Применяемый способ изготовления плиток с глубинным рисунком состоит в том, что предварительно изготовленный блок глубинного рисунка распиливается поперек на илитки с одноцветным рисунком.
Описываемый способ позволяет получить плитки из блоков с глубинным, многоцветным рисунком и состоит в том, что для изготовления таких блоков в форму накладывают друг па друга ряд слоев различно окрашенного материала и профилируют поверхность каждого слоя. Полученный таким образом многослойный блок затем разрезают поперек на плитки.
Для профилирования слоев материала, накладываелюго в форму, предлагается устройство с примепение: 1 двух вертикальных переставных шаблонов, набранных из отдельных пластинок, один из которых совершает возвратно-поступательное движение вдоль слоев материала, а другой устанавливается неиодвижно и представляет собою упорную стенку формы. Подвижной шаблон профилирован соответственно задан1:оглу рисунку, а упорный-обратно подвижному.
Передняя стенка формы выполнена прозрачной для нанесения на пей рисунка.
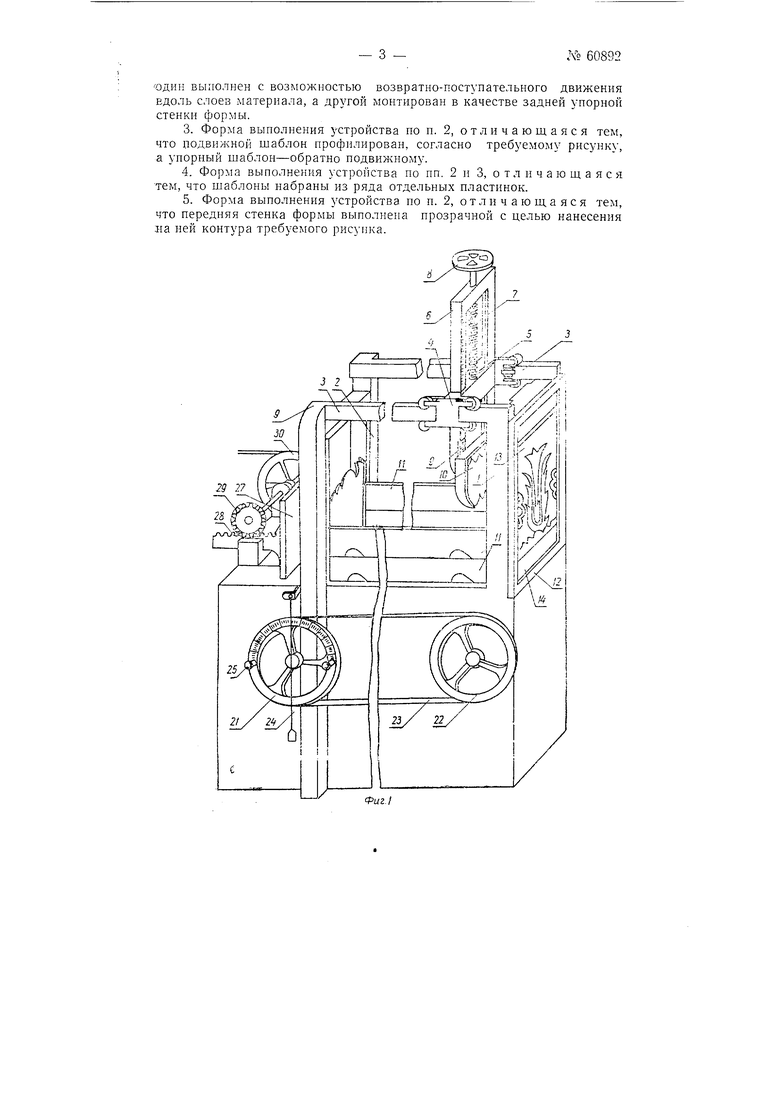
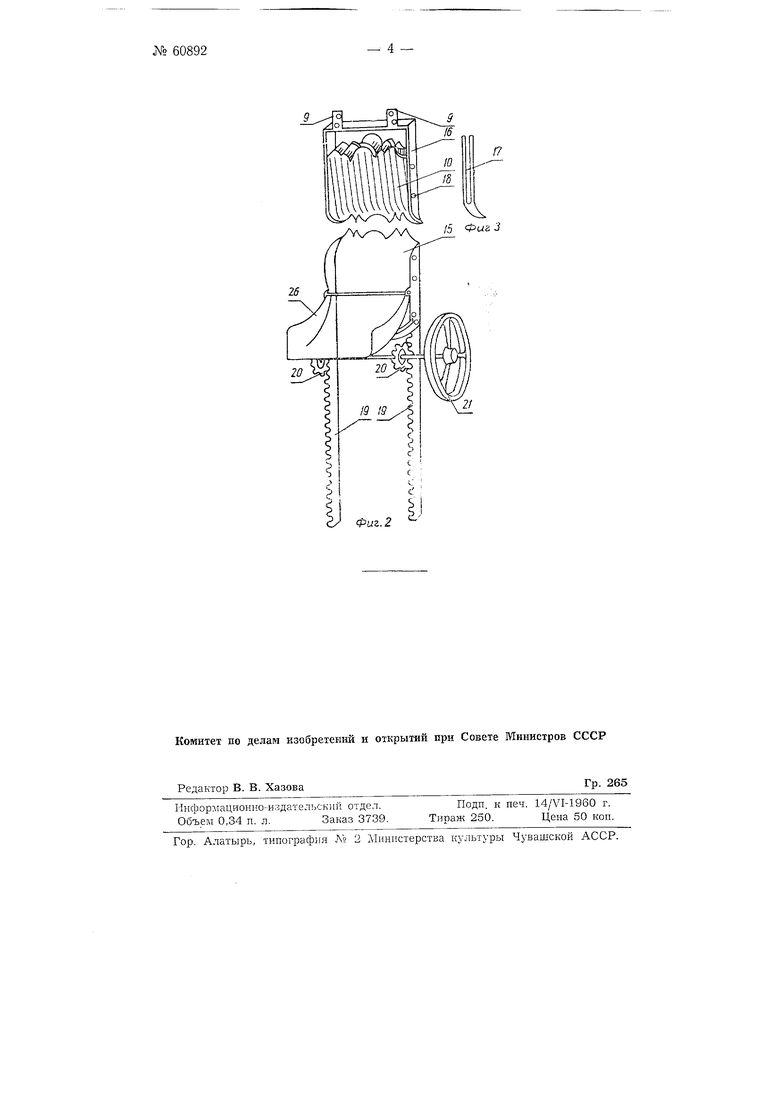
На фиг. 1 показан обш;и вид устройства; на (1л1г. 2 - П1аблоны-подвижный и упорный; на фиг. 3-элемент подвижного шаблона, вид сбоку.
Материалом для изготовления изделий служат вяжушие строительные материалы (белый цемент, гипс, магнезиальный и цветной цементы), красяшие пигменты в порошке, красящие составы, а также : 1атериалы, даюшие в смееи с водой тесто и приобретаюшие ири сравнительно быстром затвердевании достаточную прочность.
