1
Изобретение относится к отделочной механической обработке материалов абразивными инструментами и может быть использовано преимущественно в машиностроении и приборостроении.
Известно устройство, в которсм полирование или притирка с помсяцью абра-, зива на основе алмазной пасты или жидкой алмазной суспензии осуществляется вращающейся плитой с диском, плоскость, или поверхность вращения которого может быть цилиндрической , конической и другой формы в соответствии с Формой обрабатываемой поверхности. Обрабатывающая поверхность , поверхность притира, является гетерогенной поверхностью, оЬразованной элементами, состоящими, по меньшей мере, из двух материалов различной твердости. Эти элементы расположены на поверхности так, что они с постоянной периодичностью приводятся в контакт со всеми участками поверхности обрабатываемой детали .. Такое устройство может представлять собой чугунную притирочную плиту, на поверхности которой имеются элементы, изгоT9влeн ыe из меди i.
Элеме.нты различной твердости на рабочей поверхности притира обеспечивают получение поверхности высокого класса
2
чистоты, медные вставки здесь играют роль полирующих элементов и придают поверхности блеск.
Однако в этом притире твердость элементов близка по значению, поэтсаду он не обеспечивает регулировки количества шаржированных частиц., абразива в обрабатываемой поверхности, сглаживания выступающих острых вершин абразивных частиц, внедрившихся в обрабатываемую поверхность, а также очистки доводочной смеси от металлических-частиц
Целью изобретения яв.Мяется повышени качества обрабатываемой поверхности путем уменьшения ее шероховатостиж и обеспечения сглаживаниявыступающих острых вершин абразивйых частиц, внедрившихся в обрабатываемую поверхность, и эффективной- очистки доводочной смеси от металлических частиц.
Достигается она тем, что притир на чугунной основе с элилентами из мягкого материала дополнительно снабжен абразивоносными элементами и элементами из магнитного материала, расположенными с занижением относительно уровня остальных элементов, расположенных на одном уровне с основой. При этом абразйвоносные элементы, элаленты из мягкого материала и магнитного матеркала установлены последовательно и симметрично основы.
