1
Изобретение относится к металлургической промышленности, в частности к устройствам ДЛЯ регистрации сварных швов на ненрерывных станах бесконечной холодной прокатки.
Известно устройство для регистрации сварных швов на непрерывном стане холодной прокатки, содержащее датчик наличия сварного шва 1.
Известное устройство может быть использовано ДЛЯ непосредственной регистрации сварных Швав, однако оно не предназначено ДЛЯ регистрации сварных швов при изменяюш,емся запасе полосы, например в петлевом устройстве стана.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для регистрации сварных швов на непрерывном стане холодной прокатки, содержащее датчики импульсов, через измерительные ролики соединенные с перемещающейся полосой, и блок регистрации сварных швов 2.
Известное устройство позволяет регистрировать положение сварного шва на входе стана при изменяющемся запасе полосы в петлевом устройстве, однако оно не предназначено ДЛЯ регистрации положения сварного шва относительно барабана петлевого устройства, что необходимо для осуществления бесконечной прокатки полосы, ведущей к повышению производительности стана. В ГОЛОВНОЙ части стана бесконечной прокатки в зоне барабана петлевого устройства установлено устройство центрирования ПОЛОСЫ, в которое необходимо выдавать сигнал о подходе сварного шва к барабану ДЛЯ выдачи уставки ширины полосы.
Целью изобретения является определение положения сварного шва в зоне барабана петлевого устройства.
Указанная цель достигается благодаря тому, что устройство ДЛЯ регистрации сварных швов на непрерывном стане холодной прокатки содержит датчики импульсов, по входу через измерительные ролики соединенные с перемещающейся полосой и по выходу - с блоком регистрации сварных
швов, причем один вход блока регистрации сварных швов соединен с системой управления стыкосварочной машины, два других-с датчиками импульсов, выход - с устройством центрирования полосы, связанным с петлевым устройством, а блок регистрации сварных швов содержит счетчик регистрации запаса полосы в петлевом устройстве, счетчик координаты сварного шва относительно стыкосварочной машины, блок
вычисления запаса полосы от стыкосварочной машины до барабана петлевого устройства, блок сравнения положения сварного шва относительно упомянутого барабана, задатчнк положения тележки нетлевого устройства, блок вычисления заласа полосы в петлевом устройстве, группу ключей, два элемента И, блок задержки, триггер и кнопку «Пуск, причем выход задатчика положения тележки через блок вычисления запаса полосы в петлевом устройстве и группу ключей связан с цифровым входом счетчика регистрации запаса полосы, выход которого через блок вычисления запаса полосы от стыкосварочной машины до барабаиа петлевого устройства связан с первым входом блока сравнения, вторым входом связанным с выходом счетчика координаты сварного Шва, при этом выход первого датчика имлульсов через первый вход первого элемента И связан с положительными счетными входами упомянутых счетчиков, выход второго датчика имлульсов через первый вход второго элемента И соединен с отрицательным счетным входом первого счетчика, первый выход триггера через блок задержки связан со вторыми входами элементов И и разрешаюш,им входом группы ключей, второй выход - с кнопкой «Пуск и входом установки нуля первого счетчика, а вход установки нуля второго счетчика подключен к выходу системы управления стыкосварочной машины.
