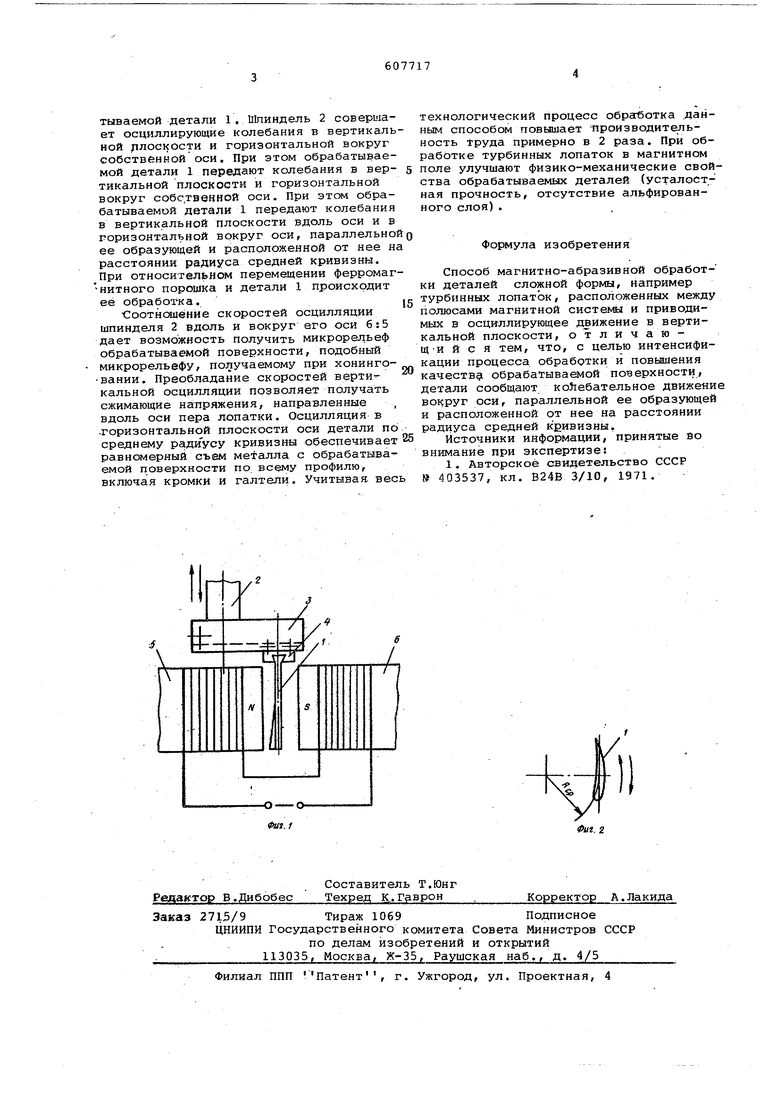
тываемой детали 1.Шпиндель 2 совершает осциллирующие колебания в вертикаль ной ллоскости и горизонтальной вокруг собственной оси. При этом обрабатываемой детали 1 передают колебания в вертикальной плоскости и горизонтальной вокруг собственной оси. При этсж обрабатываемой детали 1 передают колебания в вертикальной плоскости вдоль оси и в горизонтальной вокруг оси, параллельно ее образующей и расположенной от нее н расстоянии радиуса средней кривизны. При относительном перемещении ферромаг нитного порошка и детали 1 происходит ее обработка. Соотношение скоростей осцилляции шпинделя 2 вдоль и вокруг его оси 6:5 дает возможность получить микрорельеф обрабатываемой поверхности, подобный микрорельефу, получаемому при хонинговании. Преобладание скоростей вертикальной осцилляции позволяет получать сжимающие напряжения, направленные вдоль оси пера лопатки. Осцилляция в горизонтальной плоскости оси детали по среднему радиусу кривизны обеспечивает равномерный съем металла с обрабатываемой поверхности по всему профилю, включая кромки и галтели. Учитывая, вес технологический процесс обработка .