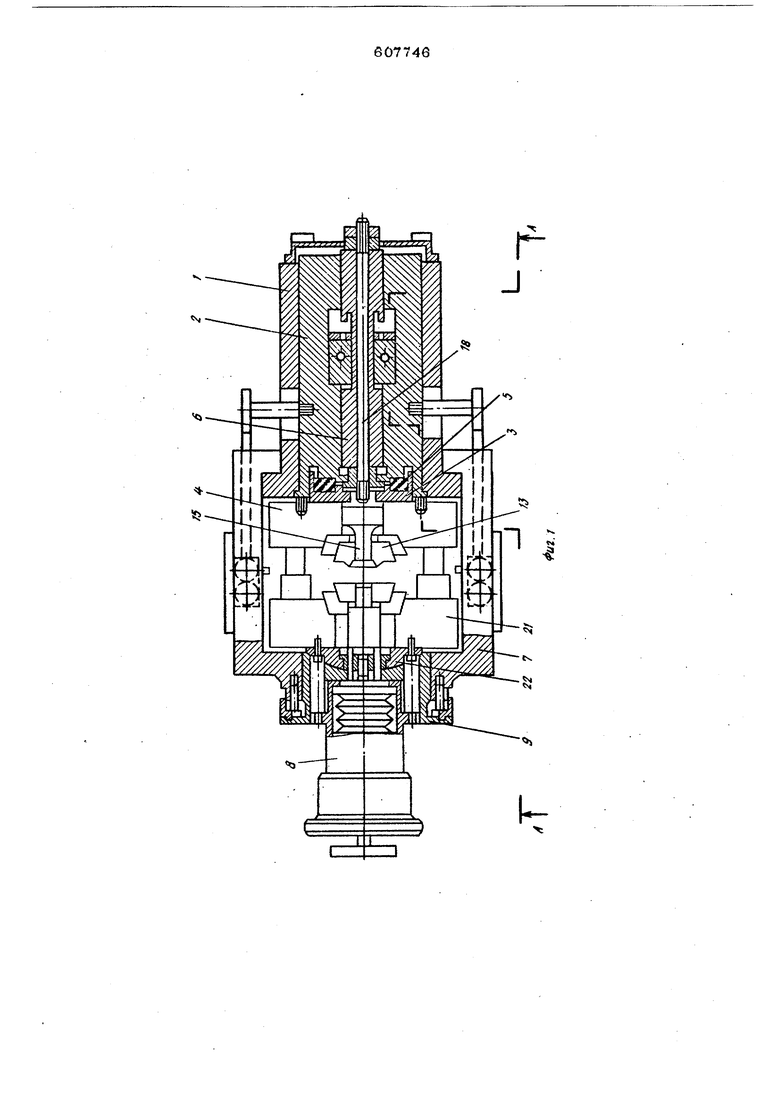
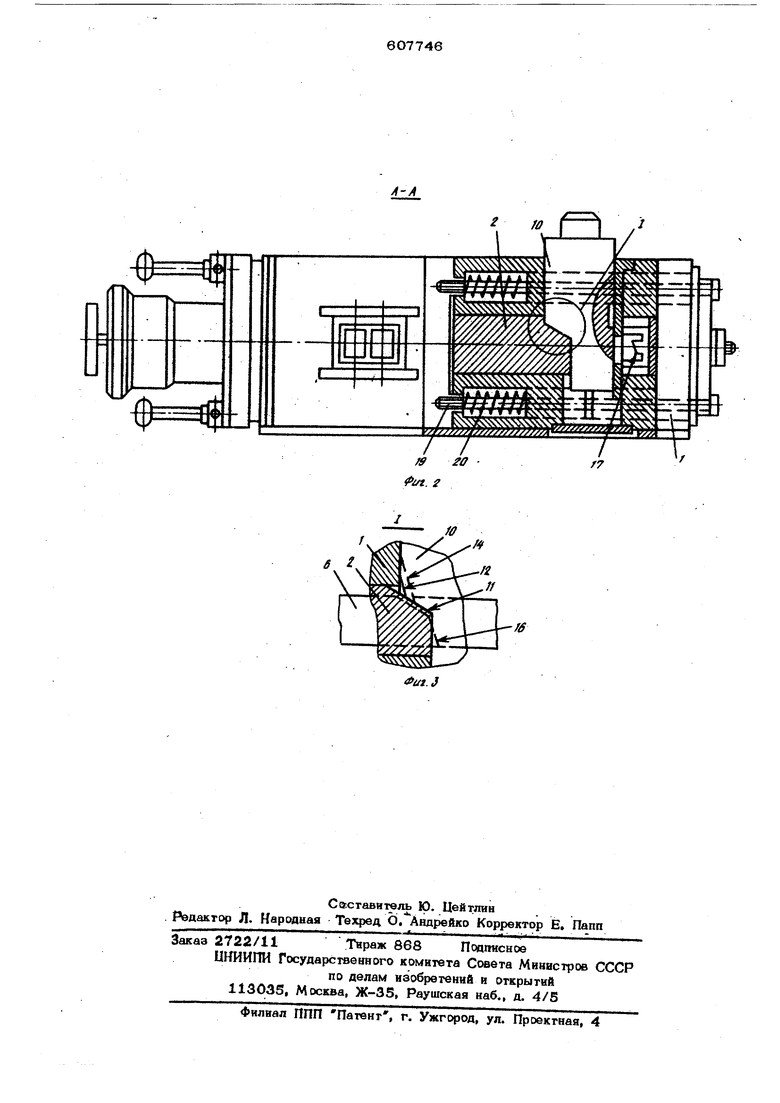
плигу 2 опирается шайба 3, подпружиненная к плите 4 штампа тарельчатыми пружинами 5. В плите подвижно установлен шток 6. С корпусом 1 жестко соединена рама 7, а на ней расположены буфер 8 и неподвижно связанная с ним втулка 9. Приспособление связано с ползуном пр са {на чертеже не показан) при помощи хвостовика 10, на котором имеются четыре пары скосов. Одна пара скосов 11 пре назначена для смыкания штампа, другая 12 - для внэцрения клинового ребра прижима 13 в обрабатываемую заготовку, а третья 14 - для осуществления вырубки детали, которую производит пуансон 15 штампа при взаимодействии скосов .14 со скосами 16, .выполненными на ползуне пресса. Все скосы имеюту лы наклона, обеспо чиваюшие переменную скорость движения деталей шт&мпа.На другой стороне хвостовика также имеется пара скосе 17, которые служат для принудительного выведения пуансона из отхода ленты. Хвостовик штампа (на ч теже не показан) соединен со штоком 6 при помогай винта 18, а плита 4 штампа соединена с корпусом 1 приспособления при помощи винтов 19, на которых установлены пружины 20. Плита 21 штампа жестко соединена с подпятником 22, имеющим сферическую поверхность и шираюшимся на втулку 9. Поворотом втулки регулируют глубину Ьнедрения клинового ребра 13 а материал ааготсжки, а также величину усилий прижи заготовки и зшфытукг высоту штампа. Приспособление работает следующим об разом. Корпус 1 приспособления закрепляют н столе пресса. Хвостовик 10 жеспсо соединяют с ползуном пресса. В корпус 1 ус навливают штамп, хвостовик штампа соеди няют винтом is со штоком 8, плиту 21 штампа - винтами 19 с корпусом 1, а пл ту 4 - с подпятником 22. При опускании ползуна пресса пара ско сов 11 взаимодействует со скосами, выполненными на плите 2, и обеспечивает смыкание штампа. При дальнейшем .