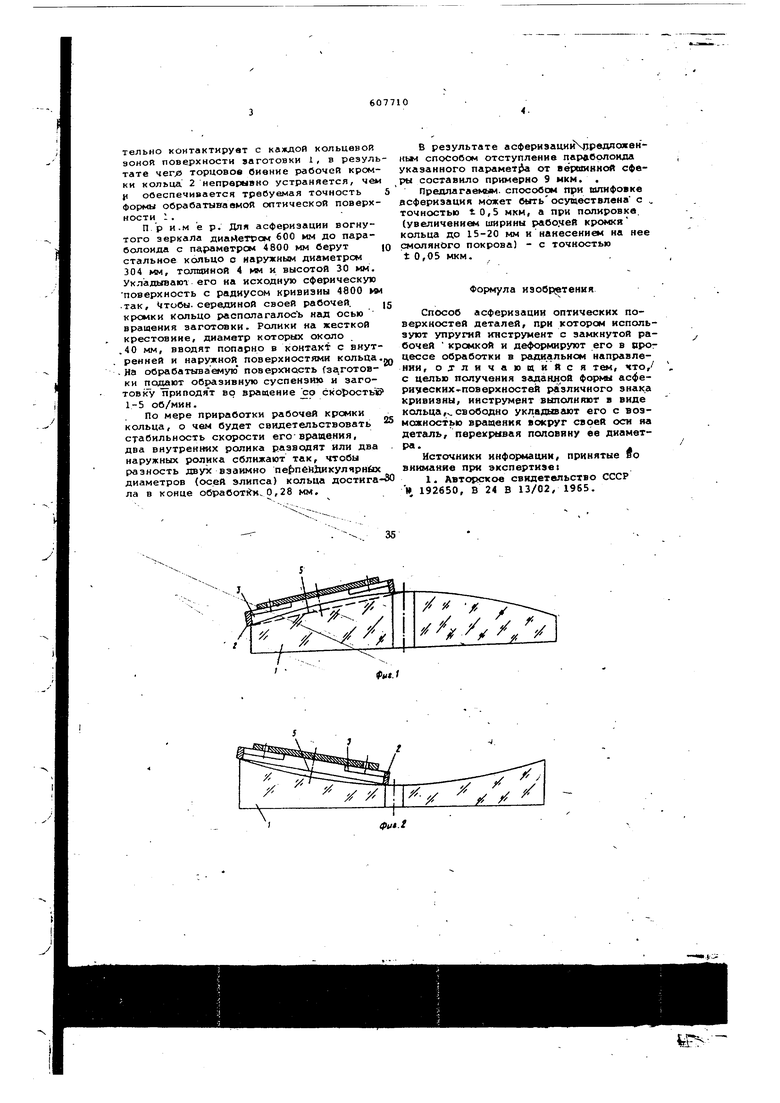
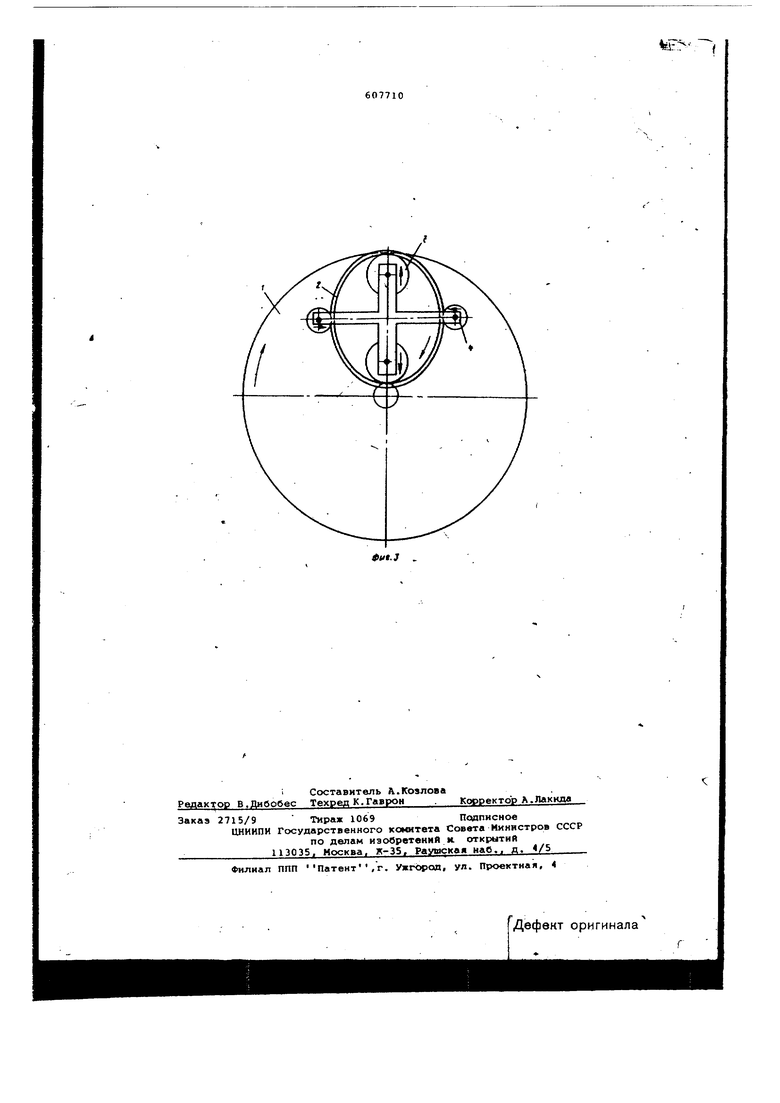
тельно контактирует с каждой кольцевой аоноя поверхности заготовки I, в резуль тате чег;э торцовое биение рабочей кромки кольца 2 непрерывно устраняется, чем ti оОеспечивается требуемая точность формы обрабатынаамоя оптической поверхности 1 . П р и.м е р. Для асфернэации вогнутого зеркала диайетрсм 600 мм до параболоида с п раметрсм 4800 мм берут стальное кольцо о наружным диаметром 304 мм, толщиной 4 мм и высотой 30 мм. Укладываю его на исходную сферическую поверхность с радиусом кривизны 4800 мм так, «тобы. серединой своей рабочей. кромки кольцо располагалось над осью вращения заготовки. Ролики на жесткой крестовине, диаметр которых около .40 мм, вводят попарно в контакт с внутренней и наруркной поверхностями кольца - На обрабатываемую поверзснасть Гза.готовки подают образивную суспензию и заготовку приподят во вращение Ър скоростью 1-5 об/мин. По мере приработки рабочей кромки кольца, о чем будет свидетельствовать стабильность скорости еговращения, два внутренних ролика разводят или два наружных ролика сближают так, чтобы разность двух взаимно пе пеИ31Икулярн 1х диаметров (осей элипса) кольца достигала в конце обработ1 «. 