Устройство для формования представляет собой станок, состоящий из стоек 1 и 2 с двумя горизонтальными брусьями 3, по которым передвигаются на роликах две каретки 4 с поперечной планкой 5, на которой стаиовлена вертикальная рама 6. Вертикальным винтом 7 и штурвальным маховичком 8 рама 6 передвигается вверх и вниз. К обеим стойкам рамы 6 под поперечной планкой 5 при помоши подвесок 9 прикреплен сменный составной шаблон 10, который перемешается вместе с рамой 6 в вертикальном направлении маховичком 8.
№ 60892- 2 -
Станок в верхней части открыт со всех сторон. В нижней его части 11-0 бокам вставляются доски 11, а спереди он закрывается рамой 12 с лчатовым стеклом 13, на котором нанесен рисунок, подлежащий изготовлению.
Перед стеклом 13 изнутри устанавливается ненодзижный в горизонтальном направлении, но перемещаемый в вертикальной плоскости щаблон 14, имеющий нрофнль, обратный профилю щаблона 10. Нижняя часть станка с задней стороны закрыта между стойками 2 также неподвижным в горизонтальном направлении шаблоном 15, образующим 1 орную стенку формы, расположенную между щаблонами 14 и 15, стенками И и днищем, находящимся на высоте обвязки рамы 12. По;11; жт ой щаблон 10 состоит из открытой снизу рамки 16, в которую вставляются нластинки 17 (фиг. 3), снабженные нродольным пазом.
Пластинки набираются до заполнения всей рамки. В набранном 1;нде пластинки охватываются через продольные пазы двумя стержня п 18, с резьбой и гайками.
