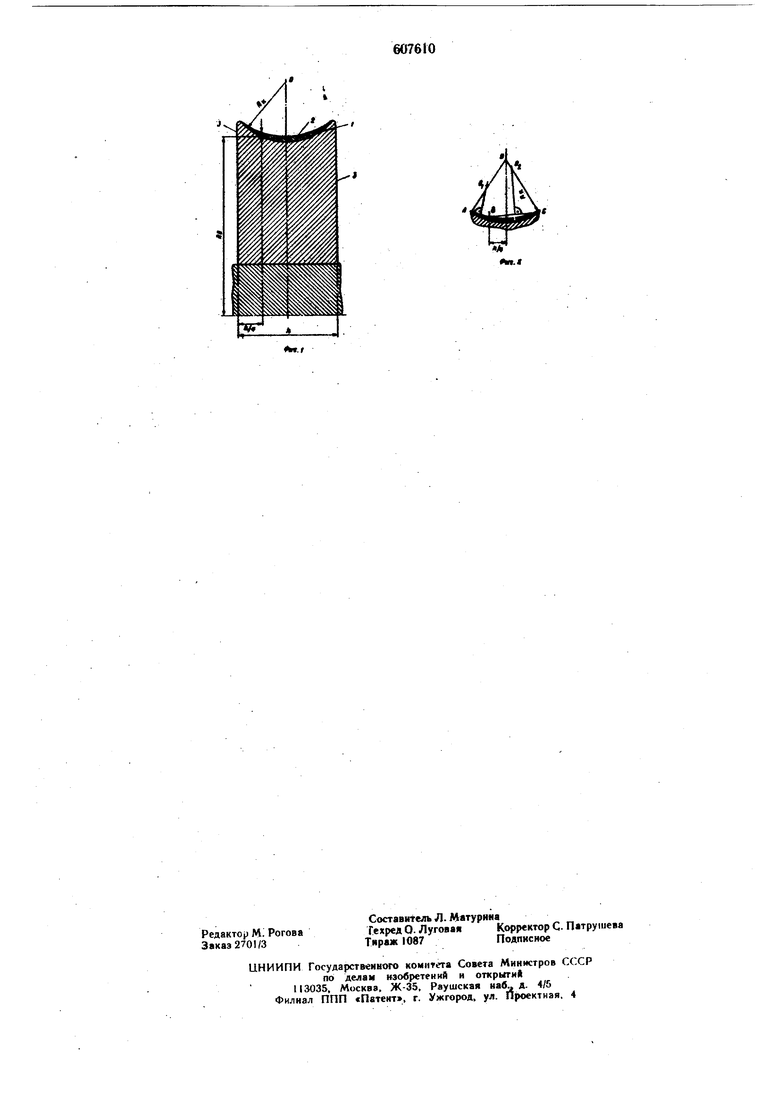
(54) НАПРАВЛЯЮЩИЙ ДИСК ПРОШИВНОГО СТАНА сивно развивается при прошивке гильз из тугоплавких металлов. Таким образом, недостатками таких дисков являются низкая износостойкость, яовышенная склоииость к налипанию и невысокое качество прокатываемых в вакууме гильз из туголлавних металлов. Целью изобретения является уменьшение изиоса, снижение налипания и улучшение качества прокатываемых в вакууме гильз. Это достигается тем, что на рабочую поверхйость ручья нанесен боридный слой переменной в сечении, уменьшающейся к торцам диска толщины, наибольшая величина которой, составляющая 0,0005-0,001 радиуса диска, расположена от торца на расстоянии, равном 1/4 толщины диска. На фиг. 1 показан общий вид диска, разрез; на фиг. 2 - схема построения профиля покрытия. Направляюа1ий диск прошивного стана имеет ручей 1 на периферии, описанный радиусом RJJ, на который нанесен слой 2. карбида бора переменной толщины, уменьшающейся к торцам 3 диска и имеющей наибольшую величину, равную 0,0005-0,001 радиуса диска R в плоскости, удаленной от торца диска на 1/4 толщины последнего. Толщина слоя распределена согласно экспериментальным данным по износу дисков. Износ диска уменьшается к краям диска и толщина слоя плавно уменьшается к краям диска. Изменение толщины слоя покрытия, определяется характером износа направляющего диска, что определяется условнямн скольжения прокатываемого металла на его поверхности, Центры радиусов сопряженных дуг, которые описывают профиль покрытия, могут быть определены следующим образом (см. фиг. 2). Центр окружности, из которого описана дуга АВ, находится в точке пересечения перпендикуляра к середине хорды дуги АВ с радиусом, проведенным через центр О и А. Центр, из которого описана дуга ВС, расположён в точке пересечения перпендикуляра к середине хорды дуги ВС с радиусом, проведенным из центра О & точку С. Окончательная доводка профиля покрытия будет производиться по шаблону. Точки А и С лежат у торцов 3 диска. Покрытие диска на основе боридов препятствует адгезионному взаимодействию направляющего дцска с прокатываемым метериалом. Все это препятствует налипанию деформируемо го металла на направляющий диск. Пример Л. На стане МИСиС- 50 прокатывакэт Ю заготовок из молибдена, ниобия и ванадия на борированныХ дисках в вакууме 10 -10.мм рт. ст., 0 заг. 35 мм, R диска ПО мм, максимальная толщина слоя пбкрытия составляет 0,00095 от R. Налипание на направляющие диски отсутствует. Прокатанные заготовки имеют чистую, гладкую наружную поверхность. Пример 2. На стане МИСиС-50 прокаты вают 3 заготовки (2 молибдена и 1 ниобия) в вакууме 10 мм рт. ст. на борированных дисках, 0 заг. 35 мм, R диска 110 мм, максимальная толщина слоя покрытия на участке диска п/4 составляет 0,0003 от R. Налипание на направляющие диски отсутствует. Происходит износ покрытия. Пример 3. На стане прокатывают 3 заготовки {2 молибдена и I ниобия) в вакууме МО мм рт. СТ..0 заг. 35 мм, R диска 110 мм, максимальная толщина слоя покрытия 0,003 от R. После прокатки третьей заготовки происходит нарушение сцепления борированного слоя с материалом диска. Таким образом, применение дисков с борированным покрытием позволит повысить качество прокатываемых гильз, повысит износо ;тойкость дисков. Формула изобретения Направляющий диск прошивного стана, содержащий ручей, выполненный на периферии по радиусу, оглйчаюо ыйея тем, что, с целью повышения стойкости инструмента, снижения налипания металла на инструмент и улучшения качества гильз, на рабочую поверхность ручья нанесен боридный слой переменной- в сечении, уменьшающейся к торцам диска толщины, наибольшая величина которой, составляющая 0,0005М),001 радиуса диска, расположена от торца на расстоянии, равном 1/4 толщины диска.. Источники информации, принятые во внимание при экспертизе: . 1.Сборник МИСиС № 85, М. , «Металлургия, 1975, с. 154. 2.Сборник ВНИТИ № 26, М. , «Метал лургия, 1971, с. 10-18. 3.Патент США № 2118970, кл. 29-121, 1938.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Линейка прошивного стана | 2016 |
|
RU2630188C1 |
| Оправка прошивного стана | 1977 |
|
SU596306A1 |
| Оправка прошивного стана | 1988 |
|
SU1704870A1 |
| Способ винтовой прошивки | 1980 |
|
SU1031541A1 |
| Оправка для винтовой прошивки | 1977 |
|
SU631225A1 |
| Оправка стана винтовой прокатки для прошивки заготовок из легированных, высокохромистых и нержавеющих марок стали | 2022 |
|
RU2807155C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| Бесшовная горячекатаная стальная труба и способ её изготовления | 2024 |
|
RU2841568C1 |