данным способом повышает -производительность Труда примерно в 2 раза, При обработке турбинных лопаток в магнитном поле улучшают физико-механические свойства обрабатываемых деталей (усталостная прочность, отсутствие альфированного слоя). Формула изобретения Способ магнитно-абразивной обработки деталей сложной формы, например турбинных лопаток, расположенных между полюсами магнитной системы и приводимых в осциллирующее движение в вертикальной плоскости, отличаюЩИ и с я тем, что, с целью интенсификации процесса обработки и повышения качествч1 обрабатываемой поверхности, детали сообщают колебательное движение оси, параллельной ее образующей и расположенной от нее на расстоянии радиуса средней кривизны. Источники информации, принятые so внимание при экспертизе: 1. Авторское свидетельство СССР 403537, кл. В24В 3/10, 1971.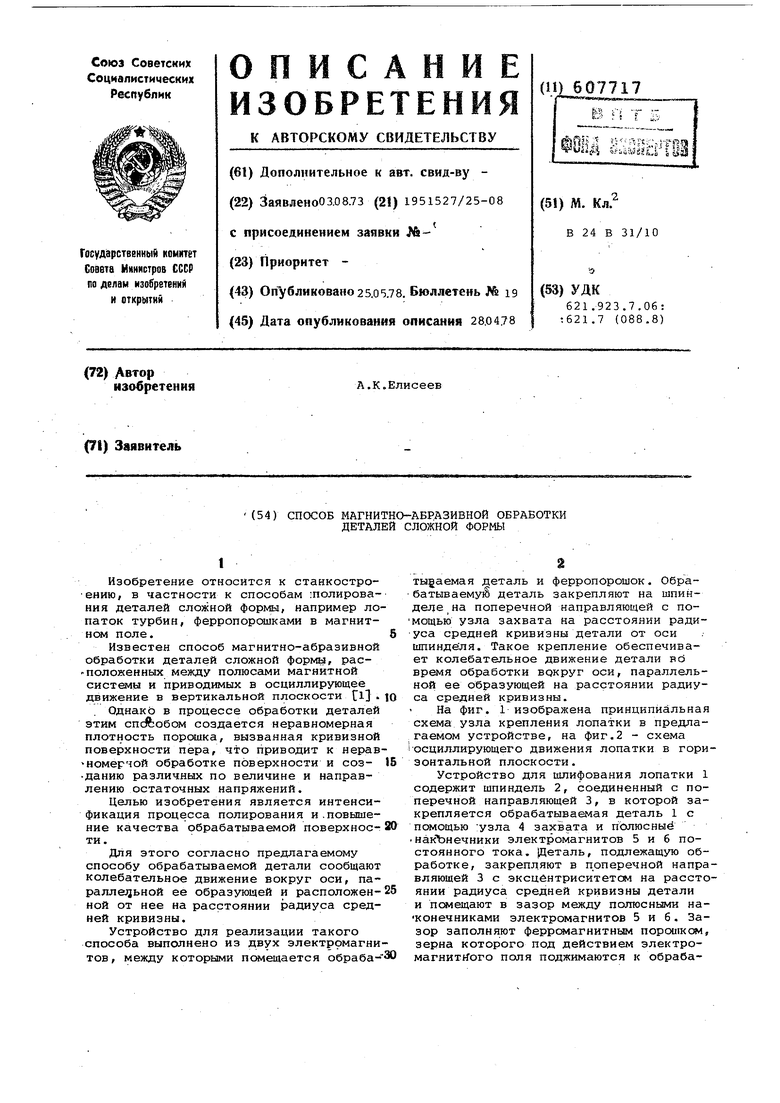
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ ИНСТРУМЕНТОМ НА ГИБКОЙ СВЯЗКЕ В МАГНИТНОМ ПОЛЕ | 2004 |
|
RU2266188C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| Устройство для абразивной обработки деталей типа тел вращения | 1979 |
|
SU856763A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1583236A1 |
| Способ обработки крупногабаритных оптических деталей | 1990 |
|
SU1777577A3 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