Пластинки устанавливаются в рамке б но высоте таким образом, чтобы концы их образовывали требующийся профиль, для чего parvJKa 18 прливигается вплотную к рисунку стекла 13. После проверки нрофи.ля .амка затягивается гайками стержней 18 и щаблон выдвигается по брусьям 3 в крайнее левое положение.
Затем подбираются два нижних П1аблопа И и 15, имеющие по .м две зубчатые рейки 19, сцепляющиеся с П1естеренками 2G. На наружных концах осей щестеренок укренлены шкивы 21, 22, связанные ежду собой передачей 23. На шкиве 21 нанесена шкала, нулевое делеппе которой находится нротив отвеса 24. Поворот щкива 21 рукоят1.г)п 25 вызывает одновременное одинаковое перемещение вверх и вниз (иаблопов 14 и 15 и дает возможность производить их устаповку.
Откидной лоток 26 предохраняет рейку 19 и щестеренку 20 от засорония.
Для подачи готового блока служит плита 27 с зубчатой рейкой 28, сцепляющейся с шестерней 29, вращающейся от шкива 30.
.1.1Я изготовления блока с глубинным рисунком шаблоны 14 и 15 останавливаются по рисунку на стекло 13 поворотом шкива 21. Затем устанавливается шаблон 10 так, чтобы его профиль приходился на уров1-е профилей щаблоиов 14 и 15. После этого рама 12 со стеклом 13 откг-ывается, шаблон 10 отводится в крайнее правое положение, и форма пз шаблонов 14 и 15 стенок Ни днища заполняется тестообразным раствором.
Затем движеиием шаблона 10 по брусьям 3 справа налево затвердевающий раствор ирофплируется, а сострагиваемый излишек удаляется по лотку 26. После затвердения массы щаблоны 14 и 15 перемещаются вверх и переставляются соответствепно толщине очередного слоя на стекле 13; переставляется также и шаблон 10. После установки пх на затвердевшую массу наносится следующий соответствепно окрашенный слой и процесс профилирования повторяется снова. Так продолжается до тех пор, пока не будут нанесены все окрашенные слои блока.
После затвердения блока шаблоны 14 и 15 опускаются вниз и блок подастся плитой на тележку и разрезается на плитки.
Устройство может быть использовано и для изготовления блоков различных профилей без разрезания их на плитки.
Предмет изобретения
1.Способ формования блоков с глубинным цветным рисунком, о тл н ч а ю ш и и с я тем, что в форму накладЕ шают последовательно друг на друга ряд слоев различно окрашенного материала, причем поверхность каждого слоя профилируют.
2.Устройство для осуществления снособа по п. 1, о тл и ч а ю ще ес я тем, что для профилировки слоев материала, накладываемого в форму, применены два вертикально переставных шаблона, пз которых
один выполнен с возможностью возвратно-поступательного движения вдоль слоев .материала, а другой монтирован в качестве задней уиорной стенки формы.
3.Форма выиолнения устройства по п. 2, отличающаяся тем, что подвижной шаблон профилирован, согласно требуемому рисунку, а уиорный шаблон-обратно подвижному.
4.Форма выполнения устройства по пп. 2 и 3, отличающаяся тем, что шаблоны набраны из ряда отдельных пластинок.
5.Форма выполнения устройства по п. 2, отличающаяся тем, что передняя стенка формы выиолнена прозрачной с целью нанесения на ней контура требуемого рисунка.
Фиг./
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления камней с глубинным рисунком | 1945 |
|
SU69211A1 |
| Способ и устройство для производства глубинной живописи | 1947 |
|
SU77081A1 |
| Станок для насадки колодок в валеную обувь | 1930 |
|
SU19789A1 |
| Станок для обточки изделий по спирали | 1936 |
|
SU49713A1 |
| Установка для группового изготовления сжатых железобетонных призматических элементов | 1982 |
|
SU1104222A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОЙ ГИБКОЙ ИЗ ЛИСТА ИЗДЕЛИЙ СЛОЖНОЙ КРИВИЗНЫ | 1970 |
|
SU264323A1 |
| Способ инкрустации изделий | 1979 |
|
SU827332A1 |
| Способ шероховки покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1164058A1 |
| Станок для двусторонней гибки деталей из труб | 1981 |
|
SU997904A1 |
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |