(54) УПОРНЫЙ СТЕРЖЕНЬ ПРОШИВНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| Упорный стержень косовалкового стана | 1979 |
|
SU829229A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
1
Изобретение относится к технологическому инструменту прошивных станов и может быть использовано для сокращения расхода оправок на станах косой прокатки труб.
Известен упорный стержень прошивного стана, включающий собственно стержень с центральным гнездом и составную оправку, состоящую из рабочей части с хвостовиком, входящим в гнездо стержня и чистовой, выпо.пненной в виде втулки, сидящей на хвостовике и упирающейся торцом в стержне 1.
Однако каждая оправка известного устройства мржет быть использована только для получения одного типа гильз так как геометрические параметры оправки (длина рабочих и чистовых частей, диаметр) изменить невозможно, невозможно также компенсировать износ оправ ки. Это требует большого парка различных оправок.
Для экономии материала и сокращени парка оправок предлагаемый стержень снабжен регулировочными втулками, размещенными концентрично в гнезде стержня, а рабочая часть оправки выполнена составной из телескопически расположенных цилиндров с фасонными торцами,образующими ее профиль и противополож-
ными торцами, контактирующими с регулировочными втулками.
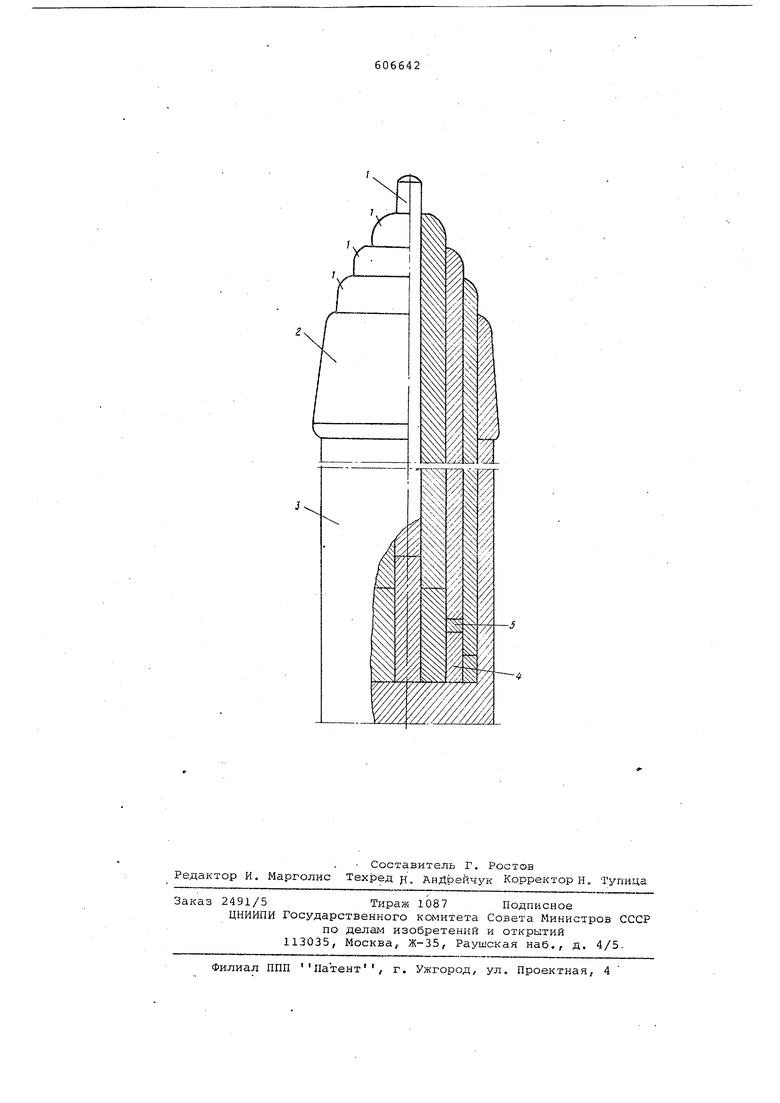
На чертеже изображено описываемое
устройство, общий вид.
Устройство включает составную оправку, .рабочая часть которой выполнена из телескопически расположенных цилиндров 1 с фасонными торцами, образующими профиль этой части, а чистова выполнена в виде втулки 2, и стержень 3 с центральные гнездом, в передний торец которого упирается втулка 2, а в гнезде расположены регулировочные сменные втулки 4, в которые упираются цилиндры 1. Диаметры втулок соответствуют диаметрам цилиндров.
Устройство работает следующим образом.
Оправка располагается в очаге деформации при прошивке гильз на косовалковом стане аналогично общепринятому, т.е. с выдвижением за пережим валков. В процессе прокатки металл, перемещаясь по оправке, прижимает цилиндры 1 ко втулкам 4, а втулку 2 к стержню 3, чем обеспечивается прошивка металла на оправке заданного . При переходе на новый сортамент прокатываемых труб в предлагаемом устройстве необходимо заменить втулку 2 и регулировочные втулки 4,которые обес печивают требуемый профиль рабочей час ти оправки. Цилиндры 1 при этсм не меняются; замена их осуществляется в случае их полного износа или повреждения. Таким образом, парк оправок прошивного косовалкового стана будет состоять из комплекта втулок 2, имеющих различные типоразмеры в зависимости .от сортамента, нескольких однотипных наборов рабочей части оправки и набора регулировочных втулок 4 различной длины для каждого диаметра втулки; в последнем случае можно использовать набор колец 5 соответствующего диаметра с мерной толщиной. Кроме того, износ передних торцов телескопически расположенных цилиндров может быть скомпенсирован их вьвдвижением путем установки соответствующей регулировочной втулки 4 большей длины или установкой кольца 5. При наруше НИИ профиля переднего торца какого-либо цилиндра втулку перетачивают и в дальнейшем опять используют до максимального износа по длине, что позволяет еще в большей мере сэкономить справочный материал. К достоинствам устройства следует отнести и то, что применение регулировочных втулок различной длины позволяет изменять длину рабочей части оправки, а также перераспределять величины обжатий металла по длине очага деформации путем различного взаимного расположения профильных торцов цилиндров. Профиль переднего торца каждого цилиндра выбирается в зависимости от условий деформации и может быть коническим, сферическим либо описываться какой-либо кривой. Для более равномерного износа рабочей части оправки цилиндры могут быть изготовлены из материалов различной износостойкости и иметь различную толщину в зависимости от интенсивности износа каждого цилиндра. Внутренний цилиндр может быть выполнен как сплошным, так и полым. В последнем случае полость его заполняют смазкой. Втулки 4 изготавливают из обычной углеродистой стали. - Формула изобретения Упорный стержень прошивного стана, включающий собственно стержень с центральным гнездом и оправку, состоящую из рабочей части с хвостовиком, входящим в гнездо стержня, и чистовой части в виде втулки, сидящей на хвостовике и упирающейся торцом в стержень, отличающийся тем, что, с целью экономии материала и сокращения парка оправок, он снабжен регулировочными втулками, размещенными концентрично в гнезде стержня, а рабочая часть оправки выполнена составной из телескопически расположенных цилиндров с фасонными торцами, образующими ее профиль, и противоположными торцами, контакти- рующими с регулировочными втулкесми. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 489542, кл. В 21 В 25/00, 1975,
