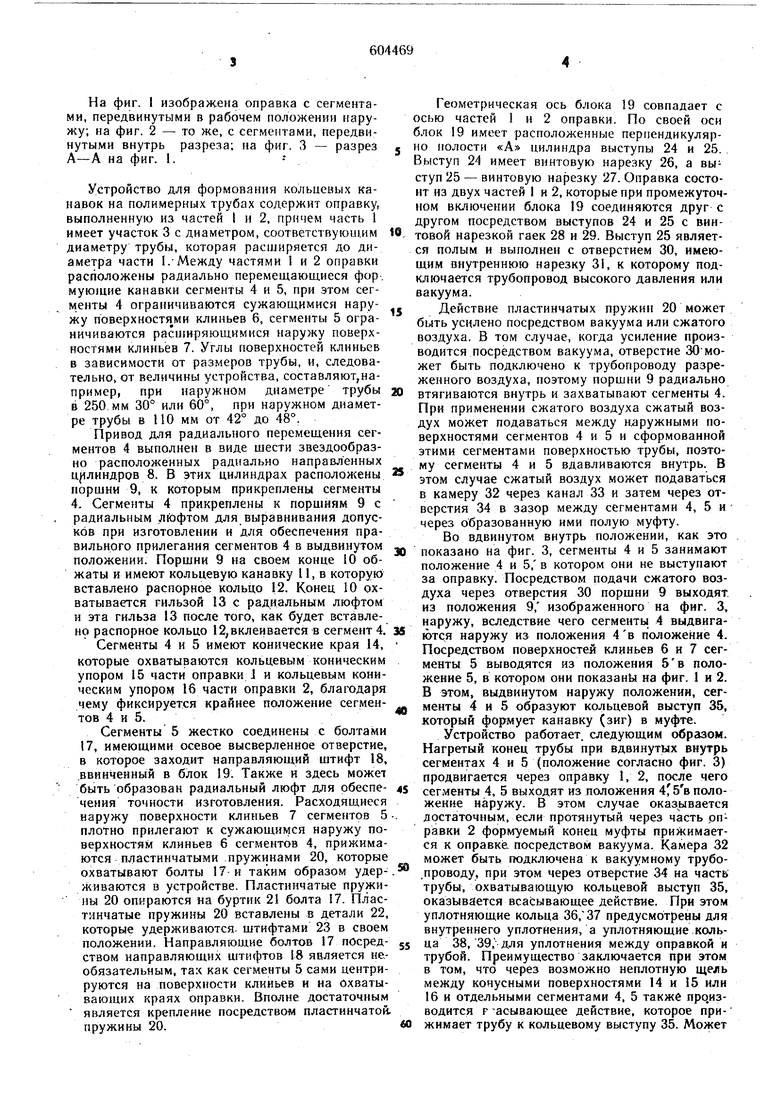
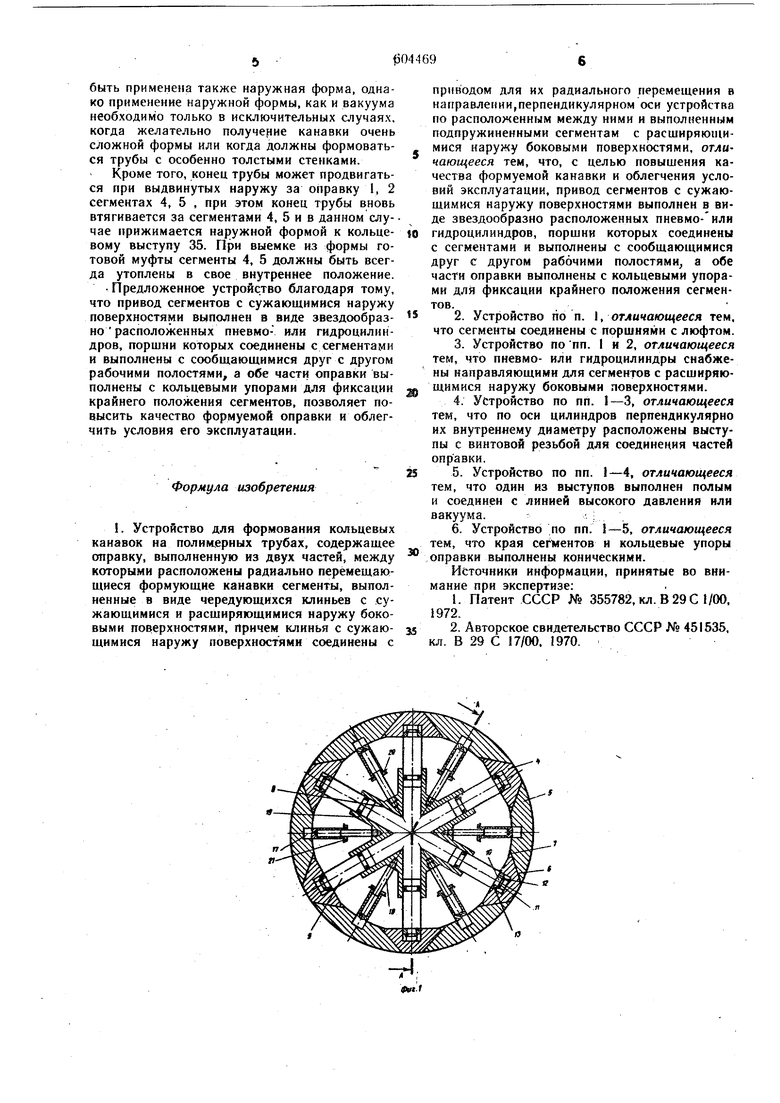
На фиг. I изображена оправка с сегментами, передвинутыми в рабочем положения наружу; на фиг, 2 - то же, с сегментами, передвинутыми внутрь разреза; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для формования кольцевых канавок на полимерных трубах содержит оправку, выполненную из частей I и 2, прячем часть 1 имеет участок 3 с диаметром, соответствующим диаметру трубы, которая рас1лиряется до диаметра части I.Между частями и 2 оправки расположены радиально перемещающиеся фор. мующие канавки сегменты 4 и 5, при этом сегменты 4 ограничиваются сужаюпшмися наружу поверхностя ми клиньев 6, сегменты 5 ограничиваются расширяющимися наружу поверхностями клиньев 7. Углы поверхностей клиньев в зависимости от размеров трубы, и, следовательно, от величины устройства, составляют,например, при наружном диаметре трубы в 250. мм 30° или 60, при наружном диаметре трубы в ПО мм от 42° до 48°.
Привод для радиального перемещения сегментов 4 выполнен в виде шести звездообразно расположенных радиально направленных цилиндров 8. В этих цилиндрах расположены поршни 9, к которым прикреплены сегменты 4. Сегменты 4 прикреплены к поршням 9с радиальным лифтом для выравнивания допусков при изготовлении и для обеспечения правильного прилегания сегментов 4 в выдвинутом положении. Поршни 9 на своем конце 10 обжаты и имеют кольцевую канавку 11, в которук вставлено распорное кольцо 12. Конец 10 охватывается гильзой 13 с радиальным люфтом и эта гильза 13 после того, как будет вставлено распорное кольцо 12,вклеивается в сегмент 4.
Сегменты 4 и 5 имеют конические края 14, которые охватываются кольцевым коническим упором 15 части оправки 1 и кольцевым коническим упором 16 части оправки 2, благодаря чему фиксируется крайнее положение сегмеитов 4 и 5.
