Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки заготовок, нреимущественно швеллера, полученных профилированием из листового материала или нроката.
Цель изобретения - повышение качества за счет обеспечения увеличения жесткости изогнутых участков.
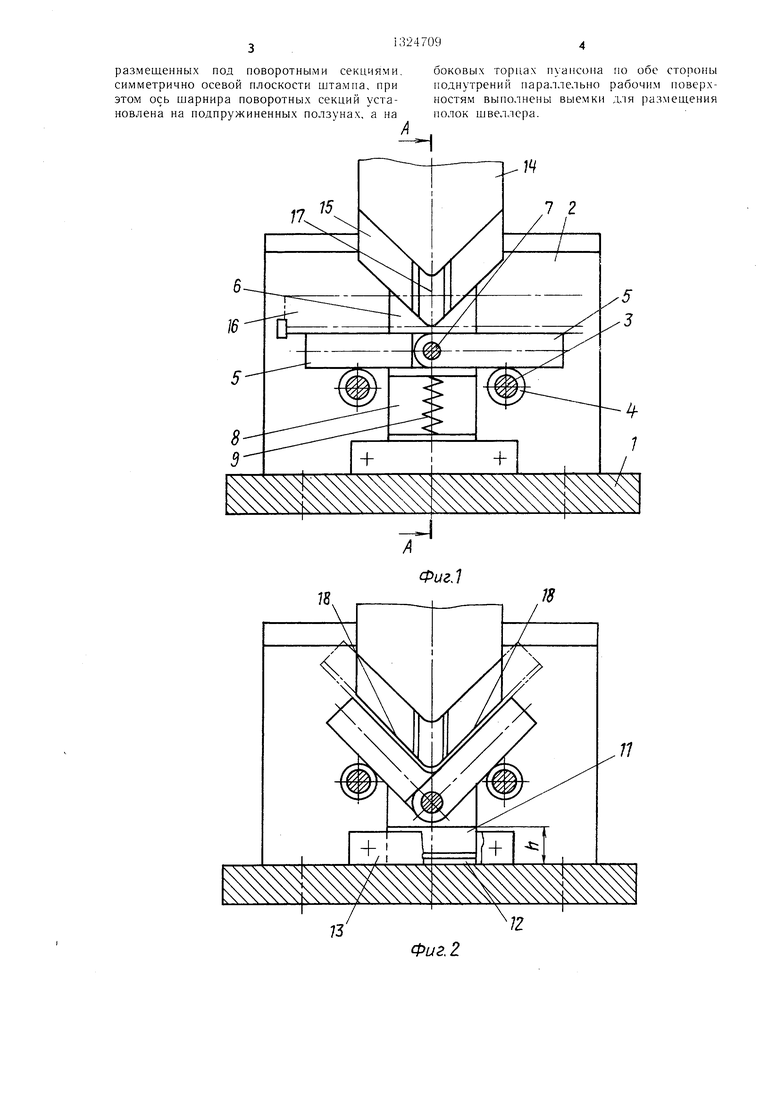
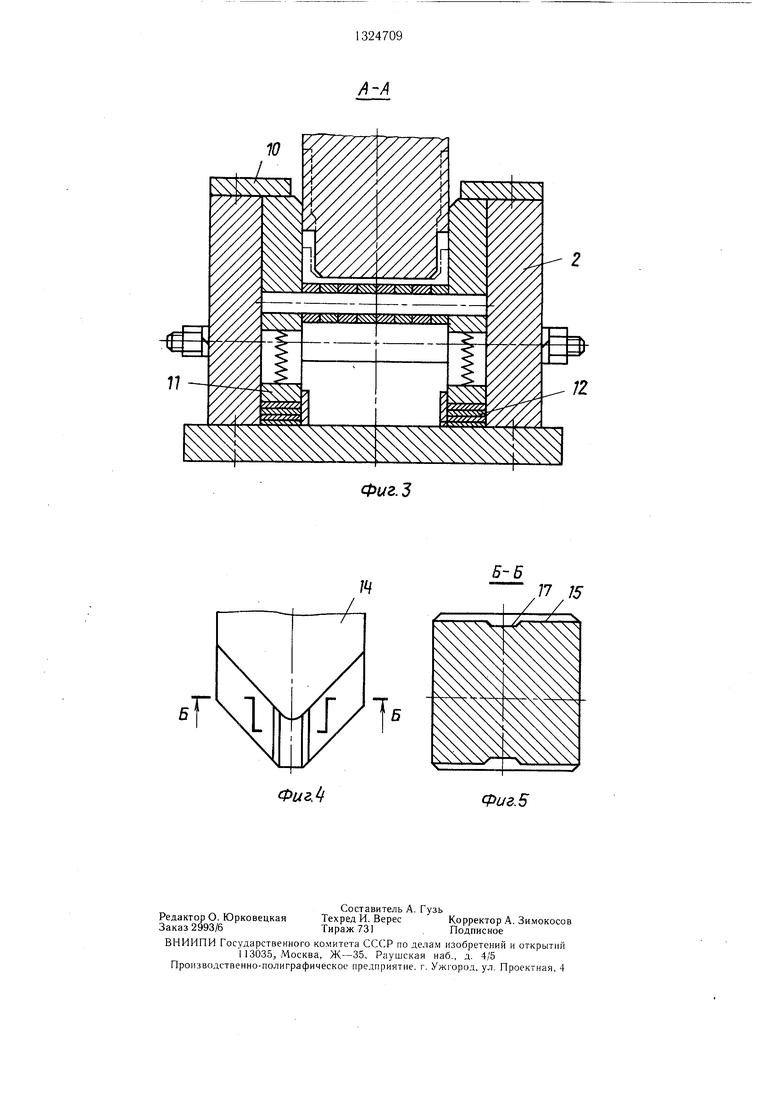
На фиг. 1 изображен предлагаемый штамп в момент соприкосновения пуансона с заготовкой; на фиг. 2 - то же, в момент окончания гибки; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - пуансон, вариант исполнения; на фиг. 5 - разрез Б-Б на фиг. 4.
Штамп содержит основание 1, на котором закреплены торцовые стенки 2, соединенные двумя осями 3 с установленными на них втулками 4. Оси 3 одновременно служат стяжками и предотвращают расхождение торцовых стенок 2. На оси 3 опираются гибочные пластины 5, соединенные между собой и с ползунами 6 осью 7. Ползуны 6 расположены в пазах 8 торцовых стенок 2 и прижаты пружинами 9 к упорам 10. В нижней части пазов 8 установлены упоры 11, высота которых регулируется при по.мощи плиток 12, количество и толщина которых зависят от величины угла гибки. При большем угле гибки высота упоров 11 должна быть больще, а при меньшем соответственно меньше. От выпадания из пазов 8 упоры 11 и плитки 12 предохраняются пластинами 13, установленными на торцовых стенках 2. Для регулирования угла гибки упоры 11 могут бьггь установлены между торцовыми стенками 2 и ограничивать ход гибочных пластин 5. На боковых поверхностях пуансона 14 выполнены симметричные выемки 15 с профилем, соответствующим профилю полки 16 изгибаемой заготовки. В своей средней части вые.мки 15 имеют поднутрения 17.
Штамп работает следующим образо.м.
