Изобретение относится к области обработки металлов давлением, а именно к пневмотермической формовке деталей из листовых заготовок.
В ряде отраслей промышленности задача повышения качества продукции решается за счет использования современных методов формовки деталей из листовых заготовок. Однако сложность изготовления таких деталей заключается в том, что при формовке часто происходит разрушение заготовки в местах наибольших деформаций.
Из практики известно, что хороших результатов можно достичь при использовании метода сверхпластичности при обработке малопластичных и труднодеформируемых металлов и сплавов. Процесс сверхпластичной формовки (СПФ) позволяет изготавливать изделия сложной формы с большой степенью деформации без разрушения заготовки, путем приложения равномерно распределенного деформирующего усилия к нагреваемой в штампе заготовке и торможения утонения в зонах максимальных деформаций за счет использования дополнительных охлаждающих устройств.
Известен способ, основанный на изменении сопротивления деформации отдельных частей листовой заготовки, имеющих различную температуру в процессе формовки. Неравномерное температурное поле может быть создано на поверхности листовой заготовки либо на поверхности матрицы (О.М. Смирнов, «Обработка металлов давлением в состоянии сверхпластичности», М.: Машиностроение, 1979 г., стр.107-108).
Известна матрица для формовки газом в режиме сверхпластичности, корпус которой выполнен из неметаллического материала и облицован металлическим листом. При этом металлический лист имеет температуру выше температуры сверхпластичности и установлен с возможностью горизонтального перемещения относительно корпуса (см. авторское свидетельство СССР №1389099, МКИ B21D 26/02, от 09.06.1986). Недостатком данного изобретения является то, что перемещение матрицы создает неудобства и усложняет процесс формовки, а также не исключает разрушения формуемой заготовки.
Наиболее близкий к предлагаемому способу, который выбран в качестве прототипа, является способ штамповки деталей из листовых заготовок в состоянии сверхпластичности, осуществляемый путем равномерного распределения деформирующего усилия и торможения утонения в зонах максимальных деформаций за счет нанесения на заготовку сублимирующего покрытия. При достижении в рабочем пространстве матрицы температуры, соответствующей началу процесса формовки, это вещество интенсивно испаряется, что сопровождается поглощением теплоты с участка, на котором оно было нанесено (МПК 2 B21D 26/02, а.с. №539643, от 10.04.1975 г.). Недостатками данного способа являются высокая трудоемкость за счет выполнения подготовительных операций, повышение стоимости за счет приобретения теплоизолирующего покрытия и сложность процесса формовки.
На решение существующей проблемы направлено предлагаемое изобретение, которое позволяет исключить разрушение заготовки на участках с максимальными степенями деформации за счет создания на поверхности матрицы, в зоне ее контакта с заготовкой, неравномерного поля температур с обеспечением уменьшения утонения металла в местах наибольших деформаций, а также за счет использования матрицы с вставками из материала, менее теплопроводного, чем основной материал матрицы, расположенными в местах максимальной деформации заготовки.
Технический результат заявляемого решения заключается в исключении разрушения заготовки на участках с максимальными степенями деформации.
Способ формовки листовой заготовки в режиме сверхпластичности, включающий нагрев заготовки и матрицы, деформирование заготовки путем подачи давления рабочей среды с обеспечением постоянной скорости деформации, достигается за счет того, что на поверхности матрицы, в зоне контакта заготовки и матрицы, создают неравномерное поле температур с обеспечением уменьшения утонения металла в местах наибольших деформаций.
В частном случае исполнения неравномерное поле температур создают за счет применения матрицы, выполненной из материалов, обладающих различной теплопроводностью.
Устройство для формовки листовой заготовки в режиме сверхпластичности, содержащее систему подачи рабочей среды, нагреватели, матрицу с крышкой, образующие рабочую полость для размещения заготовки, причем матрица выполнена с вставками из материала, менее теплопроводного, чем основной материал матрицы, расположенными на поверхности матрицы в местах максимальной деформации заготовки.
