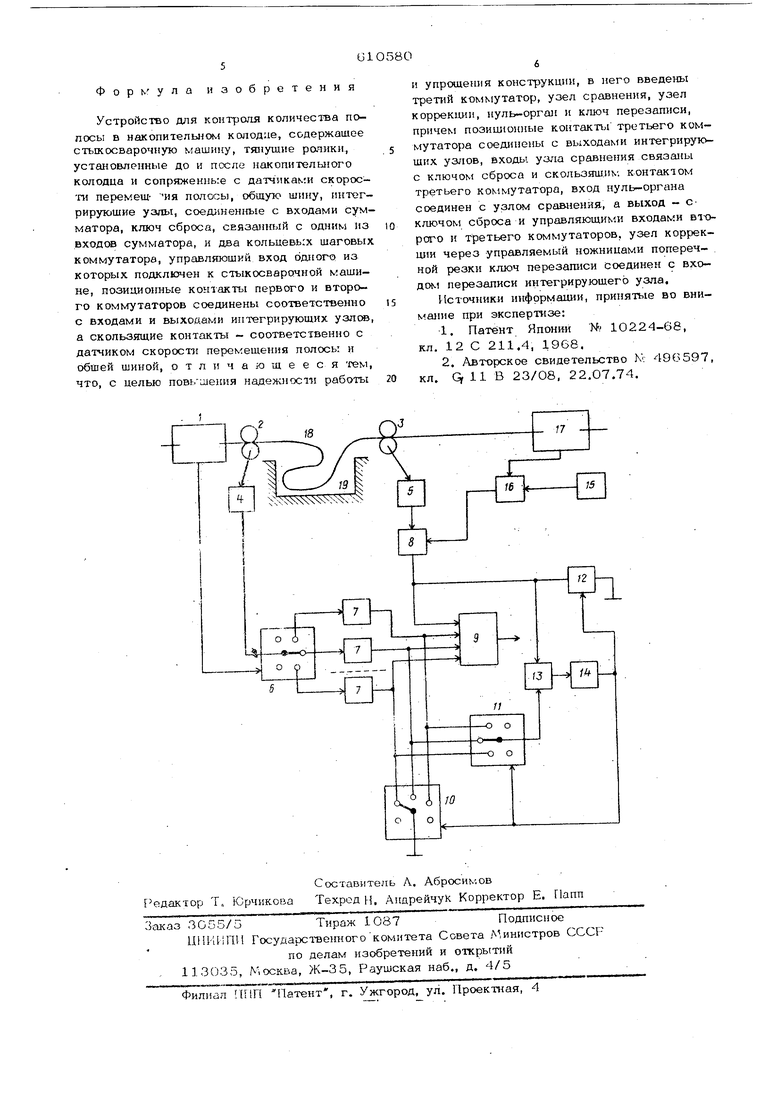
которого связаны с ключом сброса и сколь35пцим контактом дополнительного коммутатора, нуль-орган.подключенный входом к узлу сравнения, а выходом к ключу сброса и управляющим входам второго н дополните-пьногокоммутаторов, иузепкоррекции, который через управляемый ножницами поперечной резки полосы ключ перезаписи сое ди)1ен с взсодом перезаписи интегрирующего узла. На чертеже изображена схема предлагае мого устройства, одинИЗ возможных вариан тов. Устройство содержит стыкосварочную ма шину 1 и тянущие ролики 2 и 3, связанные соответственно с датчиками 4 и 5 скорости перемещения полосы. Выход датчика 4 подключен к скользящему контакту кольцевого шагового коммутатора 6, управляюшин вход которого соединен со схемой управления стыкосварочной машины, а позиционные кон такты - с входами интегрирующих узлов 7 . Датчик 5 связан с интегрирующим узлом S Выходы узлов 7 и 8 подключены к входам сумматора 9. Кроме того, выходы интегрирующих узлов 7 соединены с позиш1онными контактами коммутаторов Юн 11, а выход интегрирующего узла 8 - с общей щиной через ключ 12 сброса и входом узла 13 сравнения. Скользящий контакт KOMN-гутатора 10 соединен с общей шиной, а коммутатор 11 - с другим входом узла сравнения. Выход.узла сравнения через нуль-орган 14 соединен с управляющими входами коммутаторов 10 и 11 и ключа 12 сброса. Интегрирующий узел 8 имеет вход перезаписи, которьгй соединен с узлом 15 коррекции через ключ 16 перезаписи, управляющий вход которого связан с ножницами 17 поперечной резки полосы 18. Устоойстео работает следующим образом Перед началом работы полоса 18 устанавливается так, чтобы шов находился в ро ликах 3, а запаса полосы в накопительном колодце 19 не было. При транспортировке полосы в колодец роликами 2 скорость ее перемещения измеряется датчиком 4, сигнал которого через коммутатор 6 поступает на вход одного из интегрирующ.их узлов 7. Выходное напряжение этого узла растет пропорционал но интегралу, скорости перемещения полосы, т.е. длине полосы, поступающей в колодец. При сварке шва стыкосварочная машина 1 сигналом по управляющему входу коммутатора 6 переключает датчик 4 к очередному интегрирующему узлу 7. Таким образом, напряжение выхода каждого из узлов 7 ока зьшается пропориконально длине полосы между двумя смежными , ото напря- жеиие запоминается узлом 7 и. кроме того, подается на суммируюшин .блок 9, При извлечении полосы 18 роликами 3 из накопительного колодца 19 скорость ее перемещения измеряется дат(иком 5, сигнал которого поступает на вход интегрирующего узла 8. Выходное напряжение этого узла растет пропорционально длине извлеченной полосы, и к NiOMeHTy подхода к роликам 3 очередного шва пропорционально длине полосы, извлеченной из накопительного колодца, между двумя смежнь.