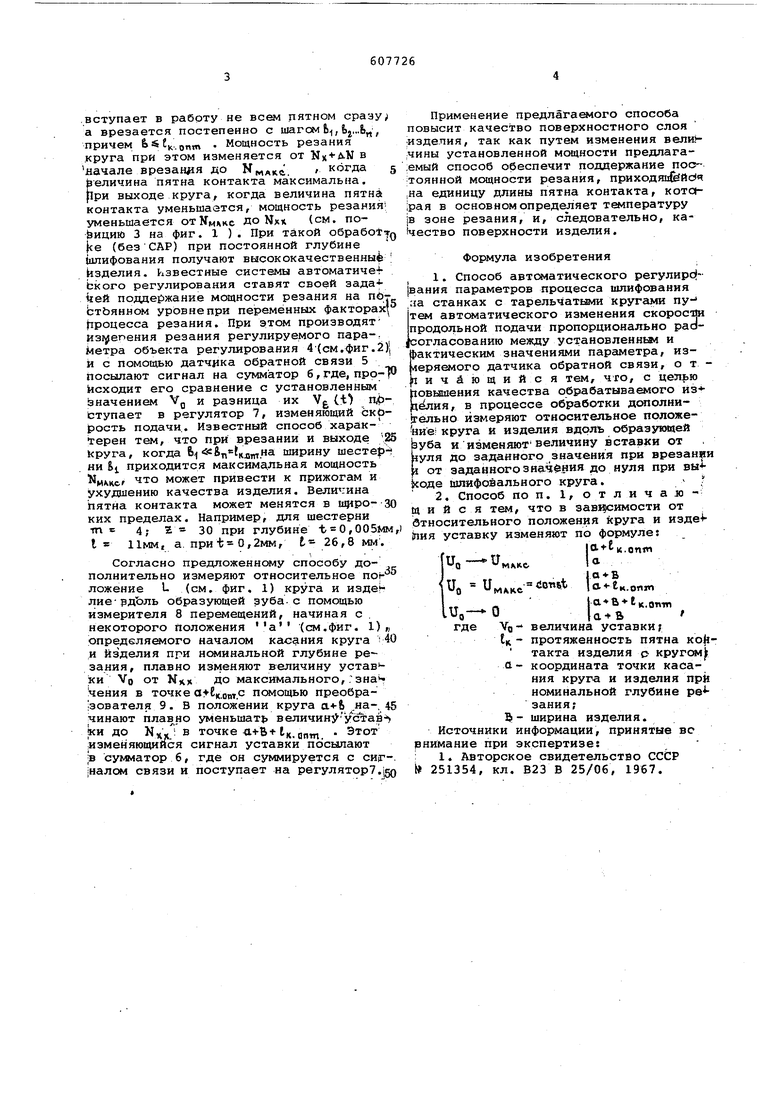
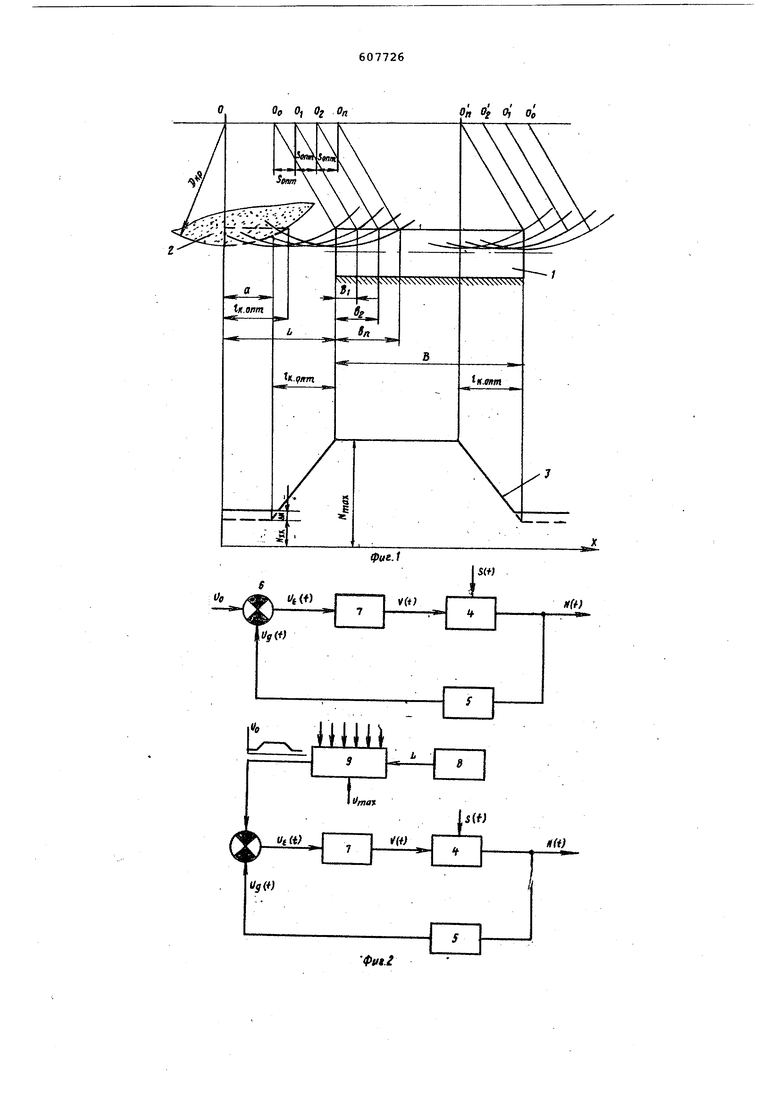
.вступает в работу не всем пятном сразу; а врезается постепенно с шагом Ь, Ь,..Ь„, причем 6$..оп . Мощность резания .круга при этом изменяется от в начале вреэан|1Я до . , когда 5 величина пятна контакта максимальна, рри выходе круга, когда величина пятна контакта уменьшается, мощность резания: уменьшается до NX (см. 3 на фиг. 1 ) . При такой o6pa6ot4-Q jce (безCAP) при постоянной глубине ишифования получают высококачественны ; изделия. Известные системы автоматиче4Ького регулирования ставят своей зада- чей поддержание мощности резания на nuj стЬянном уровне при переменных факторах fipouecca резания. При этом производят И31 епения резания регулируемого пара-: Метра объекта регулирования 4(см. .2)| и с помощью датчика обратной связи 5 посыпают сигнал на сумматор б,где, )исходит его сравнение с установленным значением V и разница их V(t дбЬтупает в регулятор 7, изменяющий скорость подачи.. Известный способ харакгерен тем, что при вырезании и выходе 25 kpyra, когда Б.) ширину шестер- ни i приходится максимальная мощность что может привести к прижогам и ухудшению качества изделия. Величина Ьятна контакта может менятся в широ--30 ких пределах. Например, для шестерни тп 4; 2 30 при глубине t 0,005MM,l I « 11мм, а. при t 0,2мм, t 26,8 мм.
Согласно предложенному способу дополнительно измеряют относительное пог ложение L (см. фиг. 1) круга и издеЦ лие-рдЪль образующей эУба-с помощью измерителя 8 перемещений, начиная с
(см.фиг. 1)„
некоторого Положения
определяемого началом касания круга l40 ,и изделия при нсячинальной глубине резания, плавно изменяют величину устав ки УО от NKX до максимального, Гзна чения в точке а+Ех..с помощью преобра;3ователя 9. В положении круга .на-. 45 чинают плавно уменьшать величин устав
ки до в точке-ач-В IK. опт Этот изменяющийся сигнал уставки посылают ;В сумматор 6, где он суммируется с сиг|налом связи и поступает на регулятор7.;5о
Применение предлагаемого способа повысит качество поверхностного слоя изделия, так как путем изменения велиз;Чины установленной мсицности предлага:емый способ обеспечит поддержание поо:тоянной мощности резания, приходяпШй ч ,на единицу длины пятна контакта, кота рая в основном определяет температуру JB зоне резания, и, следовательно, качество поверхности изделия.
Формула изобретения
, 1. Способ автематического регулирф |вания параметров процесса шлифования .ла станках с тарельчатыми кругами пу- тем автоматического изменения скорос-ии продольной подачи пропорционально раоI согласованию между установленньм и фактическим значениями параметра, излеряемого датчика обратной связи, о т пичйющийс я тем, что, с целью 1овышения качества обрабатываемого из , в процессе обработки дополнительно измеряют относительное положение круга и изделия вдоль образуюией Ьуба и изменяютвеличину вставки от Ьуля до заданного значения при врезани Ц от заданного 3научения до нуля при вн |ходе шлифовального круга. . 2. Способ по п. 1, отличая) щи и с я тем, что в зав имости от Относительного положения круга и изде |пия уставку изменяют по формуле:
.onivi
1Г
оо
МАКС.
ja + B
UMAKC
.
.0tfm .
LU
О
о где Vo- величина уставки; 1ц - протяженность пятна койтакта изделия с- кругом Q- координата точки касания круга и изделия при номинальной глубине ре зания;
Ъ- ширина изделия. Источники информации, принятые вс внимание при экспертизе:
1. Авторское свидетельство СССР 251354, кл. В23 В 25/06, 1967.
Of О, Og On
- JUU)
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом отвода круга | 1975 |
|
SU541660A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления шлифованием | 1985 |
|
SU1288039A1 |
| Способ автоматического регулирования параметров процесса шлифования | 1978 |
|
SU1139618A1 |
| Способ задания режимов резания при шлифовании цилиндрических зубчатых колес | 1987 |
|
SU1530351A1 |
| Способ автоматического регулирования параметров процесса шлифования | 1973 |
|
SU588108A1 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПЛОСКИМ ГЛУБИННЫМ ШЛИФОВАНИЕМ ПЕРИФЕРИЕЙ КРУГА | 1991 |
|
RU2014209C1 |
| Способ определения глубины резания при шлифовании | 1986 |
|
SU1399097A1 |
О
тШ
:ffSff9f$f$f
U
.3