Сущность предлагаемого изобретения поясняется чертежами:
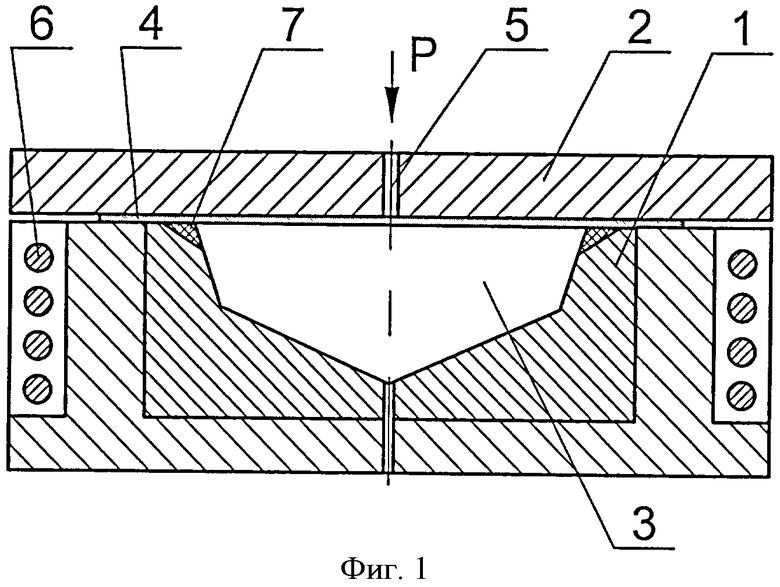
на фиг.1 представлена схема устройства до начала формовки детали из листовой заготовки;
на фиг.2 представлена схема устройства в состоянии формовки листовой заготовки по предлагаемому способу.
Способ формовки листовых заготовок в режиме сверхпластичности осуществляется с помощью устройства, которое содержит матрицу 1 с крышкой 2, образующие рабочую полость 3, в которой размещена заготовка 4, отверстие 5 в крышке 2 служит для подачи рабочей среды, и нагревательный блок 6. При этом матрица имеет вставки 7 из материала, менее теплопроводного, чем материал матрицы.
Способ формовки листовой заготовки в режиме сверхпластичности реализуется с помощью устройства следующим образом.
Устройство предварительно с помощью нагревательного блока 6 нагревают до температуры формовки. Затем в рабочую полость 3 между матрицей 1 и крышкой 2 помещают листовую заготовку 4, выполненную из материала, например алюминия, магния или их сплавов. Крышку 2 опускают, прижимают по контуру для обеспечения герметизации рабочей полости 3 и выдерживают до достижения заготовкой температуры сверхпластичности, причем для алюминиевых и магниевых сплавов она колеблется в пределах 400-500°С. Процесс формовки начинают с подачи рабочей среды в рабочую полость 3. Газ подают через отверстие 5, при этом давление газа изменяется в пределах от 0,1-5,0 МПа по зависимости, обеспечивающей постоянную скорость деформации. Матрица 1 выполнена металлической, а на ее поверхности имеются вставки 7 из материала, менее теплопроводного, чем металл, которые размещены в местах наибольших деформаций заготовки 4, например на кромках, в местах сгиба и т.д. Различная теплопроводность материалов создает неравномерный нагрев заготовки 4. Такое исполнение матрицы 1 приводит к возникновению неравномерного поля температур. Создаваемое поле неравномерных температур обеспечивает уменьшение утонения листовой заготовки в местах, подверженных максимальной деформации, и предотвращает ее разрыв. Вставки 7 выполнены съемными, с возможностью крепления в различных местах, что позволяет расширить номенклатуру получаемых деталей. В качестве частного примера исполнения для материала вставок может использоваться, например, асботекстолит.
После окончания процесса формовки поднимают крышку 2 и удаляют отформованную деталь.
Предлагаемые способ и устройство формовки листовой заготовки в режиме сверхпластичности позволяют уменьшить утонение металла в местах наибольших деформаций, предотвратить разрушение формуемой детали за счет создания неравномерного поля температур и упростить процесс формовки за счет применения матрицы с вставками из менее теплопроводного материала.
Предлагаемое изобретение обеспечивает улучшение качества формовки путем создания неравномерного поля температур, расширение возможностей получения деталей любой геометрии и снижение затрат за счет упрощения оснастки.
