1
Изобретение относнтся к области металлообработки и может быть использовано при обработке отверстий.
Известна раскатка для чистовой и упрочняющей обработки отверстий, содержащая сепаратор с роликами и корпус, в отверстии которого расиоложен шток со штифтом, связаниый с нажимными коническими втулками, устаиовленными с возможностью осевого перемещения 1.
Однако такая раскатка не позволяет изменять диаметр обработки в широких пределах.
Целью изобретения является расширение технологических возмож}1остей раскатки.
Для этого в предлагаемой раскатке в отверстии корпуса дополнительио установлена полая тяга, на боковой поверхности которой выполнен винтовой лаз, а шток оснащен дополнительным штифтом, предназначенным для взаимодействия с упомянутым винтовым пазом полой тяги.
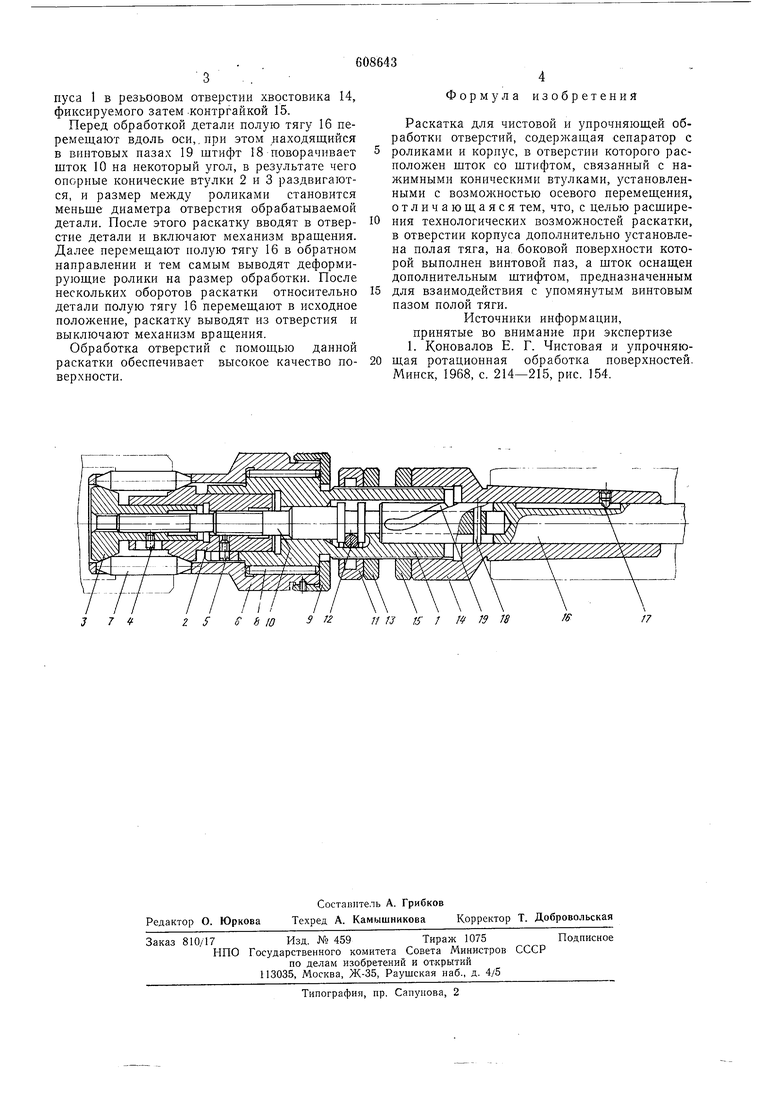
На чертеже изображена предлагаемая рас, катка.
Раскатка содержит корпус 1, в котором помещена задняя опорная коническая втулка 2, в которую вставлена передняя опорная коническая втулка 3. Обе опорные втулки перемещаются вдоль оси раскатки без относительного вращения, поскольку этому препятствуют винты 4 и 5. В пазах сепаратора 6 установлены деформирующие ролики 7. Сепаратор в свою очередь установлен на опорах качения 8 и может вращаться вокруг оси раскатки без осевого перемещения, которому препятствз ет
гайка 9. В корпусе 1 установлен также шток 10, соединенный с помощью резьбы с онорными коиическими втулками 2 и 3. Осевое перемещение щтока 10 рег5лируется гайкой 11 с штифтом 12 и контргайкой 13. На резьбовой
части корпуса установлен хвостовик 14 с контргайкой 15, в котором помещена полая тяга 16, неремещающаяся вдоль оси щтока 10. Провороту полой тяги 16 вокруг оси препятствует винт 17, а имеющийся иа штоке 10
дополнительный штпфт 18 предназначен для взаимодействия с винтовым пазом 19, выполненным на полой тяге 16.
Работа раскатки осуществляется следующим образом.
Раскатка крепится в щпинделе станка, яри этом ее полая тяга 16 соединяется с приводным механизмом, например пневмоцилиндром. Перемещением гайки 11, а следовательно и штока 10 с опориыми коническими втулками 2 и 3 вдоль оси раскатки регулируется положеипе деформирующих роликов в пазах сепаратора в соответствии с обрабатываемым отверстием детали. Регулировку раскатки на
размер обработки производят поворотом корпуса 1 в резьоовом отверстии хвостовика 14, фиксируемого затем .контргайкой 15.
Перед обработкой детали полую тягу 16 перемещают вдоль оси,, при этом находящийся в винтовых пазах 19 штифт 18 поворачивает шток 10 на некоторый угол, в результате чего опорные конические втулки 2 и 3 раздвигаются, и размер между роликами становится меньше диаметра отверстия обрабатываемой детали. После этого раскатку вводят в отверстие детали и включают механизм вращения. Далее перемещают полую тягу 16 в обратном направлении и тем самым выводят деформирующие ролики на размер обработки. После нескольких оборотов раскатки относительно детали полую тягу 16 перемещают в исходное положение, раскатку выводят из отверстия и выключают механизм вращения.
Обработка отверстий с помощью данной раскатки обеспечивает высокое качество поверхности.
4 Формула изобретения
Раскатка для чистовой и упрочняющей обработки отверстий, содержащая сепаратор с роликами и корпус, в отверстии которого расположен шток со штифтом, связанный с нажимными коническими втулками, установленными с возможностью осевого перемещения, отличающаяся тем, что, с целью расширения технологических возможностей раскатки, в отверстии корпуса дополнительно установлена полая тяга, на боковой поверхности которой выполнен винтовой паз, а шток оснащен дополнительным штифтом, предназначенным для взаимодействия с упомянутым винтовым пазом полой тяги.
Источники информации, принятые во внимание при экспертизе 1. Коновалов Е. Г. Чистовая и упрочняющая ротационная обработка поверхностей. Минск, 1968, с. 214-215, рис. 154.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многороликовая раскатка | 1979 |
|
SU825309A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| Раскатка для обработки отверстий в тонкостенных деталях | 1986 |
|
SU1342707A1 |
| Раскатка | 1979 |
|
SU823094A1 |
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |
| Раскатка для обработки конусных отверстий | 1980 |
|
SU876398A1 |
| Раскатка | 1988 |
|
SU1625670A1 |
| Раскатка | 1980 |
|
SU931424A1 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
