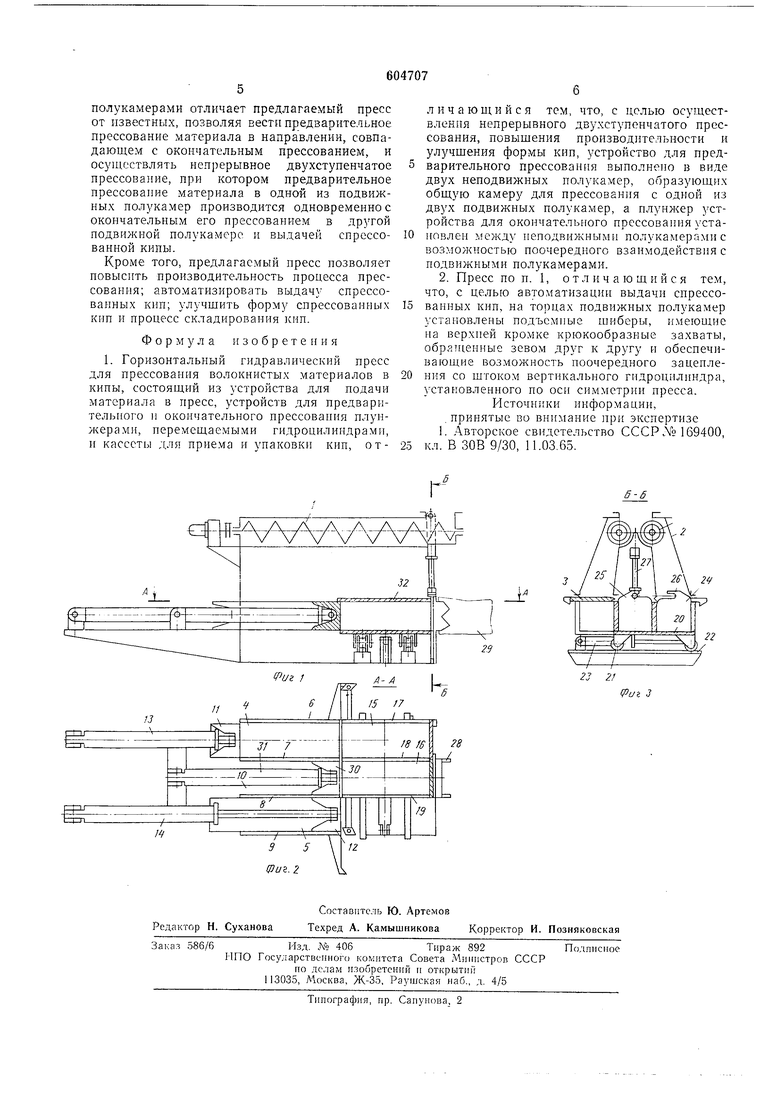
Кроме того, с целью автоматизации выдачи спрессованных кип, на торцах подвижных полукамер установлены подъемные шиберы, имеющие на верхней кромке крюкообразные захваты, обращенные зевом друг к другу и обеспечйвающ.ие возможность поочередного зацепления со плтоком вертикального гидроцилиндра, установленного по оси симметрии пресса. На фиг. 1 показан пресс (вид сбоку) в разрезе; на фиг. 2 - разрез по А-А на фиг. 1; на фнг. 3 - разрез по Б-Б на фиг. 1. Гидравлический пресс состоит из устройства для подачи материала в пресс, включающего два шиековых питателя 1, расположенных в верхней части двухсекционного бункера 2, и два горизонтальных шибера 3, установленных под каждой секцией бункера и удерживаемых в закрытом состоянии пружинами с системой рычагов и тяг (не показаны). Кроме того, пресс содержит устройство для предварительного прессования материала, состоящее из двух неподвижных иолукамер 4 и 5, образованных вертикальными стенками 6-9 н днищем 10. Внутри ненодвижных полука.мер установлены плунжеры 11 и 12, перемещаемые гидроцилиндрами 13 и 14, а сами неподвижные полукамеры поочередно образуют с одной из двух подвижных полукамер 15 и 16 общую камеру для прессования материала. Подвижные полукамеры образованы вертикальными стенками 17-19, установленными иа общем основании 20, опирающемся катками 21 на рельсы 22. Возвратно-поступательпое перемещение подвижных полукамер в горизонтальной плоскости осуществляется гидроцилиндром 23. На торцах каждой подвижной полукамеры установлены подъемные шиберы 24 и 25, на верхних кромках которых установлены крюкообразные захваты 26, обращенные зевом друг к другу и обеспечивающие после каждого перемещения подвижных полукамер возможность поочередного зацепления со штоком вертикального гидроцилиндра 27, установленного по оси симметрии пресса. По этой же оси установлена кассета 28 для приема и упаковки спрессованных кип, на которую надевается упаковочная оболочка 29. Между неподвижными полукамерами установлен плунжер 30 устройства для окончательного прессования, имеющий возмол иость поочередного взаимодействия с подвижными полукамерами и перемещаемый гидроцилиндром 31. По оси пресса, над подвижными полукамерами установлен горизонтальный лист 32, поочередно образующий с каждой из этих полукамер замкнутый объем для прессования. Работа пресса осуществляется следующим образом. При перемещении подвижных полукамер 15 и 16 в одно из крайних положений, например вправо, соответствующий горизонтальный шибер 3 захватывается специальным приспособлением, установленным по обе стороны от этих камер, п перемещается также вправо, обеспечивая поступление материала из правой секции бугжера 2 в подвижную полукамеру 15 и неподвижную полукамеру 4.. В конце перемещения горизонтальный шибер 3 освобождается и с помощью пружин возвраи:,ается в исходное закрытое положение, отсекая материал, находящийся в бункере, от материала, заполнившего подвижную и неподвижную полукамеры. Перемещение подвижных полукамер заканчивается в тот момент, когда их вертикальные стенки 17-19 устанавливаются на одной линии со стенками g-8 неподвижных полукамер 4 и 5. При этом неподвижная полукамера 4 образует с иодвижной полукамерой 15 общую камеру для предварительного прессования материала, которое осуществляется с помощью гидроцилиидра 13 за счет передвижения плунжера 11, перемещающего материал из полукамеры 4 в полукамеру 15. Передвижение плунжера 11 заканчивается, когда его торец совмещается с торцами неподвижной иолукамеры 4. Одновременно с движением плунжера 11 гидроцилиндр 31 начинает перемещение плунжера 30, который окончательно прессует материал, предварительно спрессованный в иолукамере 16, замкнутый объем которой образуется между стенками 18 и 19, осиоваиием 