1
Изобретение относится к промышленному транспорту, в частности к машинам для штабелирования и поштучной выдачи изделий.
Известна машина для штабелирования и поштучной выдачи изделий, содержашая устройства для штабелирования и для поштучной выдачи, связанные между собой конвейером-накоиителем с перегрузочным органом
1 Однако эта машина не предусматривает какого-либо дополнительного органа, позволяюндего осушествить компенсаиию несинхроняой работы устройств, что в пелом снижает надежность работы машины.
Целью изобретения является повышение надежности работы путем компенсации несинхронной работы устройств.
Это достигается тем, что перегрузочный оргаи выполнен в виде приводной тележки с подъемно-опускной платформой, установленной на рельсовых направлякэших, расположенных вдоль конвейера-накопителя и п зоне устройства для поштучной выдачи, а устройство для поштучной выдачи спабжепо выравнивателем изделий, взаимодействуюпдим с перегрузочным органом, при этом привод тележки снабжен тросо-блочпой системой.
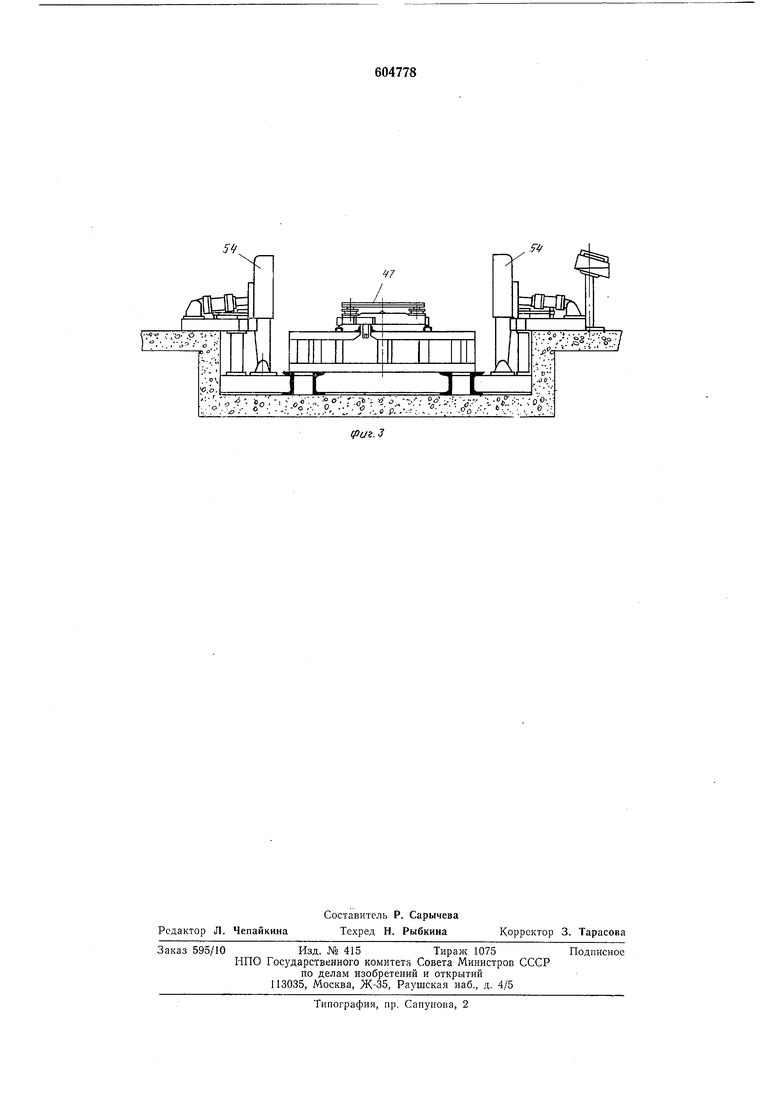
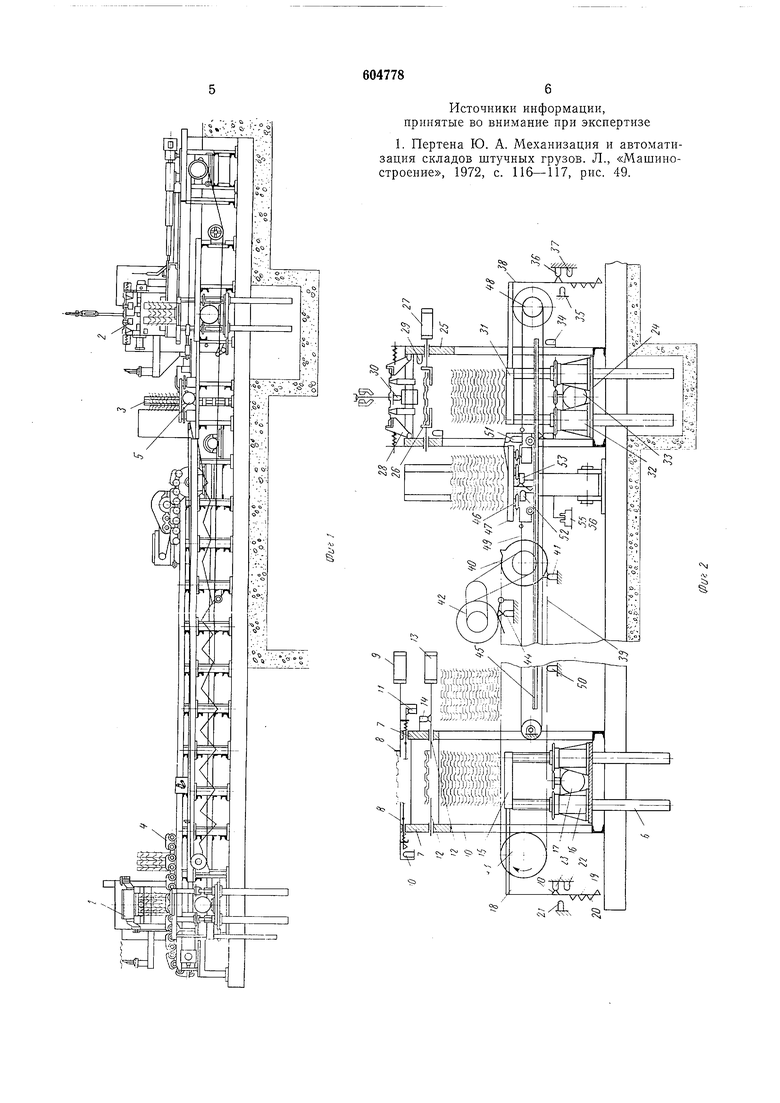
На фиг. 1 иоказана машина, обший вид; па фиг. 2 - устройства и конечные врлключатели, обш,ий вид; на фиг. 3 - иерегрузочный орган и выравниватель.
Машина состоит из устройства 1 для штабелирования и устройства 2 для поштучной выдачи с выравнивателем 3, связанных конвейером-накопителем 4 с перегрузочным органом 5. Устройство для штабелирования выполнепо в виде подъемно-опускного стола 6, стоек 7, образуюш их шахту. К торцам стоек 7
прикреплены шторки 8, связанные е силовым цилиндром 9 и снабженные конечными выключателями 10 и 11. Ниже стоек 7 размешены подхваты 12, связанные с силовым цилиндром 13 и конечным выключателем 14.