Соотношение твердости эло ентов и их определенное расположение обеспечивают уменьшение шероховатости поверх- 5 ности путем выполнения полирующих элементов из мягкого материала, сглаживания абразивоносными элементами выступающих острых вершин абразивных частиц, внедрившихся в обрабатываемую поверх- «Q ность в процессе доводки (при этом твердость абразивоносных элементов быть выше твердости абразива, применяемого в доводочной пасте) и очистки доводочной смеси элементами из маг- . нитного материала, образующими стружкосборные канавки на рабочей поверхности притира.
Элементы из магнитного материала могут быть постоянными магнитами или полюсниками электромагнита .
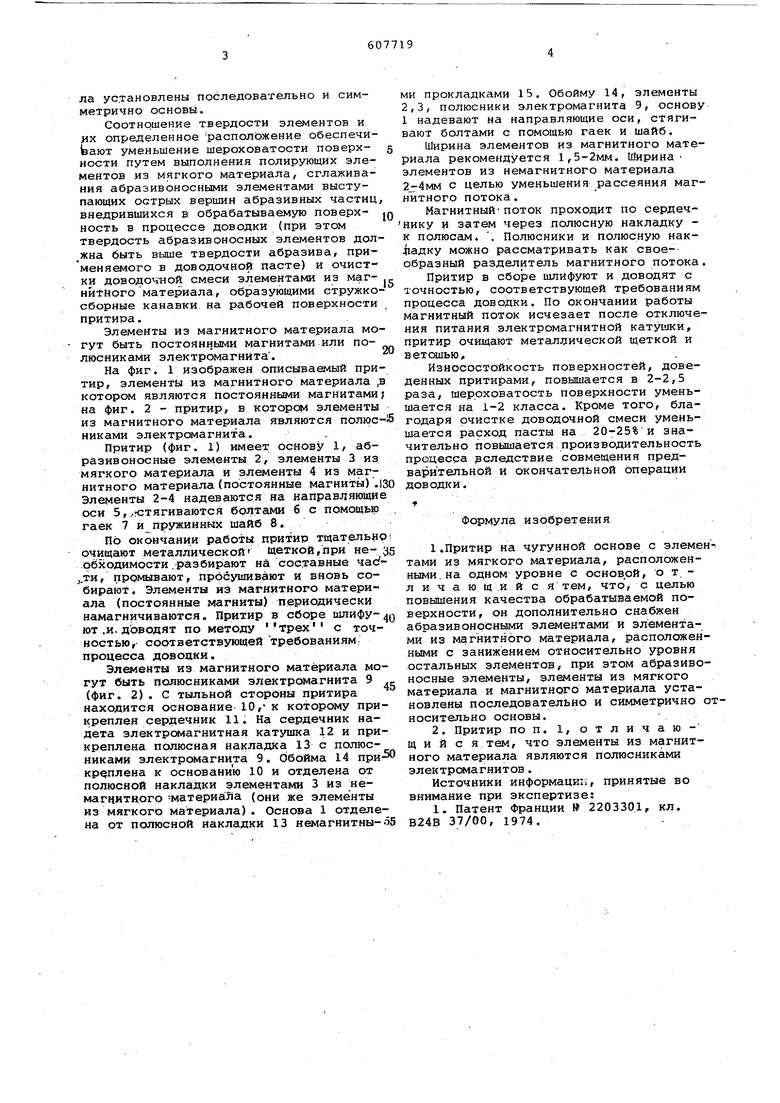
На фиг. 1 изображен описываемый притир, элементы из магнитного материала ,в котором являются постоянными магнитами j на фиг. 2 - притир, в котором элементы из магнитного материала являются полюс-S никами электромагнита. .
Притир (фиг. 1) имеет основу 1, абразивоносные элементы 2, элементы 3 из мягкого материала и элементы 4 из магнитного материала (постоянные магниты) .130 Элементы 2-4 надеваются на направляющие оси 5,гстягиваются болтами б с помощью гаек 7 и пружинных шайб 8.
По окончании работы притир тщательно i очищают металлической щеткой,при не- 35 .Обходимости разбирают на составные Had...ти, промывают, прбйушивают и вновь собирают. Элементы из магнитного материала (постоянные магниты) периодически намагничиваются. Притир в сборе шлифуют .и. доводят по методу трех с точностью, соответствующей требованиям; процесса доводки.
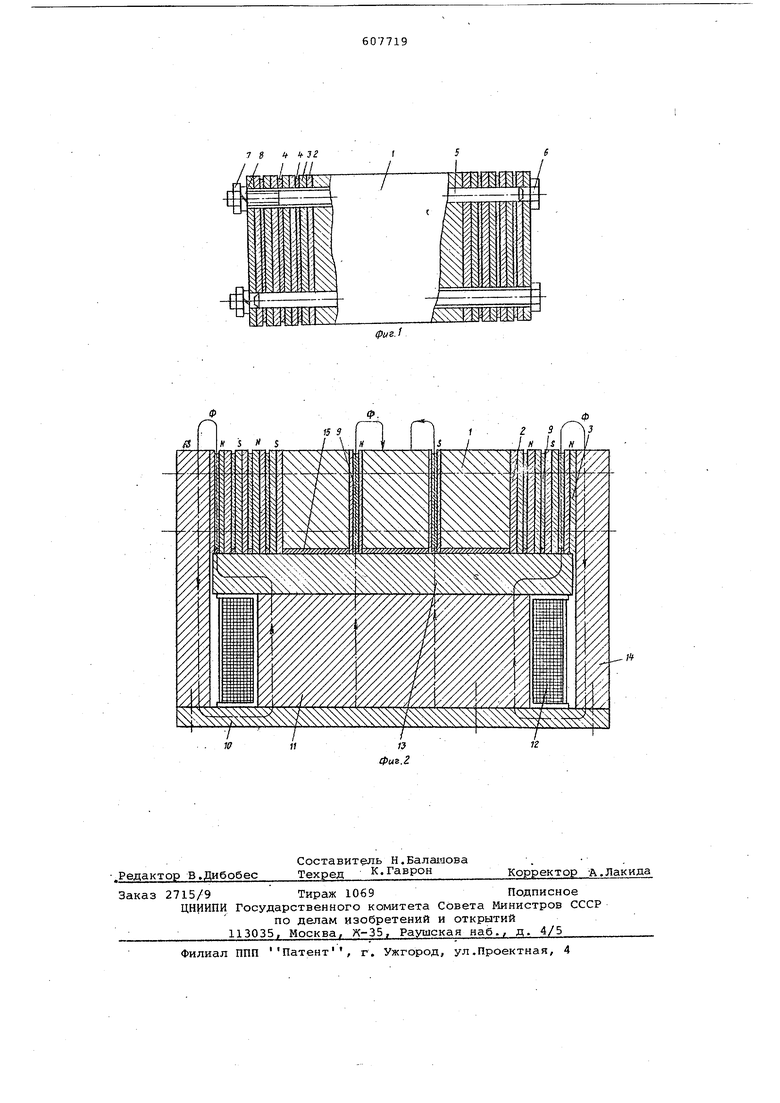
Элементы из магнитного материала могут быть полюсниками электромагнита 9 . (фиг. 2). С тыльной стороны притира находится основание 10,- к которому прикреплен сердечник И. На сердечник надета электрсмагнитная катушка 12 и прикреплена полюсная накладка 13 с полгосниками электромагнита 9. Обойма 14 прикреплена к основанию 10 и отделена от полюсной накладки элементалш 3 из немагнитного материа:ла (они же элементы из мягкого материала). Основа 1 отделена от полюсной накладки 13 немагнитны-55
