(54) СПОСОБ коекр КУЗНЕЧНЫХ слитков
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
Изобретение относится к области обработки металлов давлением, в частности к технологии ковки слитков на прессах и может быть использовано в металлургической промышленности,
Осадка заготовок, имеющих длину более трех диаметров, приводит к потере устойчивости, к продольному изгибу, а также к образованию складок на поверхности. Поэтому из удлиненных слитков без разделения на части изготавливают поковки только путем протяжки. В связи с этим данные слитки находят ограниченное применение.
Известен способ ковки кузнечных слитков с отношением длины к диаметру больше трех содержащий операции рубки прибыли, осадки и протяжки| 1. В процессе ковки ввиду значительной длины слитка происходит потеря.устойчивости и как следствие изгиб слитка и образование складок.
По предлагаемому способу осадку удлиненного слитка осуществляют в ова этапа, на первом из которых слиток устанавливают в подкладное кольцо и усилие осадки прикладывают со стороны прибыльной части
на участке длиной менее 2,5 диаметров слитка, после слиток извлекают из подкладного кольца и переворачивают, а на втором этапе осаживают донную часть слитка. Это позволяет устранить изгиб слитка и образование складок.
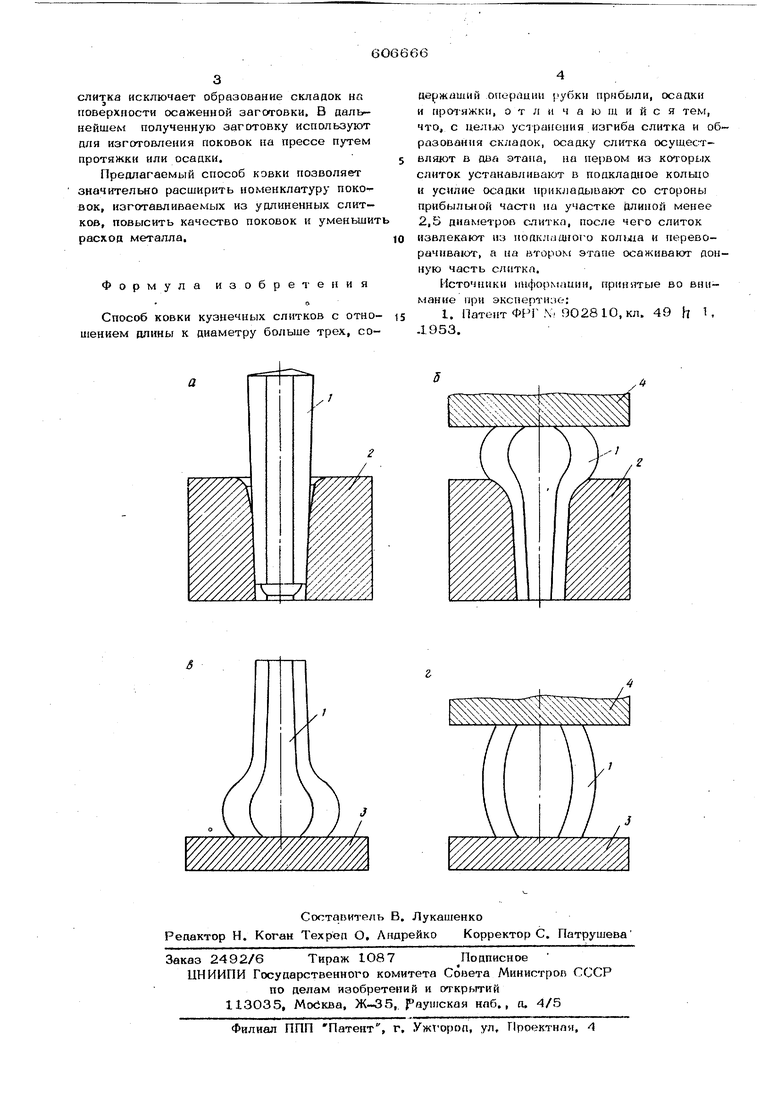
На чертеже приведена схема осуществления предлагаемого способа.
На первом этапе (а,б) слиток I после обрубки прибыльной части помещают донной частью в подкладное кольцо 2, установленное на столе пресса 3, и производят плитой 4 осадку прибыльной части тела слитка. При этом на заготовке формируется переходная зона, имеющая скос и радиус скругления. Затем слиток извлекают из подкладного кольца, переворачивают и устанавливают прибыльной частью на стол пресса (в). На втором этапе (г) осаживают донную часть слитка литой 4 до получения бочкообразной загоовки.
При осадке на каждом этапе длина дефорируемой части не превышает значение 2,5 диаметра. Плавная переходная зона ежд; прибыльной и донной частями тела
слитка исключает образование складок на поверхности осаженной заготовки. В дальнейшем полученную заготовку используют для изготовления поковок на прессе путем протяжки или осадки,
Предлагаемый способ кэвки позволяет значительно расширить номенклатуру поковок, изготавливаемых из удлиненных слитков, повысить качество поковок и уменьши расхоо металла,
Формула изобрете 1ия
О
Способ ковки кузнечных слитков с отно- is шением длины к диаметру болыле трех, содержашнй операции (убки прибыли, осадки и протяжкп, о т ;i и чающийся тем, что, с uejujo уса ранения изгиба слитка и оразования складок, осадку слитка осущес гвляют в два этапа, на первом из коп-орых слиток устанавливают в подкладное кольцо и усилие ос;адки прикладывают со стороны прибыльной части на участке длиной менее 2,5 диаметров слитка, после чего слиток извлекают из подклаоного колыха и переворачивают, а на втором этапе осаживают доную часть слитка.
Источники iiu4)opNiaunn, прин1ттые во внимание при экспертиае:
I, Патент 902810, кл. 40 h .1953,
а