Подъемно-опускной стол 6 выполнен в виде попарно соединенных перекладиной 15 винтовых механизмов 16 и снабжен приводом 17, командоаппаратом 18, выполненным в виде штаиги 19 с лепестками 20, взаимодействующими с конечными выключателями 21-23.
Устройство для поштучной выдачи выполпено в виде подъемно-опускного стола 24, стоек 25, захватов 26 с силовым иилипдром 27, собачек 28, взаимодействуюпгих с копечными
выключателями 29 и 30.
Подъемно-опускной стол 24 выполнен в виде попарно соедипепных перекладиной 31 винтовых механизмов о2 и снабжен приводом 33, взаимодействуюшпм с конечиыми выключателями 34-37, и комаидоапнаратом 38.
Конвейер-накопитель 4 состоит из дв)х параллельно расположенных замкнутых цепей 39 с ведущими звездочками 40, взаимодействующими с конечным выключателем 41, и снабжен приводом 42, натяжными звездочками 43 и конечным выключателем 44. Вдоль конвейера-накопителя 4 между его цепями размещены рельсовые направляющие 45, один конец которых расположен в зоне устройства 2 для пощтучной выдачи. На рельсовых направляющих 45 установлен перегрузочный орган 5, выполненный из приводной тележки 46 с подъемно-опускной платформой 47, привод 48 которой снабжен тяговым органом в виде тросо-блочной системы 49, взаимодействующей с конечными выключателями 50 и 51; подъемно-опускная платформа снабжена конечными выключателями 52 и 53.
Выравниватель 3 выполнен из двух щек 54, взаимодействующих с конечными выключате. лями 55 и 56.
Работа мащины осуществляется следующим образом.
Изделия поступают на щторки 8, после чего поступает команда цилиндру 9, и щторки 8 раскрываются, пропуская изделие, которое под собственным весом падает в щахту на перекладины 15 подъемно.-опускного стола 6, после чего щторки 8 закрываются, а конечные выключатели 10 и 11 определяют высоту накопившихся на перекладинах 15 изделий.