Сегменты 5 жестко соединены с болтами 17, имеющими осевое высверленное отверстие, в которое заходит направляющий штифт 18, .ввинченный в блок 19. Также и здесь может быть образован радиальный люфт для обеспечеиия точности изготовления. Расходящиеся наружу поверхности клиньев 7 сегментов 5 плотно прилегают к сужающимся наружу поверхностям клиньев 6 сегментов 4, прижимаются пластинчатыми пружинами 20, которые охватывают болты 17 и таким образом удерживаются в устройстве. Пластинчатые пружины 20 опираются на буртик 21 болта 17. Пластинчатые пружины 20 вставлены в детали 22, которые удерживаются, штифтами 23 в своем положении. Направляющие болтов 17 посредством направляющих штифтов 18 является необязательным, тех как сегменты 5 сами центрируются на поверхности клиньев и на охватывающих краях оправки. Вполне достаточным является крепление посредством пластинчатой пружины 20.
Геометрическая ось блока 19 совпадает с осью частей I и 2 оправки. По своей оси блок 19 имеет расположенные перпендикулярно полости «А цилиндра выступы 24 и 25. Выступ 24 имеет винтовую нарезку 26, а выступ 25 - винтовую нарезку 27. Оправка состоит из двух частей I и 2, которые при промежуточном включении блока 19 соединяются друг с другом посредством выступов 24 и 25 с винтовой нарезкой гаек 28 и 29. Выступ 25 является полым и выполнен с отверстием 30, имеющим внутреннюю нарезку 31, к которому подключается трубопровод высокого давления или вакуума.
Действие пластинчатых пружин 20 может быть усилено посредством вакуума или сжатого воздуха. Б том случае, когда усиление производится посредством вакуума, отверстие ЗОможет быть подключено к трубопроводу разреженного воздуха, поэтому поршни 9 радиально втягиваются внутрь и захватывают сегменты 4. При применении сжатого воздуха сжатый воздух может подаваться между наружными поверхностями сегментов 4 и 5 и сформованной этими сегментами поверхностью трубы, поэтому сегменты 4 и 5 вдавливаются внутрь. В этом случае сжатый воздух может подаваться в камеру 32 через канал 33 и затем через отверстия 34 в зазор между сегментами 4, 5 и через образованную ими полую муфту.
Во вдвинутом внутрь положении, как это показано на фиг. 3, сегменты 4 и 5 занимают положение 4 и 5, в котором они не выступают за оправку. Посредством подачи сжатого воздуха через отверстия 30 поршни 9 выходят из положения 9, изображенного на фиг. 3, наружу, вследствие чего сегменты 4 выдвигаются наружу из положения 4 в положение 4. Посредством поверхностей клиньев 6 и 7 сегменты 5 выводятся из положения 5в положение 5, в котором они показаны на фиг. 1 и 2. В этом, выдвинутом наружу положении, сегменты 4 и 5 образуют кольцевой выступ 35, который формует канавку (зиг) в муфте.
Устройство работает, следующим образом. Нагретый конец трубы при вдвинутых внутрь сегментах 4 и 5 (положение согласно фиг. 3) продвигается через оправку 1, 2, после чего сегменты 4, 5 выходят из положения 4Г5в положение наружу. В этом случае оказывается достаточным, если протянутый через часть рправки 2 формуемый конец муфты прижимается к оправке, посредством вакуума. Камера 32 может быть подключена к вакуумному трубо,проводу, при этом через отверстие 34 на часть трубы, охватывающую кольцевой выступ 35, оказывается всасывающее дейст&ие. При этом уплотняющие кольца 36,37 предусмотрены для внутреннего уплотнения, а уплотняющие кольца 38,39, для уплотнения между оправкой и трубой. Преимущество заключается при этом в том, что через возможно неплотную щель между конусными поверхностями 14 и 15 или 16 и отдельными сегментами 4, 5 также про.изводится г асывающее действие, которое прижимает трубу к кольцевому выступу 35. Может
быть применена также наружная форма, однако применение наружной формы, как и вакуума необходимо только в исключительных случаях, когда желательно получение канавки очень сложной формы или когда должны формоваться трубы с особенно толстыми стенками.