При верхнем положении пуансона 14 благодаря наличию пружин 9 ползуны 6 прижаты к упорам 10, а верхние п оверхности гибочных пластин 5 представляют одну плоскость. В начальный момент гибки гибочные пластины 5 прижаты к втулкам 4 и начинают проворачиваться вокруг оси 7 навстречу друг другу, и движутся вниз, увлекая за собой ползуны 6. Заготовка, прижатая к гибочным пластинам, изгибается по линии соприкосновения с пуансоном 14, в резулЕзта- те чего создаются условия для образования на полках 16 в месте гиба гофр, но так как полки с двух сторон зафиксированы между пуансоном 14 и ползунами 6, гофрообразо- вание не может произойти. При дальнейшем движении пуансона 14 вниз сжимаюплее усилие на полку 16 растет, и при значении его большем, чем усилие, необходи.мое д:1я преодоления предела текучести материала
0
5
0
5
заготовки, начинаются осадка и утолщение полки на изгибаемо.м участке с некоторым увеличением высоты полки 16. Гибочные пластины 5 продолжают проворачиваться вокруг оси 7 и катятся по втулкам 4, в результате чего угол между ними уменьшается и новые участки полки заходят в выемки 15 пуансона 14, что предотвращает распространение гофр на периферийные участки полки 16. В конечпый момент гибки полки 16 заготовки полиостью заходят в выемки 15, и на них в месте гиба формируются утолщения по всему объему поднутрений 17, ползуны 6 сжимают пружины 9 и доходят до упоров 11, а гибочные пластины 5 размещаются параллельно поверхностям 18 пуансона 14.
Для изготовления изделий с различными углами гибки заготовки на одно.м шта.мпе необходимо иметь комплект пуансонов 14 и набор регулировочных плиток 12. Для гибки заготовки на иной угол, чем настроен штамп, необходимо установить пуансон с требуемы.м углом гибки и регулировочными плитками 12 установить упор 11 на необходимую высоту, в результате чего гибочные пластины 5 будут устанавливаться по от- нощению друг к другу под углом, равным необходимому углу гибки заготовки. Изменение высоты установки упоров обеспечивает возможность точной регулировки угла установки гибочных пластин с учетом износа шта.Мпа.
Предлагаемый штамп позволяет получать более технологичные и жесткие изделия по сравнению с известным. На нем производится гибка заготовок как с низкими, так и с высокими полками, в результате несложной переналадки можно получать изделия с разными углами гибки, которые могут быть меньше 90°. Применение пуансона с плоской гибочной поверхностью позволяет получать изделия из заготовок с высокой полкой без наличия разрывов и со скошенным углом, что улучшает эстетический вид изделий.
Формула изобретения
0
5
0
Штамп для гибки щвеллеров, содержащий установленный на подвижной плите пуансон с симметричными гюднутрения.ми на боковых сторонах и матричный узел, выполненный в виде двух стоек, размещенных со стороны поднутрений, и .матрицы и закреп50 ленный на основании, отличающийся тем, что, с целью улучшения качества изделий за счет обеспечения увеличения жесткости изогнутых участков, матричный узел снабжен подпружиненными ползушками с регулируемыми упорами, размещенными между
55 стойками и боковыми стенками матрицы, а матрица выполнена в виде поворотных секций из наборов пластин, щарнирно соединенных .между собой, и роликовых опор
45
размещенных под поворотными секциями, симметрично осевой плоскости штампа, при этом ось шарнира поворотных секций установлена на подпружиненных ползунах, а на
ооковых торцах пуапсопа по осе стороны поднутрений параллельно рабочим поверхностям выполнены выемки для размещения полок швеллера.
Фиг.1
П
Фиг. 2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки уголков | 1985 |
|
SU1324710A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Штамп для гибки детали с двумяизОгНуТыМи учАСТКАМи | 1979 |
|
SU845973A1 |
| Гибочный штамп | 1989 |
|
SU1720771A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки швеллеров. Целью изобретения является повышение качества за счет обеспечения увеличения жесткости изогнутых участков. Матричный узел состоит из стоек, подпружиненных ползушек (П) и шарнирной матрицы. Ось матрицы закреплена в ГГ. При повороте секций матрицы в процессе гибки шарнир увлекает за собой Г1. При этом полки заготовки фиксируются между П и пуансоном. В процессе гибки боковое усилие на полки заготовки растет, и происходит затекание материала в поднутрения на боковых торцах пуансона с образованием утолщений на изгибаемых участках. 5 ил. « 00 
Фиг,
/
Щ
Б-Б
Фиг.Б
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