Если изделие находится на уровне выключателя 11, то он отключает цилиндр 9 и подает команду на опускание стола 6 до замыкания выключателя 21 и остановки привода 17. После опускания стола 6 выключатель И снова замкнется, и цикл будет повторяться до тех пор, пока перекладины 15 стола 6 не окажутся ниже уровня цепей 39 конвейера-накопителя 4. Сформировавшаяся пачка останется на конвейере 4. После замыкания выключателя 22 включается цилиндр 13 и в работу вводятся подхваты 12, на которых скапливаются поступающие изделия, а также происходит включение привода 42 конвейера-накопителя 4, и происходит перемещение цепей с пачкой на щаг до замыкания выключателя 41, который останавливает привод 42 и дает команду на двигательное выключение привода стола 6. Перекладины 15, поднимаясь, упираются в изделия, скопившиеся на подхватах, и поднимают их на определенную высоту до замыкания выключателя 23, который отключает привод 17 подъема стола 6 и включает цилиндр 13 на вывод подхватов 12. Вывод подхватов контролируется размыканием конечного выключателя 14.
После заполнения конвейера-накопителя 4 замыкается выключатель 44, звучит звуковой сигнал о заполнении. При заполнении конвейера-накопителя 4 подъемный стол 6, сформировав пачку изделий, опускает ее на цепи 39. конвейера 4, но подняться за следующей не сможет, изделия полностью загружают подхваты 12 и размыкают конечные выключатели 10 и 11, которые останавливают подачу изделий в мащину.
После заполнения конвейера-накопителя 4 включается привод 48, и тележка 46 перемещается к конвейеру 4, заходит под ближайшую пачку, после чего пачка нажимает на выключатель 51, который отключает привод 48 и включает подъем платформы 47. Пачка изделий приподнимается над конвейером, освобождая конечный выключатель 51, и до замыкания выключателя 52 включает привод 48. Тележка с приподнятой пачкой перемещается по рельсовым направляющим 45 к перегрузочному органу 5, а от конечного выключателя 50 поступает команда на опускание платформы 47. Если пачка изделий хорошо лежит на платформе, то замыкаются выключатели 55 и 56, и привод 48 получает сигнал о готовности тележки 46 к дальнейщему перемещению. Если пачка сдвинута па платформе 47, то поступает команда на выравнивание, после чего поступает сигнал приводу 48 о готовности платформы 47 к заявленному перемещению, причем это произойдет только
в том случае, когда стол 24 займет крайнее нижнее положение, замкнув выключатель 36. Тележка 46 въезжает в зону устройства для выдачи изделий и останавливается от выключателя 51 точно по оси подъемно-опускного
стола 24. От выключателя 51 поступает команда приводу 33 стола 24 на подъем пачки изделий с тележки 46. Подъем осуществляется до замыкания на ко.мандоаппара;ге 38 конечного выключателя 35, а тележка 46
возвращается за новой-пачкой.
Захватный механизм захватывает изделия с подъемно-опускного стола 24 и передает их на собачки 28, откуда они подаются на подвесной конвейер.
Работа устройства для поштучной выдачи происходит аналогично устройству для щтабелирования. но в другой последовательпости.
Формула изобретения
1.Машина для штабелирования и поштучной выдачи изделий, преимущественно крупногабаритных, содержащая устройство для штабелирования и устройство для поштучной
выдачи, связанные между собой конвейеромнакопителем с перегрузочным органом, отличающаяся тем, что, с целью повышения надежности работы путем компенсации несинхронной работы устройств, перегрузочный орган выполнен в виде приводной тележки с подъемно-опускной платформой, установленной на рельсовых направляющих, расположенных вдоль конвейера-накопителя и в зоне устройства для поштучной выдачи, -а
устройство для поштучной выдачи снабжено выравнивателем изделий, взаимодействующим с перегрузочным органом.
2.Машина «по п. 1, отличающаяся тем, что привод тележки снабжен тросо-блочиой
системой.
Источники информации, принятые во внимание при экспертизе
1. Пертена Ю. А. Механизация и автоматизация складов штучных грузов. Л., «Машиностроение, 1972, с. 116-117, рис. 49.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для загрузки пакета длинномерных изделий на подвесной конвейер | 1979 |
|
SU861235A1 |
| Система конвейеров для формирования заказов | 1983 |
|
SU1141049A1 |
| Устройство для штабелирования листов древесностружечных плит или фанеры | 1987 |
|
SU1556535A3 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Подвесной конвейер | 1961 |
|
SU151961A1 |
| Устройство для штабелирования и расштабелирования изделий | 1990 |
|
SU1801902A1 |
| Устройство для накопления и поштучной выдачи поддонов | 1990 |
|
SU1771975A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |