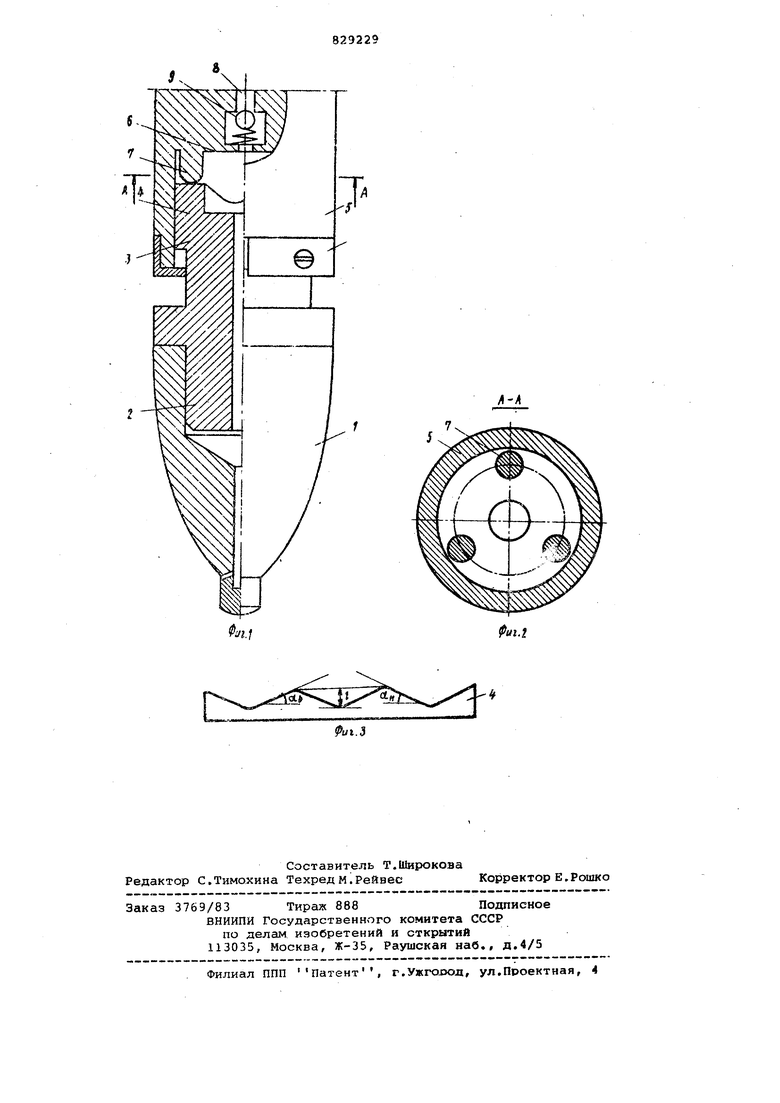
(54) УПОРНЫЙ СТЕРЖЕНЬ КОСОВАЛКОВОГО СТАНА конца прокатываемых труб, позволяет повысить обжатие перед носком оправки, что особенно важно при прошивке заготовок из малопластичных, труднодеформируемых марок стали и сплавов На фиг.1 схематически изображено предлагаемое устройство, общий вид; на фиг.2 - разрея А-А на фиг.1г на фиг.З - развертка волнообразного то ца хвостовика. Упорный Jтepжeнь косовалкового стана включает оправку 1, установленный в торцовом гнезде наконечник 2, имеющий хвостовик 3, торец, 4 которого имеет волнообразный профиль и несущий его полый стержень 5, в дне б полости которого выполнены радиальные, расположенные через равные промежутки выступы 7, а в центральном канале 8 на его границе с полостью размещен обратный клапан 9 канал стержня соединен со смазывакяце-охлаждающей системой. Работа упорного стержня осуществляется следующим образом. Перед прокаткой заготовки подают под давлением смазывающе-охлаждающую жидкость из магистрали низкого давления через центральный канал 8 и обратный клапан 9 в полость стержня 5 и происходит выдвижение наконечника 2 с оправкой 1 до упора хвостовика 3 в стенку стержня. При этом торец 4 хвостовика выходит иэ контак та с выступё1ми 7 в дне полости стерж ня 5. Процесс вт оричного захвата заготовки при прошивке осуществляют на выдвинутой вперед оправке. Под действием прокатываемой заготовки оправка 1 и наконечник 2, на который она жестко посажена, перемещаются в осевом направлении по ходу прокатки, при этом оправка свободно вращается, обратный клапан 9 запираетс в полости стержня 5 возрастает давление смазывающе-охлаждающей жидкос ти, в результате чего смазка через полость наконечника 2 и оправки 1 вытесняется в очаг деформации. Осевое перемещение по ходу прокатки накс(ечника с оправкой происходит до упора впадины профильной поверхности торца 4 в выступы 7. В дальнейшем прошиваемая заготовка за счет сил трения, действующих на контактной поверхности с Оправкой, передает вращающийся момент на наконечник 2. Под действием этого момента происходит проворачивание тор ца 4 относительно неподвижных высту пов 7 и, поскольку контакт торца с выступами осуществляется по восходя щей части профильной поверхности тор ца, то наконечник с оправкой переме щается Б осевом направлении вперед, т.е. против хода прокатки. Процесс прошивки при этом протекает на приторможенной оправке, в результате чего снижается осевое усилие, действующее со стороны прошиваемой заготовки на оправку и улучшаются условия для подачи наконечника с оправкой вперед. При перемещении наконечника вперед обратный клапан 9 открывают и смазывающе-охлаждающая жидкость заполняет полость стержня 5, При подаче оправки вперед происходит уплотнение металла перед носком оправки и создается схема напряженного состояния с осевым сжимающим усилием, что препятствует возникновению и распространению, трещин, вызызающих появление внутренних плен. При контакте выступа 7 с торцом 4 хвостовика 3 по нисходящей части профильной поверхности оправка под действием сил со стороны заготовки перемещается по ходу прокатки, скорость вращения ее возрастает. При этом скольжение металла, а также мощность сил трения на контакте с оправкой уменьшается, что, в свою очередь, приводит к уменьшению износа оправки. Связанный с оправкой наконечник также перемещается назад, выдавливая смазывающе-охлаждеиощую жидкость в очаг деформации. Подача смазки в очаг деформации в процессе прошивки приводит к улучшению условий деформации металла, к повьшению стойкости