(54) РАСКАТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Раскатка для обработки отверстий в тонкостенных деталях | 1986 |
|
SU1342707A1 |
| РОЛИКОВАЯ РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СЛОЖНОЙ ФОРМЫ | 1990 |
|
RU2014986C1 |
| Раскатка | 1980 |
|
SU931424A1 |
| Раскатка | 1974 |
|
SU841937A1 |
| Раскатка для обработки внутренних стенок цилиндров с нессиметрично расположенными по окружности вырезами | 1982 |
|
SU1057259A2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
I
Изобретение относится к металлообработке и может быть использовано при обработке отверстий методом поверхностного пластического деформирования.
Известна раскатка, содержащая оправку, сепаратор с деформирующими роликами и конусную втулку, соединенную с механизмом регулировки диаметрального размера роликов, установленного с возможностью контакта с клиновым копиром 1.
При таком исполнении невозможно обрабатывать отверстия с меняющимся по длине диаметром.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что на оправке выполнены бобышки, в фигурных пазах которых установлена с возможностью осевого перемещения введенная в раскатку пиноль с продольным пазом, предназначенным для размещения в нем копира, при этом последний выполнен в виде пластин, а пиноль снабжена опорным роликом.
Такое выполнение расширяет технологические возможности раскатки.
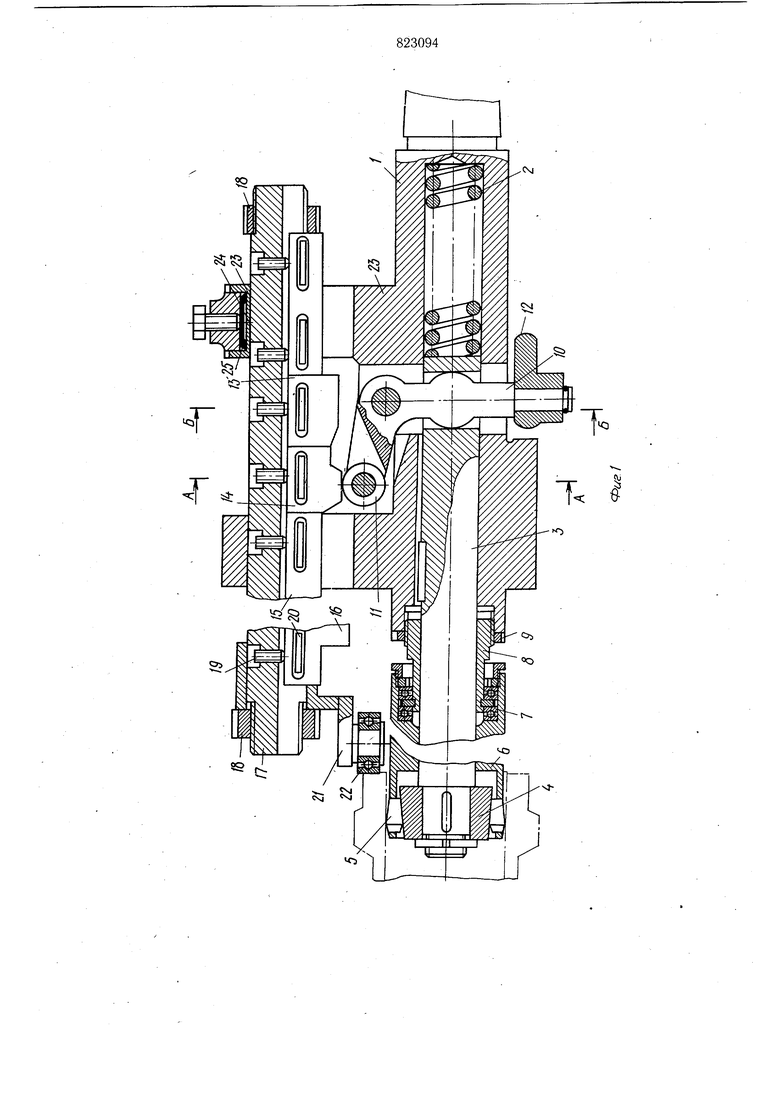
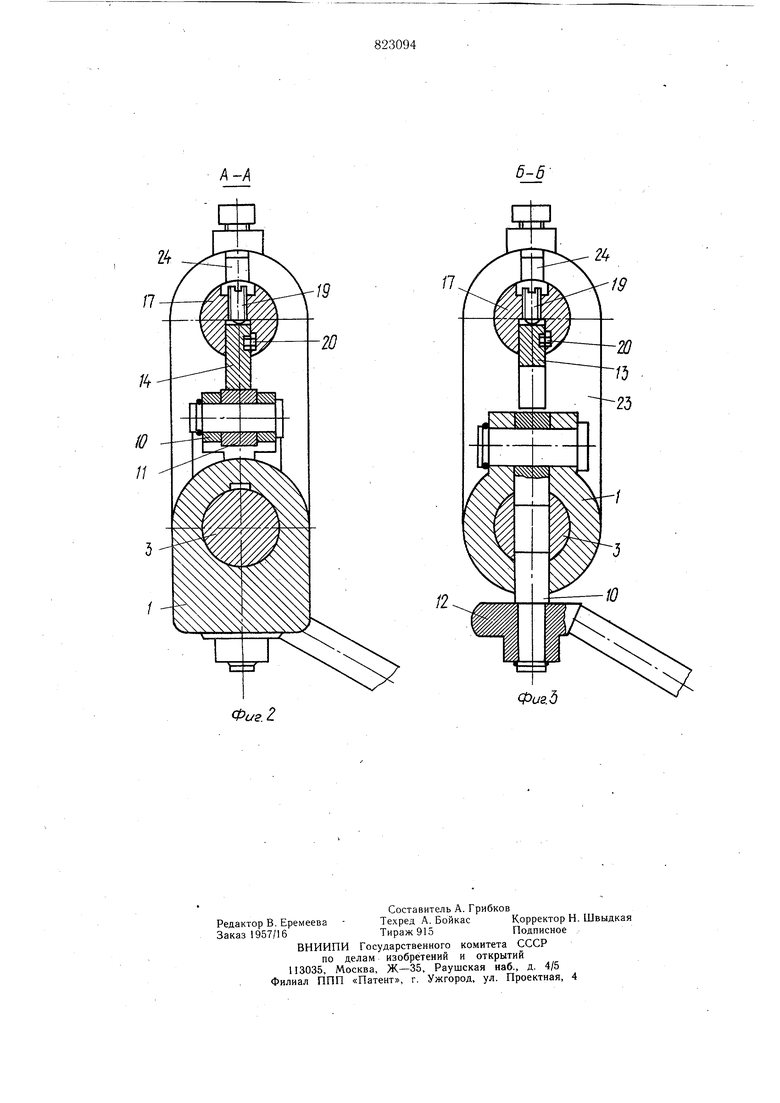
На фиг. 1 представлена раскатка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Раскатка содержит опр-авку 1, в центральном отверстии которой размещены пружина 2 и щток 3 с закрепленной конусной опорной втулкой 4, вокруг которой равномерно расположены деформирующие ролики 5, установленные в сепараторе 6. Сепаратор 6 через упорные шарикоподшипники 7 соединяется с резьбовой муфтой 8, закрепленной в оправке 1 контргайкой 9.. Осевое положение штока 3 устанавливается рычагом 10, щарнирно установленном на оправке 1 и имеющем контактный ролик 11 и эксцентрик 12. Контактный ролик 11 усилием пружины 2 прижат к копиру, выполненному в
виде пластин 13-16, закрепленных в пазу пиноли 17 гайками 18, винтами 19 и пружинами 20. На переднем конце пиноли 17 закреплен кронштейн 21 с опорным роликом 22. Пиноль установлена в отверстии
бобышек 23. Для торможения пиноли 17 в отверстии бобышки 23 установлен фрикцион 24, прижимаемый к пиноли 17 пружиной 25. Настройка раскатки осуществляется следующим образом. Усредненный диаметр раскатки, определяемый по деформирующим роликам 5, настраивается с помощью резьбовой муфты 8. Зависимость между величиной настроечного диаметра раскатки и расстоянием деформирующих роликов от торца изделия определяется профилем и установкой пластин 13-16. Так, копирная пластина 13 определяет заход раскатки в отверстие, пластина 14 - раскатывание по утолщенной стенке, пластина 15 - раскатывание по тонкой стенке, пластина 16 - выход раскатки из отверстия и снижение диаметра раскатки для последующего вывода ее из обработанного отверстия. Раскатка работает следующим образом. В исходном положении пиноль 17 выдвинута вперед до отказа. При вращающейся детали или инструменте осевой подачей раскатка подводится к изделию,- опорный ролик 22 упирается в торец и пиноль 17 с копирными пластинами 13-16 начинает сдвигаться относительно оправки 1 и рычага 10 точно в соответствии с движением раскатки относительно изделия, и контактный ролик 11, повторяя профиль пластинок 13-16, через рычаг 10 и щток 3 меняет диаметр раскатки в заданной зависимости. В конце рабочего хода контактный ролик 11 наезжает на конечный выступ пластины 16 (самый высокий во всем профиле копира) и диаметр раскатки уменьщается до величины, меньшей диаметра обработанного отверстия. Поворотом эксцентрика 12 рычаг 10 закрепляется в таком положении и раскатка выводится из отверстия. Пиноль 17 может быть выдвинута в исходное положение или упором при отводе раскатки из отверстия или после окончательного отвода раскатки каким-нибудь устройством. После этого поворотом эксцентрика 12 рычаг поворачивают до упора контактного ролика 11 в копирную пластину 13. Цикл повторяется. Применение предлагаемой раскатки позволяет значительно повысить точность обработки благодаря учету всех факторов, влияющих на отклонение диаметра обработки от заданной величины. Формула изобретения Раскатка, содержащая оправку, сепаратор с деформирующими роликами и конусную втулку, соединенную с механизмом регулировки диаметрального размера роликов, установленного с возможностью контакта с клиновым копиром, отличающаяся тем, что, с целью расщирения технологических возможностей, на оправке выполнены бобыщки, в фигурных пазах которых установлена с возможностью осевого перемещения введенная в раскатку пиноль с продольным пазом, предназначенным для размещения в нем копира, при этом последний выполнен в виде пластин, а пиноль снабжена опорным роликом. Источники информации, принятые во внимание при экспертизе 1. Коновалов Е. Г. и др. Чистовая и упрочняющая ротационная обработка поверхностей, Минск, 1968. с. 309-311, рис. 200.
S
sj
W
20
Фиг. 2
Фиг.д