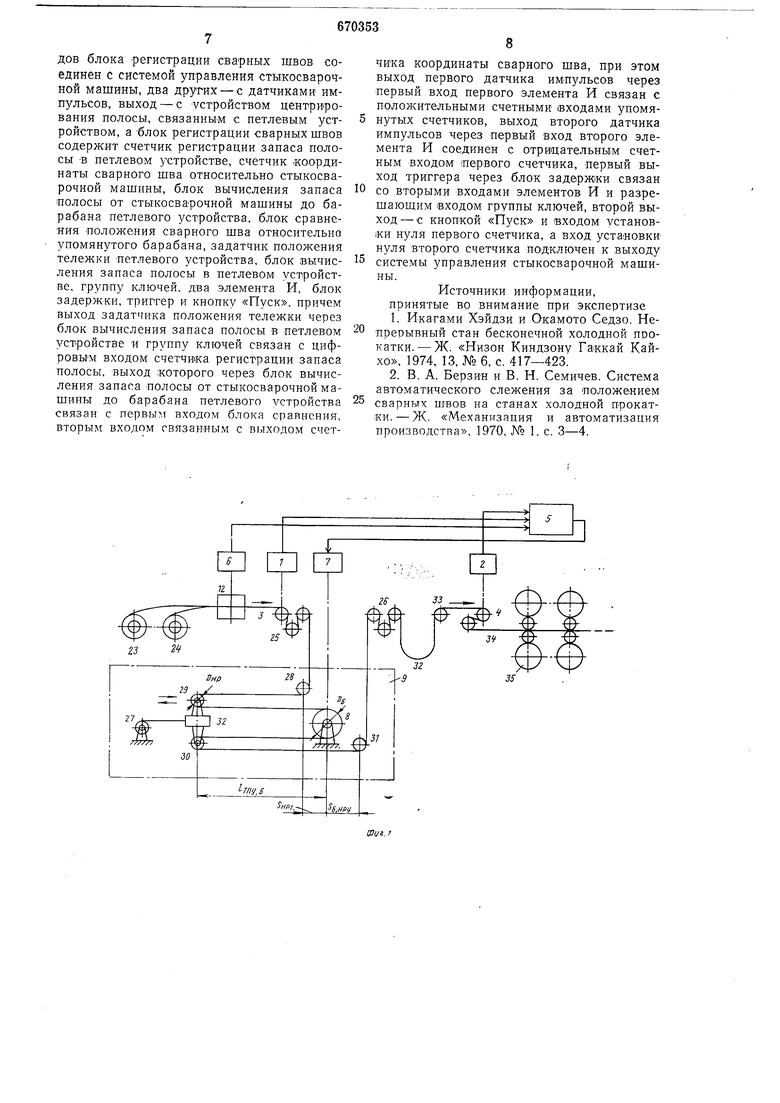
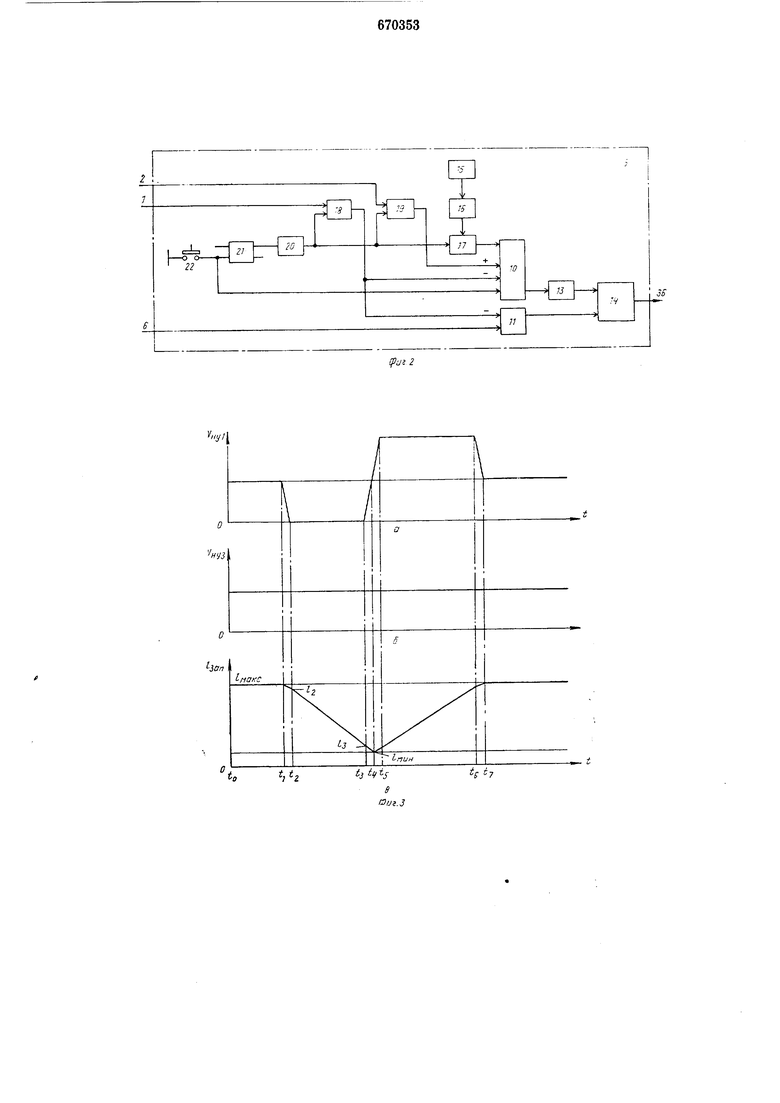
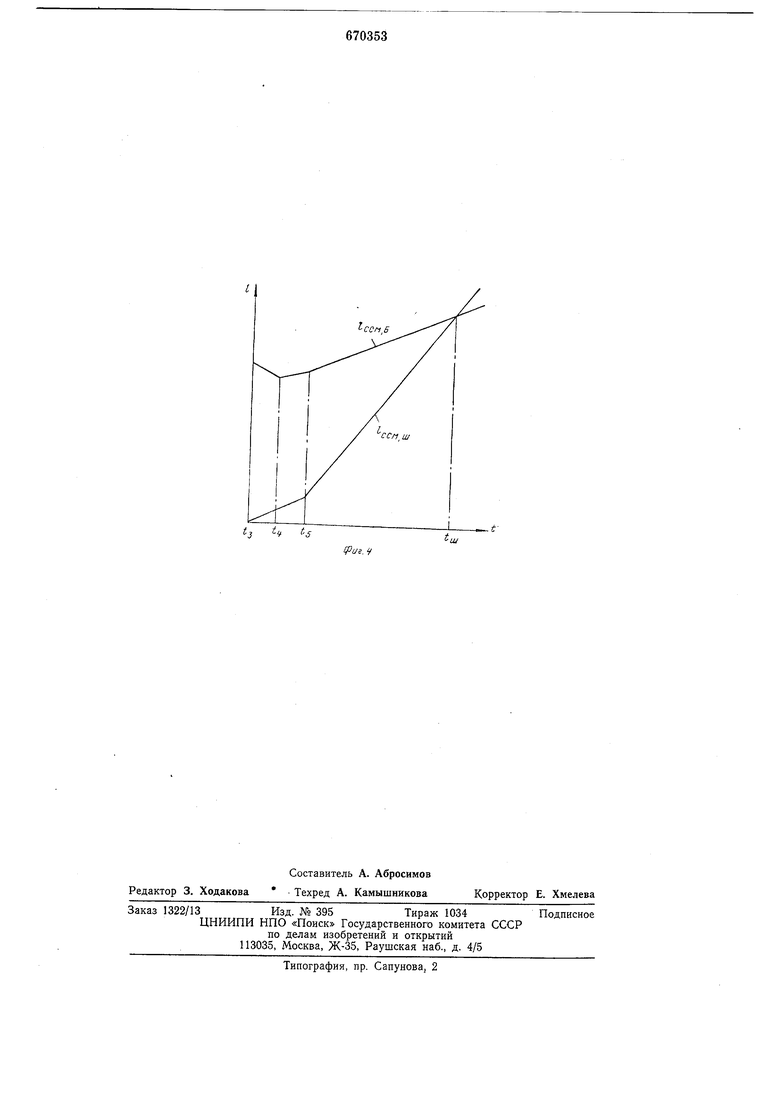
На фиг. 1 показано предлагаемое устройство и головная часть непрерывного стана бесконечной холодной прокатки; на фиг. 2- блок-схема блока регистрации сварных швов; на фиг.-3 - диаграммы скорости полосы на входе и выходе петлевого устройства и изменения запаса полосы в петлевом устройстве; на фиг. 4 - диафамада изменения расстояния барабана и координаты сварного шва в петлевом устройстве отно сительно стыкосварочной машины.
Предлагаемое устройство (см. фиг. 1, 2) содержит датчики 1, 2 им1пульсов, по входу через измерительные ролики 3, 4, соединенные с перемеш,ающейся полосой и по выходу- с блоком 5 регистрации сварных швов, причем 11ретий вход блока 5 соединен с системой 6 управления стыкосварочной машиной, второй вход - с датчиком 1, первый вход - с датчиком 2, выход -с устройством 7 центрирования полосы, связанным с барабаном 8 петлевого устройства 9, а блок 5 содержит счетчик 10 регистрации запаса полосы в петлевом устройстве, счетчик 11 координаты сварного шва относительно стыкосварочной машины 12, блок 13 вычисления запаса полосы от стыкосвароч1ной машины 12 до барабана 8 петлевого устройства, блок 14 сравнения положения сварного шва относительно барабана 8, задатчик 15 положения тележки петлевого устройства, блок 16 вычисления запаса полосы в петлевом устройстве, группу 17 ключей, элементы 18, 19 И, блок 20 задержки, триггер 21 и кнопку 22 «Пуск, причем выход задатчика 15 через блок 16 и группу 17 ключей связан с цифровым входом счетчика 10, выход которого через блок 13 связан с первым входом блока 14, вторым входом связанным с выходом счетчика И, при этом выход датчика 1 через вход элемента 18 И связан с положительными счетными входами счетчиков 10 и И, выход датчика 2 через первый вход элемента 19 И соединен с отрицательным счетным входом счетчика 10, первый выход триггера 21 через блок 20 задержки связан со вторыми 15 входами элементов 18, 19 и раз|решаюш,им входом группы 17 ключей, второй выход- с кнопкой 22 «Пуск и входом установки нуля счетчика 10, а вход установки нуля счетчика 11 подключен к выходу системы 6
0 управления стыкосварочпой машины.
