1
Изобретение может применяться на стаиах горячей и холодной прокатки листов для подогрева валков, имеюших осевой канал, перед установкой их в клеть.
Известны устройства для подогрева валков, включающие подводящий и отводящий патрубки, установленные в осевом канале валка М. Теплоноситель при помощи системы . труб вводится в осевой канал валка и выво- JQ диогся из него, причем подводящая труба вставлена в отводящую без возможности вза- . имных перемещений.
Недостаток известного устройства заключается в неудобстве эксплуатации и трудности получения заданного тепловогопрофиля валка. Неудобство эксплуатации заключается в том, что приходится манипулировать с двумя нагревающими трубами, имеюигими Ta-jQ кую же длину, как и валок (4,5-5 м), а трудность получения .заданного профиля выражается в невозможности изменения щирины участков контактирования жидкости с кана- . пом валка.2Ь
Целью изобретения является повышение эксплуатационных свойств и обеспечение возможности регулирования профиля бочки валка.
Поставленная цель достигается тем, что в предлагаемое устройство для подогрева валков, включающее подводящий и отводящий патрубки, размешенные в осевом канале валка, оба патрубка установлены с возможностью перемещения вдоль оси валка, а их концевые части, вмонтированные в валок, снабжены раструбами, при этом расстояние между раструбами составляет 0,2-0,95 длины бочки валка.
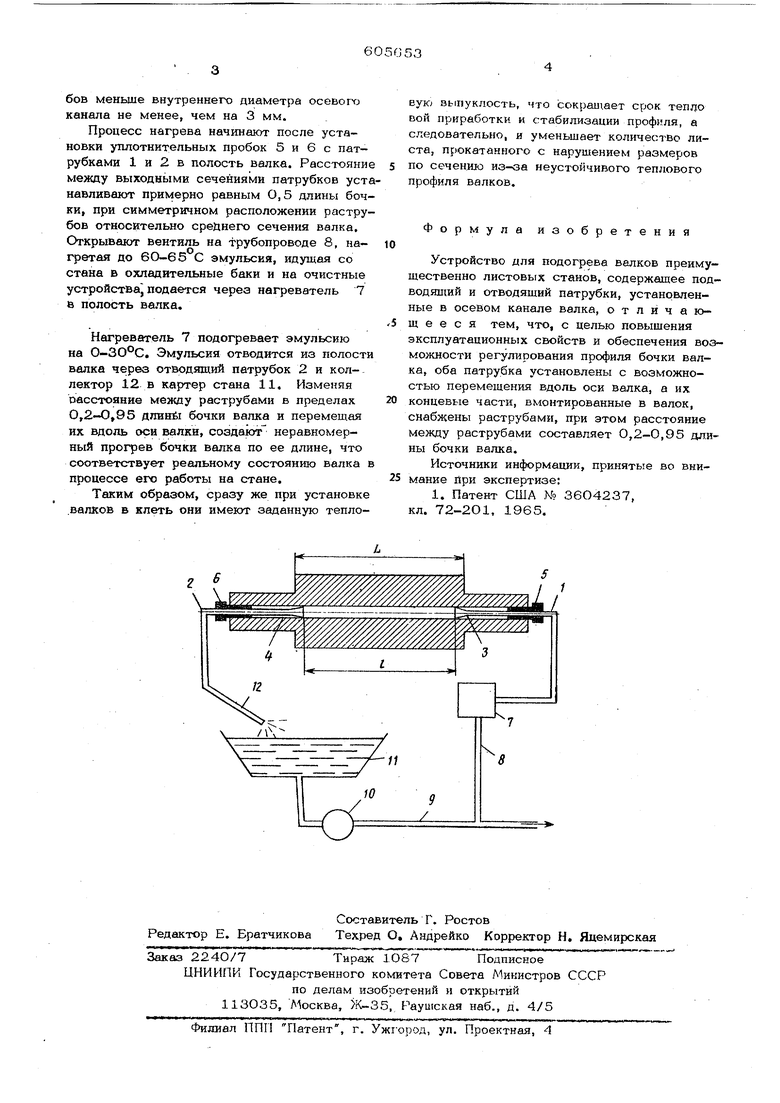
На чертеже изображено предложенное устройство.
Подводящий 1 и отводящий 2 патрубки снабжены раструбами 3 и 4 и установлены в уплотнительнь1Х пробках 5 и 6 с возможностью осевого- перемещения. Подводящий патрубок 1 соединен с подогревателем 7, который )в свою очередь, связан трубопроводом 8 с эмульсионным трубопроводом 9 от нагнетающего насоса 1О, соеди 1енного с картером стана 11. Внещний диаметр раструбов меньше внутреннего диаметра oceBorfj канала не менее, чем на 3 мм. Процесс нагрева начинают после установки уплотнитепьных пробок 5 и 6 с патрубками 1 и 2 в полость валка. Расстояни между выходными сечениями патрубков уст навливают примерно равным 0,5 длины боч ки, при симметричном расположении растру бов относительно среднего сечения валка. Открывают вентиль на трубопроводе 8, нагретая до 6О-65 С эмульсия, идущая со стана в охладительные баки и на очистные устройства , подается через нагреватель 7 в полость валка. Нагреватель 7 подогревает эмульсию на О-30°С. Эмульсия отводится из полост валка через отвод5т1ий патрубок 2 и кол-лектор 12 в картер стана 11. Изменяя оасстоянне между раструбами в пределах О,2-0,95 длинб бочки валка и перемещая их вдоль оси валки, создакзт неравномерный прогрев бочки валка по ее длине, что соответствует реальному состоянию валка процессе его работы на стане. Таким образом, сразу же при установке .валков в клеть они имеют заданную тепловую выпуклость, что сокращает срок тепдо вон приработки и стабилизации профиля, а следовательно, и уменьшает количество листа, прокатанного с нарушением размеров по сечению из-за неустойчивого теплового профиля валков. Формула изобр е т е н и я Устройство для подогрева валков преимущественно листовых станов, содержащее подводяишй и отводящий патрубки, установленные в осевом канале валка, о т л и ч а ю- щ е е с я тем, что, с целью повышения эксплуатационных свойств и обеспечения возможности регулирования профиля бочки валка, оба патрубка установлены с возможностью перемещения вдоль оси валка, а их концевые части, вмонтированные в валок, снабжены раструбами, при этом расстояние между раструбами составляет 0,2-0,95 длины бочки валка. Источники информации, принятые во внимание При экспертизе: 1. Патент США № 36О4237, кл. 72-2О1, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной гребневый валок трехвалкового стана | 1985 |
|
SU1258531A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Электронагреватель охлаждающей жидкости | 1989 |
|
SU1712646A1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| Валок трехвалкового раскатного стана | 1982 |
|
SU1047557A1 |
