Изобретение относится к оборудованию производства кирпича и может быть использовано нри создании автоматов-укладчиков керамических камней и силикатного кирпича.
Цель изобретения новынюнае точносш управления.
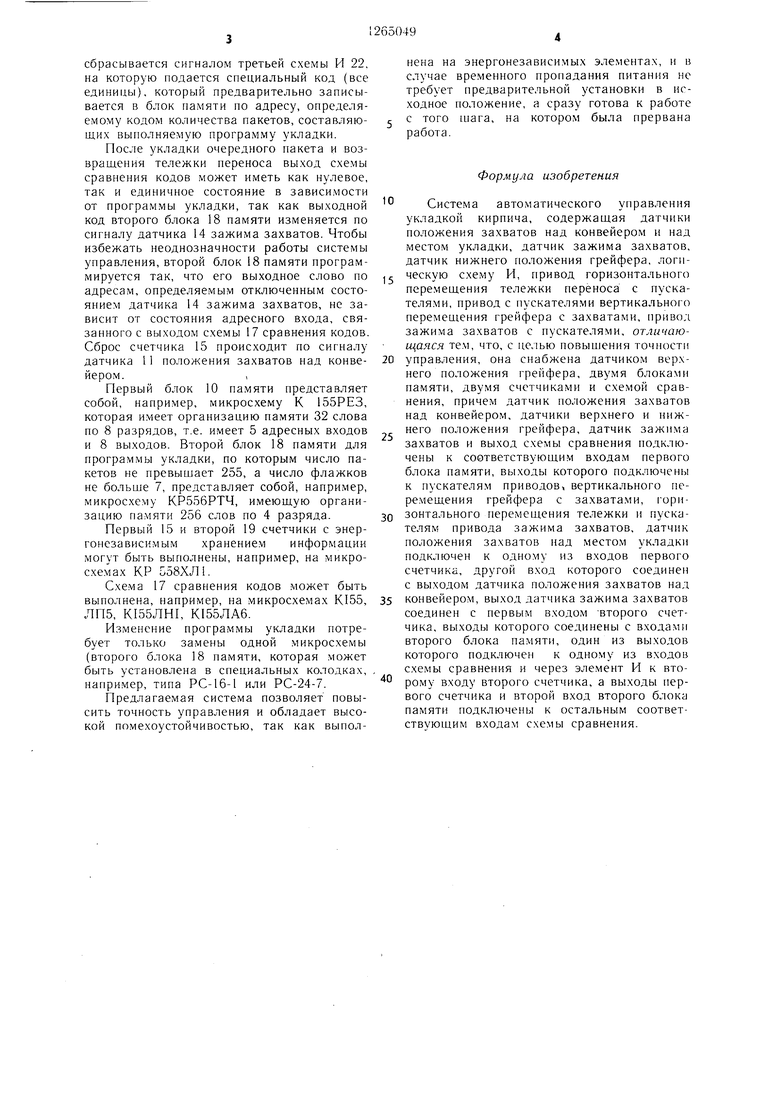
На фиг. 1 нриведена структурная схема системы автоматического уирав.пения укладкой кирпича; на фиг. 2 автомат-укладчик
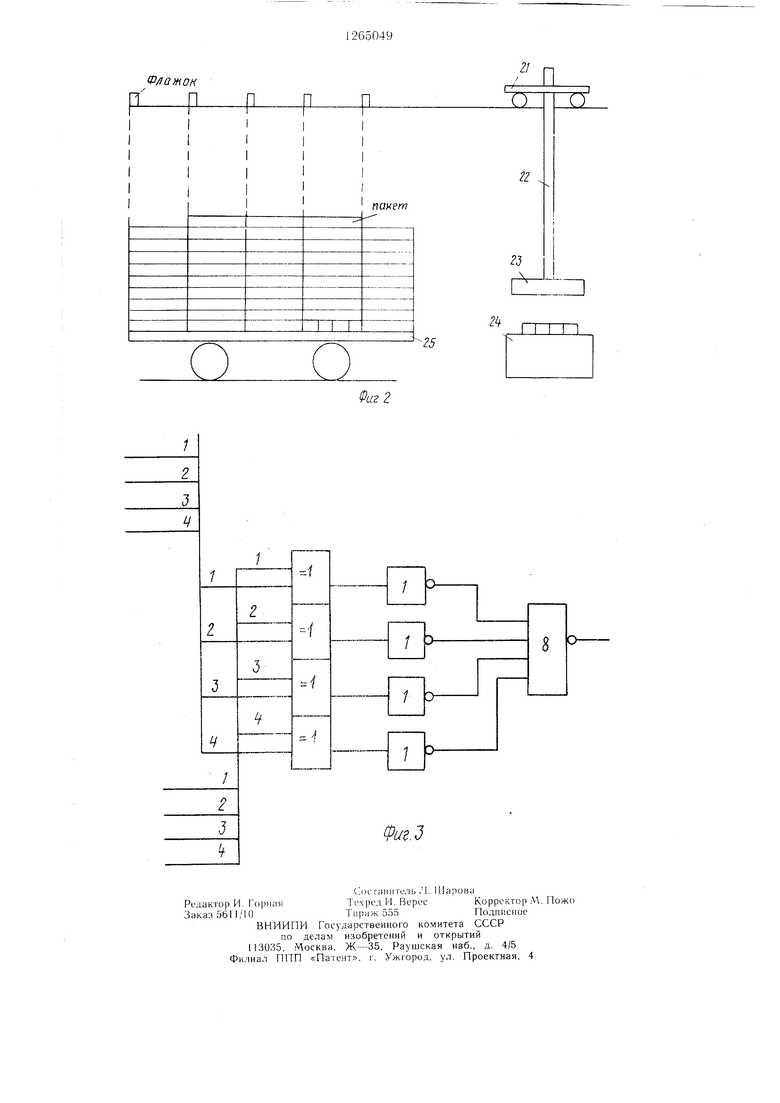
:Кирпича (ноказано расположение флажков по ходу движения тележки переноса и пример укладки 11акето15 кирпича па вагонетку по одпой из возможных пр01рамм); на фиг. 3 - схема сравиения кодов (для случая
сравнения двух четырехразгрузочных кодов) Система содержит нривод 1 |-оризонтального неремещения тележкп перспоса с пускателями 2 и 3, привод 4 с пускателями о и 6
.вертикального перемен1С1 ия грейфера с захватами при1юд 7 зажима захватов с пускателями 8 и 9, причем все пускатели подключены к выходам первого блока 10
: намяти, к входам которого 1одк.:поче1Н:)1 датчик 11 положения захватов над конвейером, датчики верхнего 12 и нижнего 13 положений грейфера, датчик 14 зажима захватов, первый счетчик 15, к счетному входу которого подключен датчик 16 положения захватов над местом укладки, а кодовые выходы связаны с первой гругпюй входов схемы
17сравнения кодов, к второй группе входов KOTOpoiO подключены выходы второго б;1ока
18намяти, адресные входы которо о соединены с кодовыми выходами второго счетчика 19, сбросовый вход которого через схему И 20 связан с выходами второго блока 18 памяти, сбросовый вход первого счетчпка 15 связап с выходом датчика 11 положения захватов пад конвейером, а выход схемы 17 сравпегн1я кодов связан с одним из адресных входов первого б,;1ока 10 памяти.
Тележка 21 переноса снимает с номо1пью грейфера 22 с захватами 23 пакеты кирпича е коивейера 24, перемещает их в вагонетке 25 и укладывает в иослСлТовательноети, указанной на фиг. 2.
Система работает следуюш.им образом.
В исходном состоянии счетчики 15 и 19 сброшены, а блоки 10 и 18 памяти запрограммированы предварительно.Причем первы блок памяти, имеюп1ий пять входов п П1есть выходов, программируется так, что каждому состоянию автомата, определяемому выходными сигналами датчиков И-14 и выходом схемы И, поступающими на адресные входы блока 10, однозначно определено выходное слово (6 бит), иредопреде.чяюндее необходимость включения или выключения тех или иных пускателей, воздействуюа их на соответствующие приводы. Второй блок 18 намяти нр01рам.мируется так, что каждому выходному коду счетчика 19, онределяюще.му номер пакета, и 11остунаюи1,ему па адресные
входы второго блока 18 памяти, ставится в соответетвие выходное слово (код), определяющее необходимое количество ф,1ажков, которое пересечет датчик положения захватов над местом ук;1адки до остановки те.чежки нереноеа нрн работе автомата по определенной программе укладки. Емкость второго блока на.мяти онределяегся количеством накетов, укладываемых на вагонетку, и числом флажков. В примере (фиг. 2) количество пакетов равпо сорока восьми, а количество флажков равпо пяти. Следовательно, блок намяти должен иметь не менее гнести входов (2- 1 ) и трех выходов ( ).
Пуск системы унрав.чения осуществляется но сигналу с нресса о том, что сформирован пакет. Этот еигпал поступает на вход выбора криста.чла блока 10 памяти (не показан). По этому сигпа.чу б.юк И) выходит из высокоимг;едансно|-о соетоя1П1я и включает исполнительные механизмы движения грейфера к конвейеру за пакетом, подавая пужный выходной код на входы нускате.чей. В момент срабатывания датчика 13 нижнего положения грейфера выходное слово первого блока 10 памяти отключает привод вертикального перемепгения грейфера с захвата.ми и включает иривод зажима захватов. После срабатывания датчика 14 зажима захватов блок 10 памяти выдает выходное слово, по которому отк,тючается привод зажима захватов п включается нривод подъема грейфера. Движение грейфера вверх продолжается до срабатывания датчика 12 верхнего ноложепия грейфера, си1-нал которого изменяет в очередной раз адрес выходного слова блока 10 памяти. Происходит останов вертикального движения грейфера и включается иривод горизонтального пег)емеп1епия тележки переноса к месту укладки. При своем движении датчик 16 ноложе1 ия захг.атов над местом укладки, установлещп й па тележке переноса, проходит через тележки, установленные по ходу тележки (фиг. 2). При пересечении флажка датчик 16 выдает импульс. Импульсы с датчика 16 поступают на счетный вход первого счетчика 15 с энергонезависимым хранением информации, изменяя его выходной код, поступающий иа первую грхнпч входов схемы 17 сравнения кодов, на вторхю rpyiniy входов которой иостунает код второго блока памяти, определяюии-в-к сколько флажков до остановки тележки переноса до.1жеп пересечь датчик 16 нри укладке определе:;пого по счету пакета. Счет пакетов производитея счетчиком 19 по сигналу датчика 14 зажима захватов. Датчик 14 из.меняет свое состояние один раз за время укладки одного пакета, выдавая в счетчик 19 но одному импульсу. Импульс в счетчик 19 запиеывается но заднему фронту cnina.ia латчнка 14.
После укладки ноеледнеп: гя.ки:;:, определяемого нрограм.мой уклал.. с-1д-;чик 19
сбрасывается сигналом третьей схемы И 22, на которую подается специальный код (все единицы), который предварительно записывается в блок памяти но адресу, определяемому кодом количества пакетов, составляющих выполняемую программу укладки.
После укладки очередного пакета и возвращения тележки нереноса выход схемы сравнения кодов может иметь как нулевое, так и единичное состояние в зависимости от программы укладки, так как выходной код второго блока 18 памяти изменяется по сигналу датчика 14 зажима захватов. Чтобы избежать неоднозначности работы системы управления, второй блок 18 памяти программируется так, что его выходное слово по адресам, определяемым отключенным состоянием датчика 14 зажима захватов, не зависит от состояния адресного входа, связанного с выходом схемы 17 сравнения кодов. Сброс счетчика 15 происходит по сигналу датчика 11 положения захватов над конвейером.,
Первый блок 10 памяти представляет собой, например, микросхему К 155РЕЗ, которая имеет организацию памяти 32 слова по 8 разрядов, т.е. имеет 5 адресных входов и 8 выходов. Второй блок 18 памяти для программы укладки, по которым число пакетов не превышает 255, а число флажков не больще 7, представляет собой, например, микросхему КР556РТЧ, имеющую организацию памяти 256 слов по 4 разряда.
Первый 15 и второй 19 счетчики с энергонезависимым хранением информации могут быть выполнены, например, на микрос.хемах КР 558ХЛ1.
Схема 17 сравнения кодов может быть выполнена, например, на микросхемах К155, ЛП5, К155ЛН1, К155ЛА6.
Изменение программы укладки потребует только замены одной микросхемы (второго блока 18 памяти, которая может быть установлена в специальных колодках, например, типа РС-16-1 или РС-24-7.
Предлагаемая система позволяет повысить точность управления и обладает высокой помехоустойчивостью, так как выполнена на энергонезависимых элементах, и в случае временного пропадания питания не требует предварительной установки в исходное положение, а сразу готова к работе с того тага, на котором была прервана работа.
Формула изобретения
О Система автоматического управления укладкой кирпича, содержащая датчики положения захватов над конвейером и над местом укладки, датчик зажима захватов, датчик нижнего положения грейфера, логиj ческую схему И, привод горизонтального перемещения тележки переноса с пускателя.ми, привод с пускателями вертикального перемещения грейфера с захватами, привод зажима захватов с пускателями, отличающаяся тем, что, с целью повышения точности
0 управления, она снабжена датчиком верхнего положения грейфера, двумя блоками памяти, двумя счетчиками и схемой сравнения, причем датчик положения захватов над конвейером, датчики верхнего и нижнего положения грейфера, датчик зажима захватов и выход схемы сравнения нодключены к соответствующим входам первого блока памяти, выходы которого подключены к пускателям приводов, вертикального перемещения грейфера с захвата.ми, гори0 зонтального перемещения тележки и пускателям привода зажима захватов, датчик положения захватов над местом ук 1адки подключен к одному из входов первого счетчика, другой вход которого соединен с выходом датчика положения захватов над
5 конвейером, выход датчика зажима захватов соединен с первым входом -второго счетчика, выходы которого соединены с входами второго блока памяти, один из выходов которого подключен к одному из входов схемы сравнения и через элемент И к второму входу второго счетчика, а выходы первого счетчика и второй вход второго блока памяти подключены к остальным соответствующим входам схемы сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления укладкой кирпича | 1988 |
|
SU1609672A1 |
| Устройство для автоматического управления укладкой кирпича | 1983 |
|
SU1209544A1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| УСТРОЙСТВО для ПРОСТРАНСТВЕННО-ВРЕМЕННОГО СЕЙСМИЧЕСКОГО АНАЛИЗА | 1973 |
|
SU393742A1 |
| Система автоматического управления укладкой кирпича | 1985 |
|
SU1315325A1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СОРТИРОВКОЙ ГРУЗА | 1970 |
|
SU275841A1 |
| Устройство для адресования транспортного средства | 1987 |
|
SU1618706A1 |
| Устройство для сопряжения ЭВМ | 1986 |
|
SU1381534A1 |
| Устройство обмена информацией управляющей вычислительной машины с объектами управления | 1975 |
|
SU547761A1 |
Изобретение относится к оборудованию для производства кирпича и может быть исиользовано при создании автоматовукладчиков керамических камней и си.шкатного кирпича. Цель изобретения состоит в новышении точности управления. Система содержит привод 1 горизонта,1ьного перемещения тележки нереноса с пускателями 2 и 3, привод 4 вертикального перемещения грейфера с захватами и пускате.ш привода 5 и 6, привод 7 зажима захватов с пускателями 8 и 9, первый блок намяти 10. датчик 11 положения захватов над конве йером, датчики верхнего 12 и нижне () Л иоложения грейфера, датчик 14 зажима захватов, иервый счетчик 15, датчик 16 но/южения захватов над местом укладки, схему сравнения 17, второй блок намяти 18, второй счетчик 19, логическую И 20. 3 ил. Ф (Л ю о: СП о 4 СО
| Автомат для съема кирпича сКОНВЕйЕРА | 1979 |
|
SU829436A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР ,М 662357, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