Кроме того, конец трубы может продвигаться при выдвинутых наружу за оправку 1, 2 сегментах 4, 5 , при этом конец трубы вновь втягивается за сегментами 4, 5 и в данном случае прижимается наружной формой к кольцевому выступу 35. При выемке из формы готовой муфты сегменты 4, 5 должны быть всегда утоплены в свое внутреннее положение. Предложенное устройство благодаря тому, что привод сегментов с сужающимися наружу поверхностями выполнен в виде звездообразно расположенных пневмо- или гидроцилиндров, поршни которых соединены с сегментами и выполнены с сообщающимися друг с другом рабочими полостями, а обе части оправки выполнены с кольцевыми упорами для фиксации крайнего положения сегментов, позволяет повысить качество формуемой оправки и облегчить условия его эксплуатации.
Формула изобретения
, Устройство для формования кольцевых канавок на полимерных трубах, содержащее оправку, выполненную из двух частей, между которыми расположены радиальио перемещающиеся формующие канавки сегменты, выполненные в виде чередующихся клиньев с сужающимися и расщиряющимися наружу боковыми поверхностями, причем клииья с сужающимися наружу поверхностями соединены с
приводом для их радиального перемещения в направлении,перпендикулярном оси устройства по расположенным между ними и выполненным подпружиненными сегментам с расщиряющи. мися наружу боковыми поверхностями, отличающееся тем, что, с целью повышения качества формуемой канавки и облегчения условий эксплуатации, привод сегментов с сужающимися наружу поверхностями выполнен в виде звездообразно расположенных пневмо- или
гидроцилиндров, поршни которых соединены с сегментами и выполнены с сообщающимися друг с другом рабочими пoлocтями а обе части оправки выполнены с кольцевыми упорами для фиксации крайнего положения сегментов.
5 2. Устройство по п. I, отличающееся тем, что сегменты соединены с поршнями с люфтом.
3.Устройство по пп. I н 2, отличающееся тем, что пневмо- или гидроцилиндры снабжены направляющими для сегментов с расщиряющимися наружу боковыми поверхностями.
4.Устройство по пп. 1-3, отличающееся тем, что по оси цилиндров перпендикулярно их внутреннему диаметру расположены выступы с винтовой резьбой для соединения частей оправки.
5 5. Устройство по пп. 1-4, отличающееся тем, что один из выступов выполиен полым и соединен с линией высокого давления или вакуума.-. ;
6. Устройство по пп. 1-5, отличающееся тем, что края сегментов и кольцевые упоры
0 оправки выполнены коническими.
Источники информации, принятые во внимание при экспертизе:
I. Патент СССР № 355782, кл. В 29 С 1/00, 1972.
5 2. Авторское свидетельство СССР № 451535, кл. В 29 С 17/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
| СПОСОБ ОДНОРЕЙСОВОГО СПУСКА, ЦЕМЕНТИРОВАНИЯ И УСТАНОВКИ ХВОСТОВИКА ПОСРЕДСТВОМ РАСШИРЕНИЯ | 2009 |
|
RU2458223C2 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| УСТРОЙСТВО В.С.ВЕРЦИНСКОГО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТРУБЕ | 1991 |
|
RU2009038C1 |
| Способ формовки раструба на термодеформируемой трубе и оправка для его осуществления | 1976 |
|
SU655288A3 |
| Устройство для формования стержневых изделий из композиционных материалов | 1983 |
|
SU1087356A1 |
| Ротор для накатки кольцевых канавок на трубе-заготовке | 1980 |
|
SU897370A1 |
| ШАРОВОЕ СЕДЛО ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ И ВЫСОКОЙ ТЕМПЕРАТУРЫ | 2011 |
|
RU2543011C2 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1141002A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАСШИРЕННОЙ ЧАСТИ ТРУБНОЙ КОЛОННЫ | 2008 |
|
RU2468190C2 |
л 21 га г
ri