Проведенные эксперименты на специально изготовленном штамповом блоке с использованием матрицы с вставками, создающими неоднородное поле температур на поверхности матрицы, подтвердили возможность получения деталей таким способом. С использованием способа и устройства, соответствующих настоящему изобретению, получены детали, качество которых соответствует требуемым нормам, процесс формовки упрощается и снижаются затраты на выполнение работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Устройство для реверсивной пневмотермической формовки листовых заготовок | 1982 |
|
SU1148673A1 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| СПОСОБ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2021056C1 |
| Способ штамповки деталей | 1978 |
|
SU697226A1 |
| Штамп для сверхпластической формовки деталей из листовых заготовок | 1988 |
|
SU1606233A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
Изобретение относится к обработке металлов давлением, а именно к пневмотермической формовке деталей из листовых заготовок. Способ включает нагрев заготовки и матрицы, деформирование заготовки путем подачи давления рабочей среды. При этом обеспечивается постоянная скорость деформации. На поверхности матрицы, в зоне контакта заготовки и матрицы, создается неравномерное поле температур с обеспечением уменьшения утонения металла в местах наибольших деформаций. Устройство содержит систему подачи рабочей среды, нагреватели, матрицу с крышкой, образующие рабочую полость для размещения заготовки. Матрица выполнена с вставками из материала, менее теплопроводного, чем основной материал матрицы. Вставки расположены на поверхности матрицы в местах максимальной деформации заготовки. В результате обеспечивается повышение качества деталей. 2 н. и 1 з.п. ф-лы, 2 ил.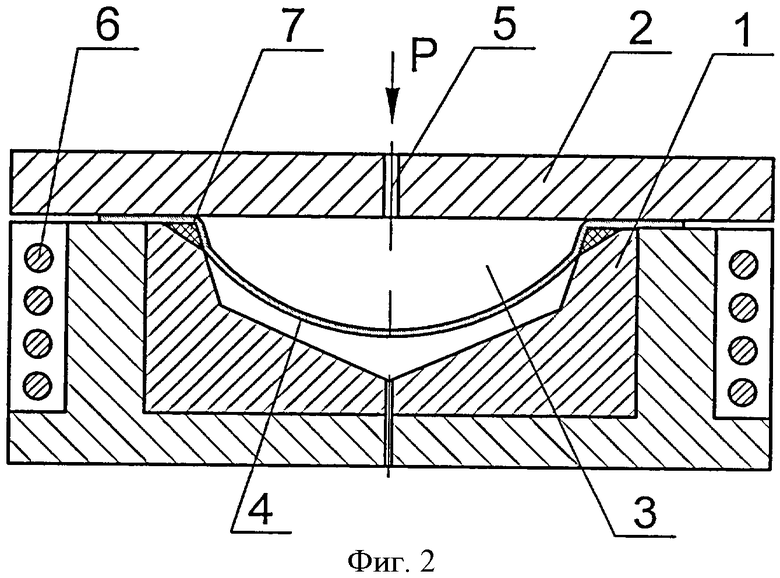
1. Способ формовки листовой заготовки в режиме сверхпластичности, включающий нагрев заготовки и матрицы, деформирование заготовки путем подачи давления рабочей среды с обеспечением постоянной скорости деформации, отличающийся тем, что на поверхности матрицы, в зоне контакта заготовки и матрицы, создают неравномерное поле температур с обеспечением уменьшения утонения металла в местах наибольших деформаций.
2. Способ по п.1, отличающийся тем, что неравномерное поле температур создают за счет применения матрицы, выполненной из материалов, обладающих различной теплопроводностью.
3. Устройство для формовки листовой заготовки в режиме сверхпластичности, содержащее систему подачи рабочей среды, нагреватели, матрицу с крышкой, образующие рабочую полость для размещения заготовки, отличающееся тем, что матрица выполнена со вставками из материала, менее теплопроводного, чем основной материал матрицы, расположенными на поверхности матрицы в местах максимальной деформации заготовки.
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| Устройство для штамповки полых деталей из листовой заготовки в условиях сверхпластичности | 1985 |
|
SU1248699A1 |
| Способ пневмотермической штамповки | 1977 |
|
SU749498A1 |
| WO 2007003285 A1, 11.01.2007 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ МОЩНОСТЬЮ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1995 |
|
RU2090014C1 |