Непрерывный стан бесконечной холодной прокатки в дополнение к обычному непрерывному стану порулонной холодной прокатки имеет головную часть (см. фиг. 1),
5 содержашую разматы-ватели 23, 24, стыкосварочную машину 12, натяжные устройства 25, 26 и петлевое устройство 9, состоящее из неподвижно закрепленных барабана 8, лебедки 27, направляюш,их роликов 28,
0 29, 30, 31 и перемеш,ающейся тележки петлевого устройства. В зоне барабана 8 установлено устройство 7 центрирования полосы, в которое необходимо выдавать сигнал о подходе сварного шва к 6apai6aHy петле5 вого устройства.
Технологический процесс на непрерывном стане бесконечной холодной прокатки закл:Ючается в следующем. Горячекатаные протравленные рулоны с
0 разматывателей 23 и 24 поочередно подают к стыкосварочной машине 12, из которой выдают бесконечную полосу, проходящую через натяжное устройство 25, направляющие ролики 28 и 29, барабан 8, направляю5 щие рОлики 30 и 31, натяжное устройство 26, петлевую яму 32, направляющие ролики 33, натяжное устройство 34, прокатывают ее в клетях 35, а на выходе стана сматывают в рулоны и в конце смотки режут на бара0 банных ножницах. Датчики 1, 2 импульсов связаны с перемещаемой полосой соответственно через измерительные ролики 3, 4. Технологические циклы на участке сварки полос и на участке клетей стана различны, поэтому скорость полосы на .выходе из стыкосварочной мащины в отдельные моменты времени не совпадает со скоростью полосы на входе в первую клеть стана, что вызывает необходимость в запасе полосы,
0 который образуется в петлевом устройстве и изменяется в зависимости от соотнощения скоростей полосы на входе и выходе петлевого устройства. До начала сварки (см. фиг. 3) в период
времени скорости полосы на входе и выходе петлевого устройства равны (1/ну1 - VHys), а запас полосы в петлевом устройстве максимален. На участке 1-/2 скорость полосы на входе петлевого устройства снижается до нуля, и при этом запас полосы в петлевом устройстве уменьшается до значения /2. В период времени происходит сварка полосы; при этом полосы в петлевом устройстве уменьшается до значения /з- После окончания сварки в момент времени з полоса на входе петлевого устройства начинает разгоняться до скорости 1/НУ1 УНУЗ для того, чтобы обеспечить увеличение запаса полосы до значения /макс- При этом на участке 3-и, когда VHYI , запас полосы в петлевом устройстве уменьшается, в момент 4, когда 1/нУ1 - VHYS , достигает минималь«ого значения /м„н, а затем на участках и 5-и запас полосы в петлевом устройстве увеличивается. В момент времени fe. когда запас полосы близок к максимальному, скорость полосы на входе петлевого устройства должна быть снижена до значения скорости полосы на выходе петлевого устройства, при этом в момент впемени tj, когда выполнено соотношение VHYI - , запас полосы в петлевом устройстве примет максимальное значение /макс. При изменении запаса полосы /CCM.KI от стыкооварочной машины до первой клети изменяется и расстояние /ТПУ,Б, тележки петлевого устройства до барабана (см. фиг. 1). Между этими параметрами имеется следуюшая зависимость: /CCM.KI - 4/тПУ,Б + 1 + г где К и К- - константы, определяемые следующим образом: /Г, ССМ.НР + .E, (2) где /сем, НР1 - расстояние по длине полосы от стыкосварочной машины 12 до направляюш:его роли нр -диаметр направляюш.его ролика; 5нр|,Б -расстояние от оси направляюшего ролика 28 до оси барабана 8; ЛГа - - ltDE+ --ге нР+5Б,НР4+/НР4,К1, (3) jL,J где DB -диаметр барабана 8; Б , НР4 - расстояние от оси барабана 8 до оси направляюшего ролика 31; /НР4, К1 - расстояние по длине полосы от «аправляюо его ролика 31 до первой клети 35. Расстояние по длине полосы от стыкосварочной машины 12 до барабана 8 петлевого устройства может быть вычислено следующим образом: /ССМ,Б - 2/тПУ,Б + Л,,(4) или через запас -полосы /сем, кь /сем,Б - (/сем,КГ -i-Kj - Кг) (5) Устройство работает следующим образом (см. фиг. 1 и 2). Непосредствеино перед запуском системы на задатчике 15 необходимо «абрать значение расстояния /ГПУ, Б телен ки петлевого устройства до барабана. При нажатии кнопки «Пуск счетчик 10 обнуляется и через время