опускании пара скосов 12 хвостовика взанмоаействуот с теми же скосами плиты и обеспечивает внедрение клиновидного ребра прижима 13 в обрабатываемую заготовку. В конце хода ползуна пресса вниз третья пара скосов 14 хвостовика взаимодействует со скосами 16, выполненными на штоке 6, опускает пуансон 15 штампа и обеспечивает вырубку детали. Формула изобретения Приспособление к универсальному прессу, содержащее механизм, сообщающий, относительное перемещение пуансону, пряжяму и выталкивателю штампа для чистовой вырубки, связанное с ползуном пресса, отличающееся тем, что, с целью обеспечения возможности регулирования давления прижима и выталкивания и скорости относительного перемещения, механизм выполнен в виде хвостовика, посредством которого он жестко связан с ползуном кресса и который имеет четыре пары скосов с различными углами наклона, подвижной плиты, связанной с прижимом штампа, выполненной с двумя скосами, взаимен действующими с двумя соответствующими скосами хвостовика, и штока, жестко св%занного с пуансоном штампа и выполненным с двумя парами симметрично расположенных скоссе, также взаимодействующих с соответствующими скосами хвостовика. Источники информации, принятые во внимание при экспертизе:. 1.Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки, М, Машиностроение, 1964, с. 144-149. 2.Макина И. А. и др. Современное состояние чистовой вырубки и рекомендации по ее применению на предприятиях Минлегпищемаша.(Обзор), М.,ЦНИИТЭИ легпищемаш, 1973, с. 27-ЗО, фиг. 12.
fJ
«b
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1970 |
|
SU261353A1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для разбортовки полых деталей | 1979 |
|
SU814517A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
/
К