оправо-, и, в целом, к улучшению качества прокатываемых труб. Дл:я предотвращения перекоса хвостовика 3 в полости отержня 5 количество выступов 7 в дне полости стержня должно быть не меньше трех. С ростом числа выступов увеличивается частота возвратно-поступательного движения наконечника с оправкой при сохранении угла подъема восходящей ветви профильной поверхности торца. Однако при этом уменьшается величина хода оправки при возвратно-поступательном движении, которая определяется глубиной впадины профиля торца 4. Выбор оптимального количества выступов 7 определяется условиями процесса в конкретном косовалковом стане. Для удобства замены при износе выступы могут быть выполнены в виде шпилек, вставленных в соответствующие отверстия на дне полости стержня 5. Торец 4 хвостовика 3 может выполнен на отдельной втулке, пос кенной жестко на хвостовик 3 наконечника 2, например при помощи прессовой насадки. Периодичность профиля торца выбирают кратной количеству выступов. При этом профиль может быть симметричным или асимметричным, когда угол подъема восходящей ветви профиля не равен углу спада нисходящей ветви. Профиль развертки торца может быть образован прямыми или кривыми линиями, сопряженными по вершинам и впадинам, а также различными периодическими кривыми, например синусоидой.
Величина угла подъема ограничиваеся соотношением крутящего момента с осевым усилием, действующих на контактной поверхности прокатываемого металла с оправкой. Для обеспечения контакта между торцом и выступами при ходе назад величину угла, спада нисходящей вотви выбирают меньше значения усредненного по очагу деформации угла подачи металла. При этрм, если они равны между собой,то оправка при ходе назад вращается с естественной скоростью вращения, а если меньше, то скорость вращения оправки увеличивается.
Предложенный упорный стержень косовалкового стана- обеспечивает возвратно-поступательное перемещение оправки за счет энергии очага деформации и не требует установки дополнительного привода. Кроме того, для подачи смазки в очаг деформации со37 дается высокое давление за счет осевого усилия прошивки, что позволяет отказаться от сложной в конструктивном исполнении магистрали высокого давления.
Форк.ула изобретения
Упорный стержень косовалкового стана, включающий оправку, установленный в ее торцовом гнезде наконечник, имеющий хвостовик, и несущий ег полый стержень с полостью под хвостовик и с центральным каналом, о т- л ичающийс я тем, что, с целью снижения налипания метгшла на оправку, путем ее возвратно-поступательного перемещения в процессе прокатки, дно полости стержня выполнено с радиальными расположенными через равные промежутки выступами, а торец; хвостовика наконечника выполнен с волнообразным профилем, при этом центральный канал стержня соединен со смазывающе-охлаждающей системой и на его границе с полостью размещен обратный клапан.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 557833, кл. В 21 в 25/02, 1977.
2.Авторское свидетельство СССР 586937, кл. В 21 В 25/02, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Упорный стержень прошивного стана | 1976 |
|
SU606642A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2065788C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Внутренний инструмент косовалкового стана | 1985 |
|
SU1242271A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Оправочный узел косовалкового стана | 1976 |
|
SU586937A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Механизм подпора заготовки на стане винтовой прокатки | 1990 |
|
SU1784307A1 |