20, подъемным щибером 25 и горизонтальным листом 32. При достижении в этой иолукамере необходимой плотности материала гидроцилиндр 27, шток которого находится в зацеплении с крюкообразным захватом 26, открывает подъемный шибер 25 и при дальнейшем перемещении плунжера 30 спрессованная кипа через кассету 28 выталкивается в упаковочную оболочку 29. В это же время плунжер 12 с помощью гидроцилиндра 14 перемещается в крайнее заднее положение. После выталкивания кипы плунжер 30 возвращается в исходное положение. при котором его торец совмещается с торцами иеподвнжных полукамер 4 и 5. В тот момент, когда торец плунжера 30 совместится с торцами неподвижных полукамер 4 и 5, включается гидроцилиндр 23, который передвигает подвижные полукамеры 15 и 16 в крайнее левое положение, после чего начинается следующий рабочий цикл, но предварительное прессование материала уже производится в неподвижной полукамере 16, а окончательное нрессование - в подвижной полукамере 15. Выполнение устройства для предварительного прессования в виде двух неподвижных полукамер, поочередно образуюп их обилую камеру для прессования с одной из двух подвижных в перпендикулярном направленни к движению плунжеров смежных полукамер, а также установка плунжера устройства для окончательного прессования между неподвижными иолукамерами с возможностью его поочередного взаимодействия с иодвижнымп
полукамерами отличает предлагаемый пресс от известных, позволяя вести предварительное прессование материала в направлении, совпадающем с окончательным прессованием, и осуществлять непрерывное двухступенчатое прессование, при котором предварительное прессование материала в одной из подвижных полукамер производится одновременно с окончательным его прессованием в другой подвижной полукамерс и выдачей спрессованной кипы.
Кроме того, предлагаемый пресс позволяет повысить нроизводительность процесса прессования; автоматизировать выдачу спрессованных кип; улучшить форму спрессованных кип и процесс складирования кип.
Формула изобретения
1. Горизонтальный гидравлический пресс для прессования волокнистых материалов в кипы, состоящий из устройства для подачи материала в пресс, устройств для предварительного и окончательного прессования плунжера.ми, неремещаемыми гидроцилиндрами, н кассеты для прие.ма и упаковки кип, отличающийся тем, что, с целью осуществления непрерывного двухступенчатого прессования, повышения производительности и улучшения формы кип, устройство для предварительного прессования выполнено в виде двух неподвижиых полукамер, образующих общую камеру для прессования с одной из двух подвижных полукамер, а плунжер устройства для окончательного прессовання становлен между неподвижными полукамерамн с возможностью поочередного взаимодействия с подвижными полукамерами.
2. Пресс по н. 1, отличающийся тем, что, с целью автоматизации выдачи спрессованных кип, на торцах подвижных полукамер установлены подъемные шиберы, имеющие на верхней кромке крюкообразные захваты, обрап енные зевом друг к другу н обеспечивающие возможность поочередного зацеплепня со штоком вертикального гидроцилиндра, }ттановленного по оси симметрии пресса.
Источн ки информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ЛГа 169400,
кл. В ЗОВ 9/30, 11.03.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ КИПОВАНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2041071C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Пресс для волокнистых материалов | 1977 |
|
SU749685A1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ В КИПЫ ВОЛОКНИСТОГО МАТЕРИАЛА | 1966 |
|
SU180087A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТАБАЧНЫХ КИП | 2014 |
|
RU2581810C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ В КИПЫ ВОЛОКНИСТОГО МАТЕРИАЛА | 1965 |
|
SU169400A1 |
