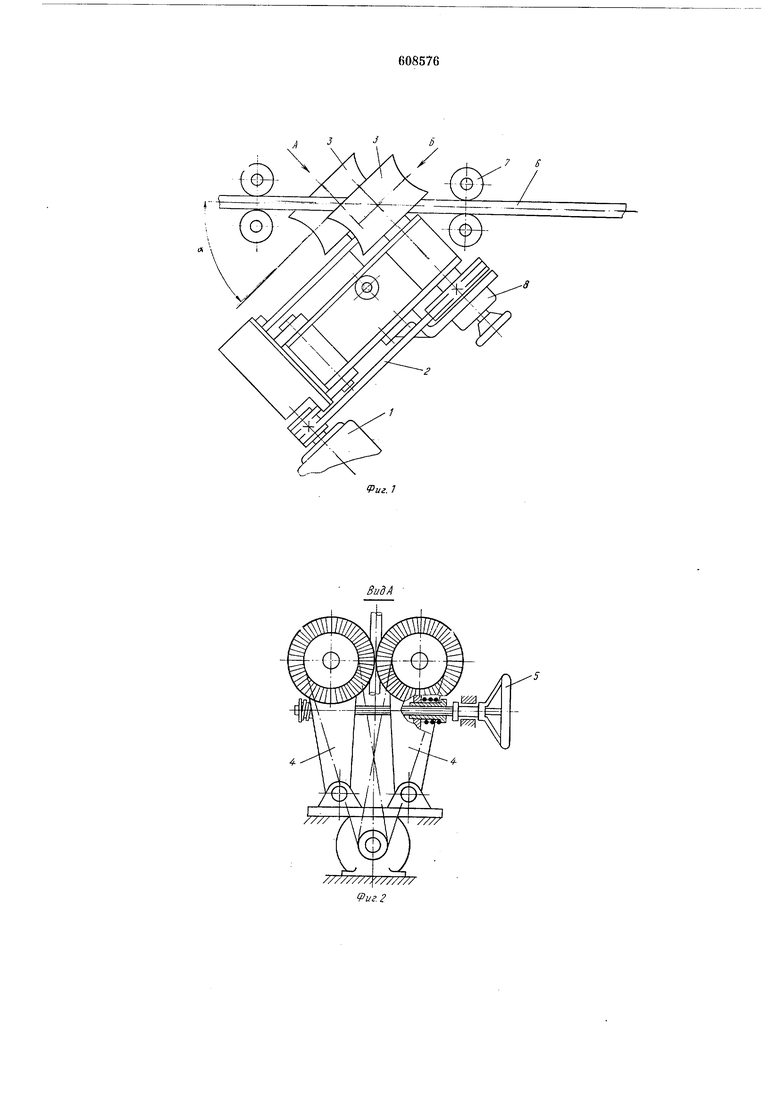
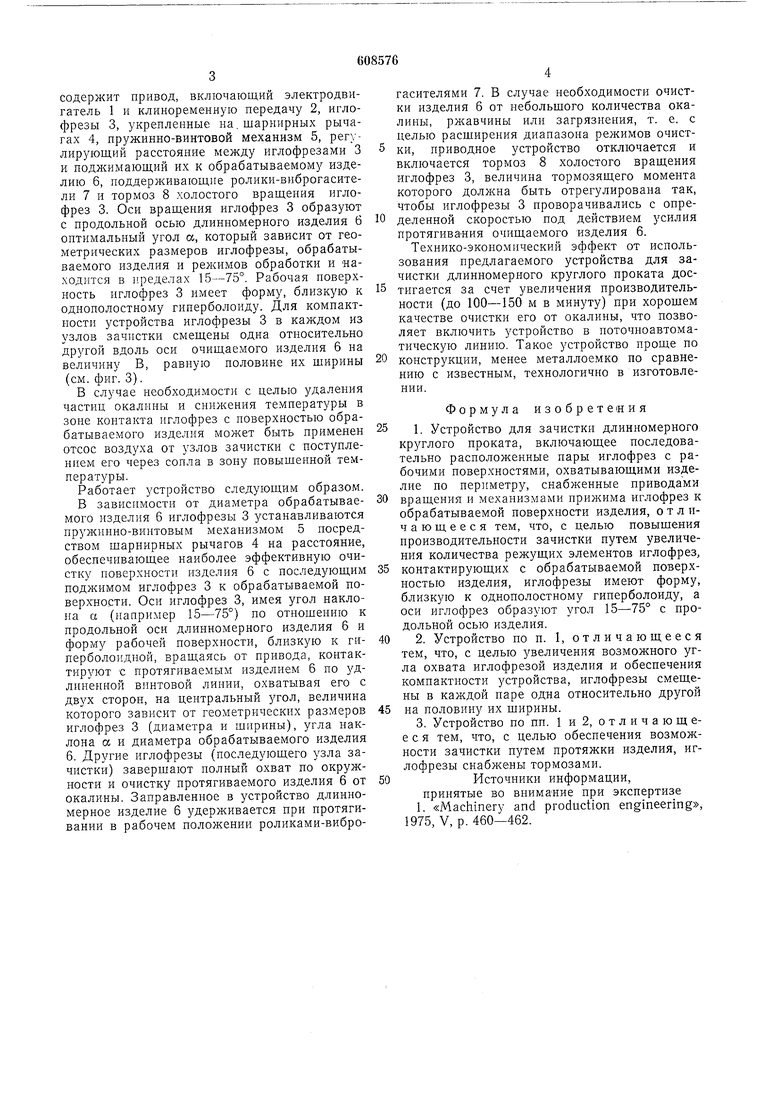
содержит привод, включающий электродвигатель 1 и клиноременную передачу 2, иглофрезы 3, укрепленные на. шарнирных рычагах 4, пружинно-винтовой механизм 5, регулирующий расстояние между иглофрезами 3 и поджимающий их к обрабатываемому изделию 6, поддерживающие ролики-виброгасители 7 и тормоз 8 холостого вращения иглофрез 3. Оси вращения иглофрез 3 образуют с продольной осью длинномерного изделия 6 оптимальный угол а, который зависит от геометрических размеров иглофрезы, обрабатываемого изделия и режимов обработки и находится в пределах 15-75°. Рабочая поверхность иглофрез 3 имеет форму, близкую к однополостному гиперболоиду. Для компактности устройства иглофрезы 3 в каждом из узлов зачистки смещены одна относительно другой вдоль оси очищаемого изделия 6 на величину В, равную половине их щирины (см. фиг. 3).