0,28 мм. В результате асфернэацииМ рвдяоженньи способом отступление парвболонда указанного параметр от вершинной сферы составило примерно 9 мкм. . Предлагаемым, способом при шлифовке всФеризация может бытьосупествлена с точностью 10,5 мкм, а при полировке. (увеличением ширины рабо.чей кромкя кольца до 15-20 мм н нанесением на нее смоляного покрова) - с точностью t 0,05 мкм. Формула иэобр(етения Способ асферизации оптических поверхностей деталей, при котором используют упругий кнструмект с замкнутой рабочей кромкой и деформируют его в врог цессе обработки в радиальном направлении, отличающийся тем, что/ с целью получения заданной формы ри еских-.-поверхностей различного энак.а кривизны, инструмент выполняют в виде кольца, свободно укладывают его с возможностью вращения вокруг своей оси на деталь, перекрывая половину ее диаметра. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР 192650, В 24 В 13/02, 1965.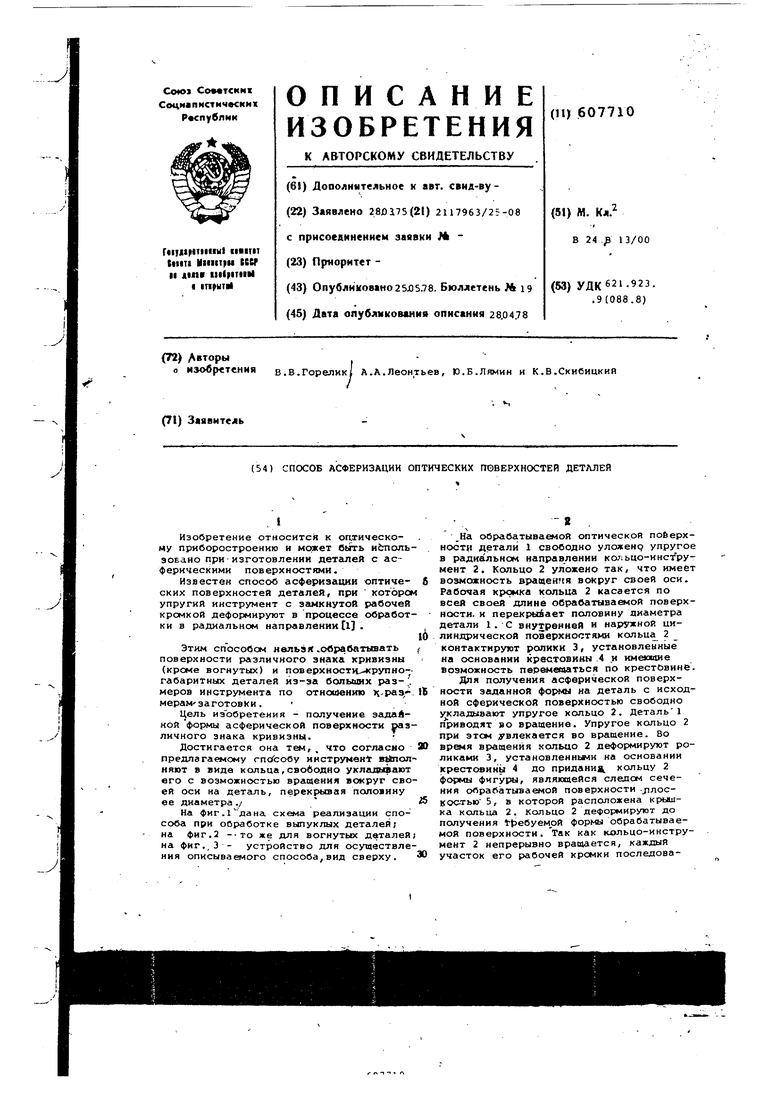
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2124977C1 |
| Способ обработки фасонных поверхностей вращения | 2019 |
|
RU2719822C1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2142873C1 |
| Способ формообразования поверхностей астрономических зеркал | 1989 |
|
SU1779552A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ получения торцевых поверхностей с кривизной на монокристаллах сапфира | 2020 |
|
RU2743354C1 |
УТТГРТ - хх
т
фц.1