ми прокладками 15. Обойму 14, элементы 2,3, полюсники электромагнита 9, основ 1 надевают на направляющие оси, стягивают болтами с помощью гаек и шайб.
Ширина элементов из магнитного материала рекомендуется 1,5-2мм. Ширинаэлементов из немагнитного материала 2-4мм с целью уменьшения рассеяния магнитного потока.
Магнитный-поток проходит по сердечнику и затем через полюсную накладку к полюсам. . Полюсники и полюсную накладку можно рассматривать как своеобразный разделитель магнитного потока
Притир в сборе шлифуют и доводят с точностью, соответствующей требованиям процесса доводки. По окончании работы магнитный поток исчезает после отключения питания электромагнитной катушки, притир очищают металлической щеткой и ветсшью,
Износостойкость поверхностей, доведенных притирами, повышается в 2-2,5 раза, шероховатость поверхности уменьшается на 1-2 класса. Кроме того, благодаря очистке доводочной смеси уменьшается расход пасты на 20-25%и значительно повышается производительность процесса вследствие совмещения предварительной и окончательной операции доводки.
Формула изобретения
1.Притир на чугунной основе с элемен тами из мягкого материала, расположенными, на одном уровне с основой, о т л и ч а ю щ .и и с я тем, что, с целью повышения качества обрабатываемой поверхности, он дополнительно снабжен абразивоносными элементами и элементами из магнитного материала, расположенными с занижением относительно уровня остальных элементов, при этом абраэивоносные элементы, элементы из мягкого материала и магнитного материала установлены последовательно и симметрично оносительно основы.
2. Притир по п. 1, отличающ и и с я тем, что элементы из магнитного материала являются полюсниками электромагнитов.
Источники информации, принятые во внимание при экспертизе;
1. Патент Франции 2203301, кл. В24В 37/00, 1974.
7 г
фие. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Магнитная плита | 1991 |
|
SU1784442A1 |
| Электромагнитная плита | 1977 |
|
SU727398A1 |
| Электромагнитная плита | 1977 |
|
SU973294A1 |
| Способ термической обработки притира | 1990 |
|
SU1735393A1 |
| Способ доводки деталей | 1983 |
|
SU1225763A1 |
| Способ обработки опорных поверхностей зажимного устройства пресса для высадки концов труб | 2023 |
|
RU2818708C1 |
W
iz
