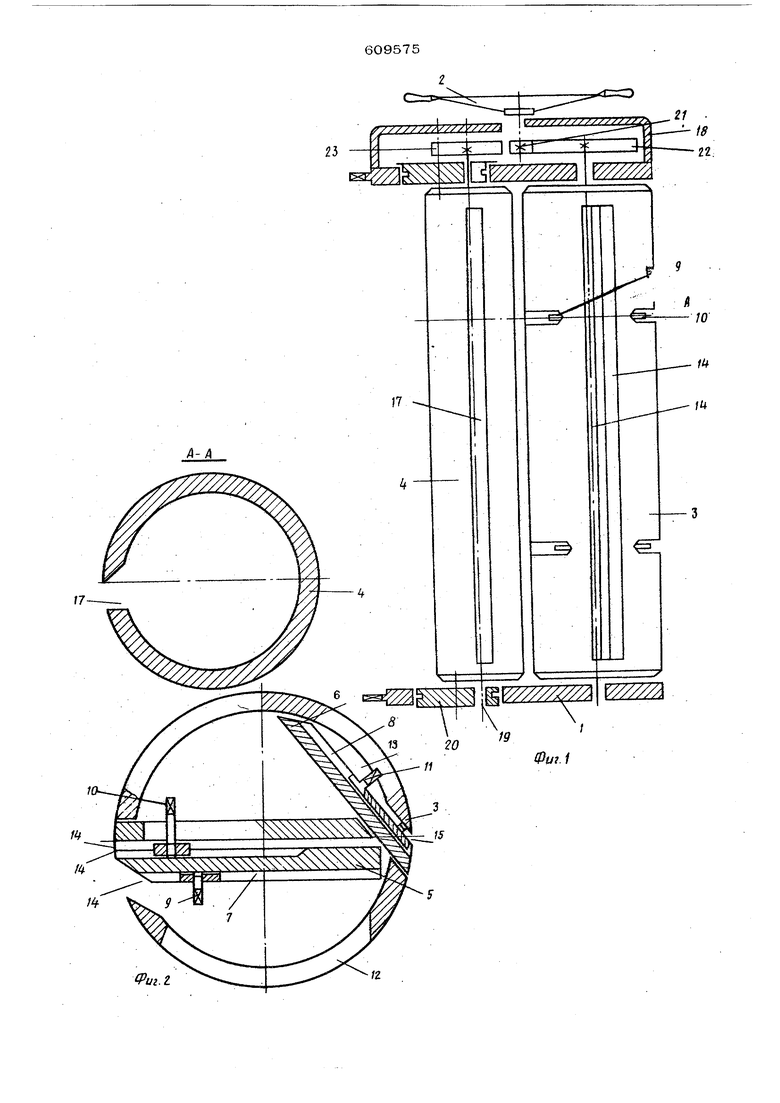
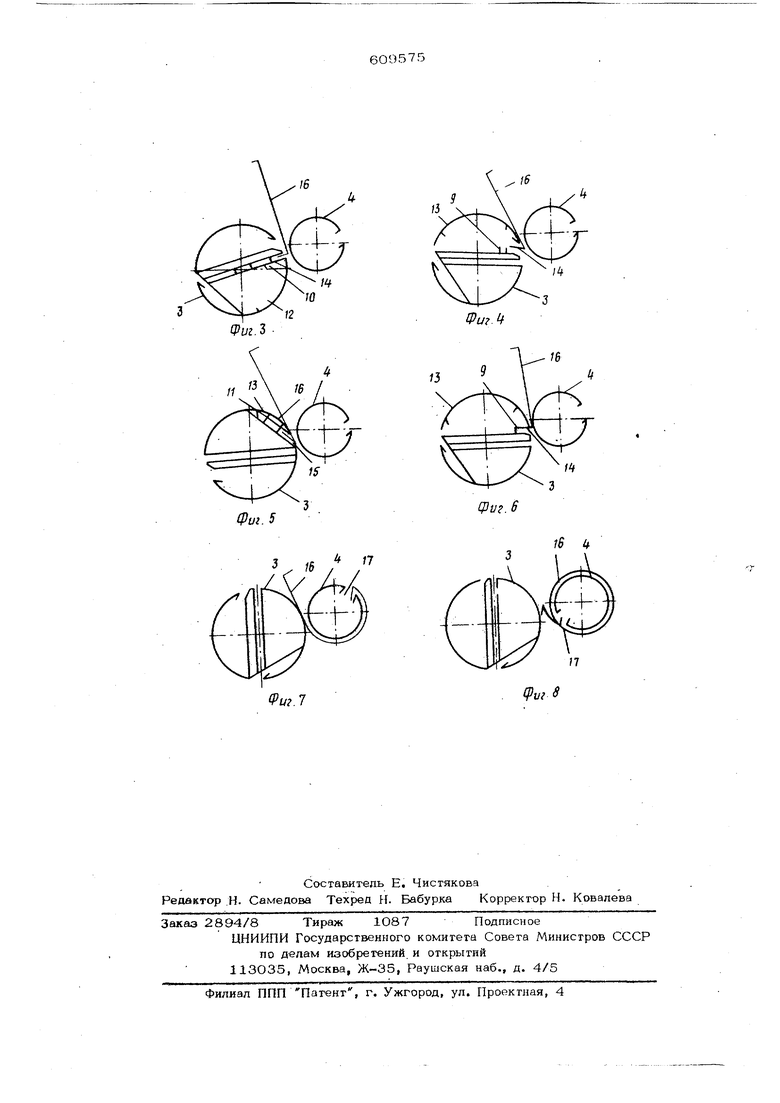
Валок 4 также выполнен пусгогелым и имеет .гнездо 17 для установки конца загоговки. Пуансон 3 соединен с валком 4 посредством зубчатой передачи, заключенной в к жух 18, Ось 19 вапка 4 установлена в эксцентрической втулке 2О для изменения зазора между валком 4 и пуансоном 3 смены валПривод станка осуществляется штурвалом 2, ось которого установлена в эксцентрике (на ({airi. не показан) для переключения промежуточной шестерни 21 между шестернями 22 пуансона и 23 валка при осуществлении операции. Процесс загибки кромок листовых заготовок осуществляется следующим образом. В пуансоне 3 через окно12 устанавливают на заданную величину кромки загртовки упор 10. С помощью штурвала 2 промежуточную шестерню 21 подключают под шестерню 22, устанавливают пуансон в рабочее положение закладывают заготовку 16 в паз 14 до упора 1О и поворачивают пуансон, примерно на 5О-6ОО. На фиг. 3,4 и 6 показаны варианты изготовления углов на заготовках типа оконны отливов. Операция выполнения изгибов ана логична описанной. Для получения углов загиба под наклоном 35 заготовку, например, для дистов рядово го покрытия устанавливают в гнездо 15 и . проворачивают пуансон 3.Дааее для вальцовки подвесного желоба .промежуточную шестерню 21 переключают нд шестерню 23 и устанавливают валок в рабочее положение. Угол загиба заготовки устанавливают в гнездо 1 7и проворачивают валок 4 до получения необходимого профиля заготовки. На . 8 изображен вариант вальцовки водосточной трубы. Предлагаемое устройство позволяет изготавливать механизированным способом все виды кровельных изделий при простой и удобной переналадке. Трудоемкость изготовления устройства незначительна, конструкция его простая, ;что позволяет Изготовить его на любом предприятии, располагающем механическими мастерскими. Экономический эффект будет достигнут за счет повышения производительности .труда. Формула изобретения Устройство для гибки заготовок из тонкого листового материала, содержащее размещенные в корпусе приводной цилиндрический пуансон с гнездом для установки конца заготовки и упорами и сидящий на оси валок, кинематически связанный с пуансоном, о рличающееся тем, что, с целью расширения технологических возможностей устройства и снижения усилия гибки, оно снабжено эксцентричной втулкой для установки ОСИ валка, а пуансон выполнен полым с закрепленными внутри него двумя жесткими ребрами, выходящими из одной точки пуансона под углом ЗО-45° друг к другу и направленными одно по диаметру, другое - по хорде, при этом оба ребра выполнены с ародольными пазами, в которых размещены с возможностью установочного перемещения упоры.
23
22:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки заготовок тонкого листового металла | 1979 |
|
SU867464A1 |
| Устройство для гибки кромок листовых заготовок | 1982 |
|
SU1060272A1 |
| Универсальный листогибочный станок | 1983 |
|
SU1346295A1 |
| Устройство для формирования фальцев | 1980 |
|
SU940943A1 |
| Станок для гибки колец | 1990 |
|
SU1754269A1 |
| Листогибочная машина | 1991 |
|
SU1792765A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
fpu2. г 1320 Фш.1
/б
Фиг. 5
16
/3
fPu.ff
16
lpv.S
А 17
. 16
(Риг.7
Гб 4
/7
S
