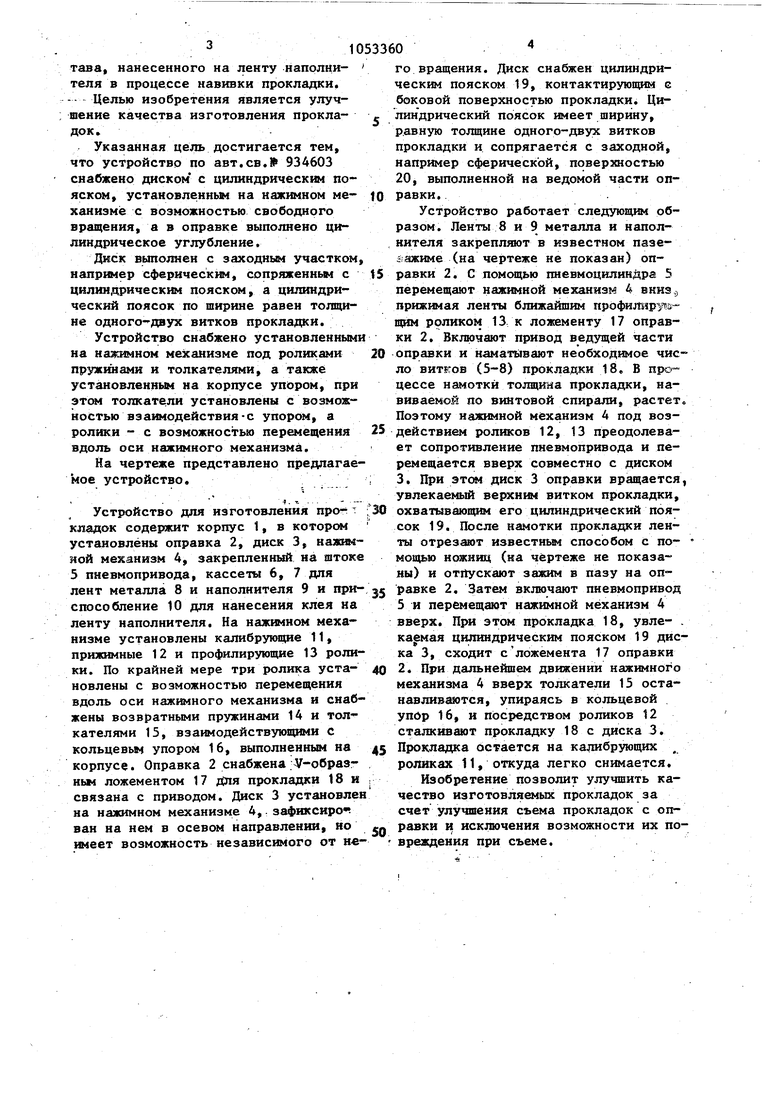
тава, нанесенного на ленту наполнителя в процессе навивки прокладки. - Целью изобретения является улучшение качества изготовления прокладок. Указанная цель достигается тем, что устройство по авт.св.IP 934603 снабжено диском с цилиндрическим пояском, установленньм на нажимном механизме с возможностью свободного вращения, а в оправке выполнено цилиндрическое углубление. Диск выполнен с заходным участком например сферическим, сопряженным с цилиндрическим пояском, а цилиндрический поясок по ширине равен тохпцине одного--двух витков прокладки. Устройство снабжено установленным на нашшном механизме под роликами прижимами и толкателями, а также установленным на корпусе упором, при этом толкатели установлены с возможностью взаимодействия -с упором, а ролики - с возможностью перемещения вдоль оси нажимного механизма. На чертеже представлено предлагае мое устройство. Устройство для изготовления прог кладок содержит корпус 1, в которсм установлены оправка 2, диск 3, нажюг ной механизм 4, закрепленный на шток 5 пневмопривода, кассеты 6, 7 для лент металла 8 и наполнителя 9 и при способление 10 для нанесения клея на ленту наполнителя. На нажимном механизме установлены калибрующие 11, прижимные 12 и профилирующие 13 роли ки. По крайней мере три ролика установлены с возможностью перемещения вдоль оси нажимного механизма и снаб жены возвратньми пружинами 14 и толкателями 15, взаимодействующими с кольцевьм упором 16, выполненным на корпусе. Оправка 2 снабжена У-образньк ложементом 17 Для прокладки 18 и связана с приводом. Диск 3 установле на нажимном механизме 4,., зафшссиро ван на нем в осевом направлении, ио имеет возможность независимого от н« го вращения. Диск снабжен цилиндрическим пояском 19, контактирующие с боковой поверхностью прокладки. Цилиндрический поясок имеет ширину, равную толщине одного-двух витков прокладки и сопрягается с заходной, например сферической, поверхностью 20, выполненной на ведомой части onравки. Устройство работает следующим образом. Ленты 8 и 9 металла и наполнителя закрепляют в известном пазезажиме (на чертеже не показан) оправки 2. С помощью пневмоцилиндра 5 перемещают нажимной механизм 4 вниз,; прижимая ленты ближайшим профилируем- щим роликом 13 к ложементу 17 оправки 2. Включают привод ведзпцей части оправки и наматывают необходимое число витков (5-8) прокла,дки 18. В процессе намотки толщина прокладки, навиваемой по винтовой спирали, растет. Поэтому нажимной механизм 4 под воздействием роликов 12, 13 преодолевает сопротивление пневмопривода и перемещается вверх совместно с диском 3. При ЭТСИ4 диск 3 оправки вращается, увлекаемый верхние витком прокладки, охватывающим его цилиндрический поясок 19. После намотки прокладки ленты отрезают известным способом с помощью ножниц (на чертеже не показаны) и от11ускают зажим в пазу на оправке 2. Затем включают пневмопривод 5 и перемещают нажимной механизм 4 вверх. При этом прокладка 18, увле- . цилиндрическим пояском 19 диска 3, сходит сложемента 17 оправки 2. При дальнейшем движении нажимного механизма 4 вверх толкатели 15 останавливаются, упираясь в кольцевой упор 16, и посредством роликов 12 сталкивают прокладку 18 с диска 3. Прокладка остается на калибрующих . роликах 11, откуда легко снимается. Изобретение позволит улучшить качество изготовляемых прокладок за счет улучшения съема прокладок с оправки и исключения возможности их повреждения при съеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1226730A1 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| Установка для изготовления асбестометаллических прокладок | 1980 |
|
SU963871A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1071342A1 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОНАВИТЫХ ПРОКЛАДОК | 1992 |
|
RU2015765C1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |

УСТРОЙСТВО ДПЯ ИЗГОТОВЛЕНА ПРОКЛАДОКпо авт. ев, 934603, о тличающее ся тем, что, с целью улучшения качества изготавливаемых прокладок, оно снабжено диском с цилиндрическим пояском, установленным на нажимном механизме с возможностью свободного вращения, а 1 Устройство для изготовления прокладок относится к области.обработки металлов давлением и, в частности к устройствам для изгртовления прокладок, состоящих из чередующихся V-образно профилированных лент металла и наполнителя. В ocHoiBHOM изобретении по авт., с. 934603 описано устройство для изготовления прокладок, состоящих из чередующихся V-образно профилированных лент металла и. наполнителя, Этр устройство содержит корпус, в кото-, ром установлены оправка с приводом, имеющая на торцевой поверхности ложемент для прокладки, и нажимной механизм, выполненный подвижным относительно оправки в осевом направлеоправка выполнена с цилиндрическим углублением. 2 Устройство по п, 1, о т л и ч а ю щ е е с я тем, что диск выпой иен с заходным участком, например . сферическим, сопряженным с цилиндри ческим пояском, а цилиндрический поясок по ширине рдвен толпцгае одногодвух витков прокладки. 3. Устройство по п. t, отличающееся тем, что оно снабжено установленными на нажш-шом механизме ниже роликов пружинами и толкателями, а также установленным на корпусе упором, при этом толкатели установлены с возможностью взаимодействия с упором, а ролики - с воз(Л можностью перемещения вдоль оси нажимного механизма. С нии и несущий калибрующие элементы, сд прижимные и профилирующие ролики, обсо со ращенные своими рабочими -поверзсностями к торцу оправки. На корпусе усо тановлены также кассеты для лент Неталла и наполнителя. . Однако при съеме с устройства готовой прокладки, плотно намотанной на цилиндрическую поверхность оправки, возникают трудности. Съем прокладки производится путем выталкива ния ее стержнями через отверстия ло14) жемента оправки, что может привести к повреждению прокладки.Съем прокладки еще больше усложняется, когда на цилиндрическую поверхность оправки, формующей внутренний диаметр прокладки, попадаютчастицы клеевого сое
f
-{