ми швами. Узел 13 сравнивает величину -выходного напряжения узла 8 с выходным напряжением того из узлов 7, который при сбросе пилосы в накопительный колодец запомнил длину того участка полосы,который извлекает ся в данный момент. Равенство нулю выходного напряжения узла сравнения означает, что сварной шов проходит через ролики 3. В этот м-омент срабатывает нуль-орган 14, ВЫХО.ДНОЙ импульс которого подключает выход интегрирующего узла 8 через ключ 12 стирания к общей шине и переключает коммутаторы Ю и 11, обеспечивая стирание из памяти интегрирующих узлов 7 и 8 нап- ряжения, пропорциональнсмго длине полосы, полностью извлеченной из колодца, и подключение к узлу сравнения очередного узла 7, выходное напряжение которого пропорционально длине полосы, которая будет извлекаться из накопителя. Выходное напряжение интегрирующего удла 8-поступает на сумматор 9 со знаком, обратным знаку напряжения интегрирующих узлов 7, поэтому на выходе сумматора напряжение пропор1шонально разности длин поступающей и извлекаемой из накопительного колодца 19 полосы и является мерой ее запаса. Коррекция ошибки в оценке момента прохождения шва через ролики 3 производится путем подключений входа перезаписи интегрирующего узла 8 к узлу 1 5, выходное напряжение которого пропорционально длине полосы, находящейся между роликами 3 и ножницами 17 поперечной резки полосы, установленными в хвостовой части непрерывного травильного агрегата, и ггyльcoм, пос.гупаюш.им от ножиц. Узел 1 о коррекции может быть вь.по;шен в виде сумматора, к входам которого подкшочены источники напряжения, пропорционального расстоянию от роликов до ножниц, и датчик величины петли перед ножницами. Так как порезка сваренной полосы производится только, в месте шва, в момент резания выходное напряжение интегрирующего узла 8 должно быть пропорционально длине полосы, находяше-йся между роликами 3 и ножницами 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля количества полосы в накопленном колодце | 1974 |
|
SU496597A1 |
| Устройство для контроля количества полосы в рулоне | 1977 |
|
SU726417A1 |
| Устройство для отрезания полосы заданной длины в рулоне | 1980 |
|
SU894335A1 |
| Устройство для измерения запаса полосы в накопительном колодце | 1983 |
|
SU1088828A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ РОЛИКОВОЙ КОНТАКТНОЙ СВАРКЕ | 1967 |
|
SU192983A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