В случае необходимости с целью удаления частиц окалины и снижения температуры в зоне контакта иглофрез с поверхностью обрабатываемого изделия может быть применен отсос воздуха от узлов зачистки с поступлением его через сопла в зону повышенной температуры.
Работает устройство следующим образом.
В зависимости от диаметра обрабатываемого изделия 6 иглофрезы 3 устанавливаются пружинно-винтовым механизмом 5 посредством шарнирных рычагов 4 на расстояние, обеспечивающее наиболее эффективную очистку поверхности изделия 6 с последующим поджимом иглофрез 3 к обрабатываемой поверхности. Оси иглофрез 3, имея угол наклона а (например 15-75°) по отношению к продольной оси длинномерного изделия 6 и форму рабочей поверхности, близкую к гиперболоидной, вращаясь от привода, контактируют С протягиваемым изделием 6 по удлиненной винтовой линии, охватывая его с двух сторон, на центральный , величина которого зависит от геометрических размеров иглофрез 3 (диаметра и ширины), угла наклона а и диаметра обрабатываемого изделия 6. Другие иглофрезы (последующего узла зачистки) завершают полный охват по окружности и очистку протягиваемого изделия 6 от окалины. Заправленное в устройство длинномерное изделие б удерживается при протягивании в рабочем положении роликами-виброгасителями 7. В случае необходимости очистки изделия 6 от небольщого количества окалины, ржавчины или загрязнения, т. е. с целью расширения диапазона режимов очистки, приводное устройство отключается и включается тормоз 8 холостого вращения иглофрез 3, величина тормозящего момента которого должна быть отрегулирована так, чтобы иглофрезы 3 проворачивались с определенной скоростью под действием усилия протягивания очищаемого изделия 6.
Технико-экономический эффект от использования цредлагаемого устройства для зачистки длинномерного круглого проката достигается за счет увеличения производительности (до 100-150 м в минуту) при хорошем качестве очистки его от окалины, что позволяет включить устройство в иоточноавтоматическую линию. Такое устройство проще по
конструкции, менее металлоемко по сравнению с известным, технологично в изготовлении.
Формула изобретения
1. Устройство для зачистки длинномерного круглого проката, включающее последовательно расположенные пары иглофрез с рабочими поверхностями, охватывающими изделие по периметру, снабженные приводами
вращения и механизмами прижима иглофрез к обрабатываемой поверхности изделия, отличающееся тем, что, с целью повыщения производительности зачистки путем увеличения количества режущих элементов иглофрез
контактирующих с обрабатываемой поверхностью изделия, иглофрезы имеют форму, близкую к однополостному гиперболоиду, а оси иглофрез образуют угол 15-75° с продольной осью изделия.
2. Устройство по п. 1, отличающееся тем, что, с целью увеличения возможного угла охвата иглофрезой изделия и обеспечения компактности устройства, иглофрезы смещены в каждой паре одна относительно другой
на половину их щирины.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью обеспечения возможиости зачистки путем протяжки изделия, иглофрезы снабжены тормозами.
Источники информации,
принятые во внимание при экспертизе 1. «Machinery and production engineering, 1975, V, p. 460-462.
7 S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной очистки круглых изделий | 1981 |
|
SU995955A1 |
| УСТРОЙСТВО МЕХАНИЧЕСКОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2383403C2 |
| Станок для очистки листового проката | 1976 |
|
SU620294A1 |
| Иглофрезерный станок | 1977 |
|
SU673385A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149724C1 |
| Устройство для очистки длинномерных протягиваемых изделий | 1989 |
|
SU1655583A1 |
| Устройство для зачистки проката от окалины | 1991 |
|
SU1831395A3 |
| Устройство для зачистки длинномерного круглого проката | 1986 |
|
SU1380828A1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |