1
Устройство может быть использовано для полуавтоматической электродугоъой сварки в ореде защитных газов.
Известно устройство для сварки, содержащее смонтированный на общем корпусе механизм подачи проволоки, выполненный в виде приводного ролика, кинематически связанного с выходным валом привода, ось которого перпендикулярна оси приводного ролика, и поджимного ролика, и поворотную вокруг оси Приводного ролика сварочную горелку.
Предлагаемое устройство отличается от известного тем, что в целях повышения его маневренности при полуавтоматической сварке оно снабжено обоймой, -в которой размещен поджимной ролик и на которой укреплена го-, релка. Обойма закреплена в корпусе посредством цилиндрических щарниров, смонтированных на валу приводного ролика симметрично относительно него, а приводной ролик расположен симметрично относительно оси приводного вала.
На чертеже изображено предлагаемое устройство.
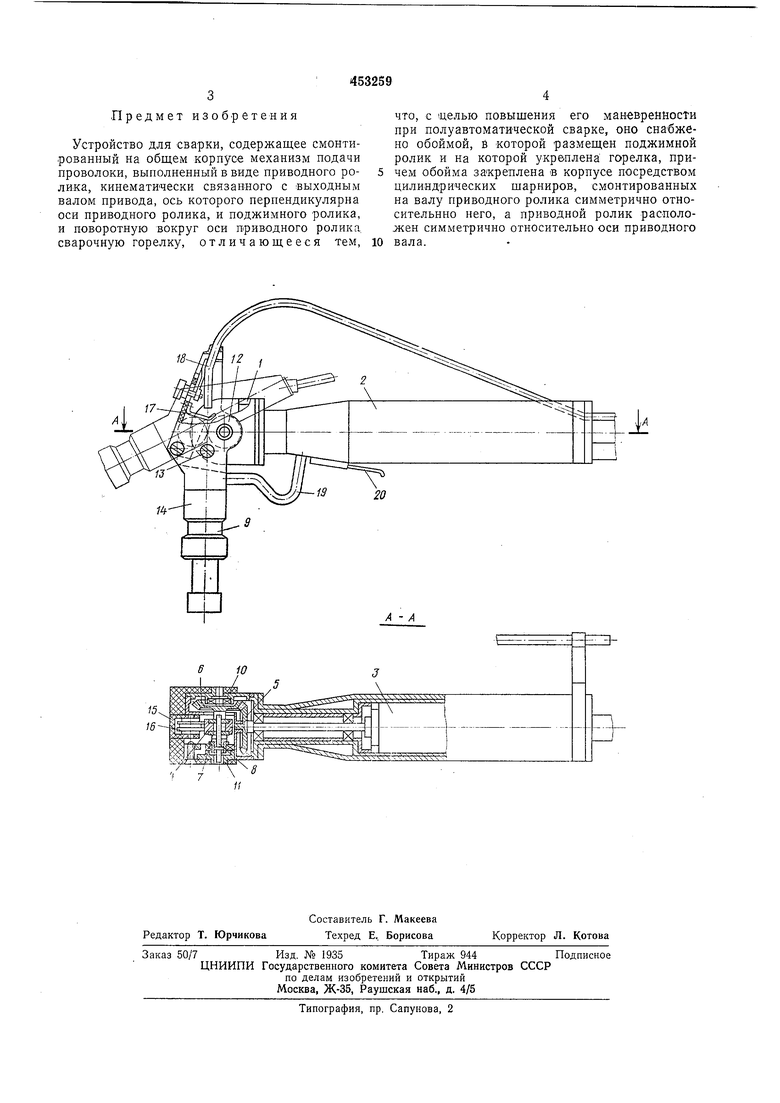
Механизм 1 -подачи электродной проволоки устройства, частично вмонтированный в рукоятку 2, состоящую из двух пластмассовых половинок, и работающий от электродвигателя 3, содержит приводной зубчатый ролик 4, виз щение которому передается посредством кони
ческих щестерен 5 и 6. Приводной ролик закреплен на валу шестерни 6 с помощью планок 7 винта 8. Горелка 9 прикреплена к корпусу механизма 1 посредством цилиндрических шарниров 10 и 11, расположенных на фланцах механизма и в пластмассовой обойме 12, и винта 13, который входит в концентрическую прорезь корпуса механизма 1. Обойма разрезана на две части и соединена
воедино винтами и цилиндрической стяжкой 14. В обойме закреплен рычаг 15 с поджимным роликом 16 и направляющей планкой 17, являющейся продолжением направляющего канала 18.
Подачу защитного газа от подводящего щланга в горелку 9 осуществляют через npo-i межуточную эластичную трубку 19, а тока-по корпусу механизма 1 и винту 13. Управление сварочным процессом осуществляют при помощи рычага 20.
Работу устройства начинают с установки горелки 9 под нужным углом к рукоятке 2 для обеспечения удобной работы и последующей фиксации выбранного положения винто.м
13. Настроив головку для сварки соответствующего изделия, заправляют электродную проволоку в направляющий канал 18 и прорезь плапки 17, осуществляют поджатие ролика 16. Сварку начинают нажатием на рычаг 20,
оканчивают отпусканием рычага 20.
Предмет изобретения
Устройство для сварки, содержащее смонтированный на общем корпусе механизм подачи проволоки, выполненный в виде приводного ролика, кинематически связанного с выходным валом привода, ось которого перпендикулярна оси приводного ролика, и поджимного ролика, и поворотную вокруг оси приводного ролика сварочную горелку, отличающееся тем.
что, с целью повышения его ман-евреййости при полуавтоматической сварке, оно сннбжено обоймой, в которой размещен поджимной ролик и на которой укреплена горелка, причем обойма закреплена в корпусе посредством цилиндрических шарниров, смонтированных на валу приводного ролика симметрично относительнно него, а приводной ролик расположен симметрично относительно оси приводного вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