задержки Тзад, необходимое для обнуления счетчика 10, вычисленное в блоке 16 ПО формуле (1), значение запаса полосы /CCM.KI от стыкосварочной машины до первой «лети поступает в счетчик 10, а на вторые входы элементов 18 и 19 поступают сигналы, подготавливая блок 5 к приему сигналов от датчиков 1 и 2. Запуск устройства должен производиться в момент сварки полосы. После окончания сварки полосы из системы 6 в блок 5 поступает сигнал, по которому обнуляется счетчик 11. При перемещении полосы В головной части стана от датчика 1 поступают импульсы на положительные счетные входы счетчиков 10 и 11, а при перемещении полосы на входе в стан от датчика 2 поступают импульсы на отоицательный счетный вход счетчика 10. При этом на выходе счетчика 10 формируется текущее значение запаса полосы в петлевом устройстве, которое поступает на вход блока 13, в котором По формуле (5) вычислено расстояние /сем. Б и поступает на вход блока 14для сравнения с значением /сем, ш, формированным в счетчике П. При равенстве значений/сем, Б и/ссм.ш, из блока 14 в устройство 36 выдается сигнал по подходе сварного шва к барабану петлевого устройства. Устройство позволяет автоматически определять положение сварного шва в зоне барабана петлевого устройства, что -необходимо для осуществления бесконечной прокатки полосы, которая по сравнению с порулонной прокаткой повыщает -производительность непрерывного стана холодной прокатки на 15%. Формула изобретения Устройство для регистрации сварных швов на непрерывном ста-не холодной прокатки, содержащее датчики импульсов, по входу через измерительные ролики соединенные с перемещающейся полосой и по выходу- с блоком регистрации сварных швов, отличающееся тем, что, с целью определения положения сварного шва в зоне барабана петлевого устройства, один из входов блока регистрации сварных швов соединен с системой управления стыкосварочной маши«ы, два других - с датчиками импульсов, выход - с Устройством центрирования полосы, связанным с петлевым устройством, а блок регистрации сварных швов содержит счетчик регистрации запаса полосы В петлевом устройстве, счетчик координаты сварного шва относительно Стыкосварочной машины, блок вычисления запаса полосы от стыкосварочной машины до барабана петлевого устройства, блок сравнения пололсения сварного шва относительно упомянутого барабана, задатчик положения тележки петлевого устройства, блок вычисления запаса полосы в петлевом устройстве, группу ключей. Два элемента И, блок задержки, триггер и кнопку «Пуск, причем выход задатчика положения тележки через блок вычисления запаса полосы в петлевом устройстве И группу ключей связан с цифровЫМ входом счетчика регистрации запаса полосы, выход которого через блок вычисления запаса полосы от стыкосварочной машины до барабана петлевого устройства связан с первым входом блока сравнения, вторым входом связавпым с выходом счетчика координаты сварного шва, при этом выход первого датчика им пульсов через первый вход первого элемента И связан с положительными счетными входами упомянутых счетчиков, выход второго датчика импульсов через первый Вход второго элемента И соединен с отрицательньш счетным входом первого счетчика, первый выход триггера через блок задержки связан
со вторыми входами элементов И и разрешающим входом группы ключей, второй выход- с кнопкой «Пуск и еходом установки нзля первого счетчика, а вход установки нуля второго счетчика подключен к выходу
системы управления стыкосварочной машины.
Источники информации, принятые во внимание при экспертизе
1.Икагами Хэйдзи и Окамото Седзо. Непрерывный стан бесконечной холодной поокатки. - Ж. «Низон Киндзону Гаккай Кайхо, 1974, 13, № 6, с. 417-423.
2.В. А. Берзин и В. Н. Семичев. Система автоматического слежения за положением
сварных ШВов на станах холодной п-рокатки. - Ж. «Механизапия и автоматизация производства, 1970, № 1. с. 3-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварныхшВОВ пРи пРОизВОдСТВЕ ХОлОдНОКАТАНыХлиСТОВ | 1976 |
|
SU845908A2 |
| Устройство для контроля количества полосы в рулоне | 1977 |
|
SU726417A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
I 2
i} f f-s
