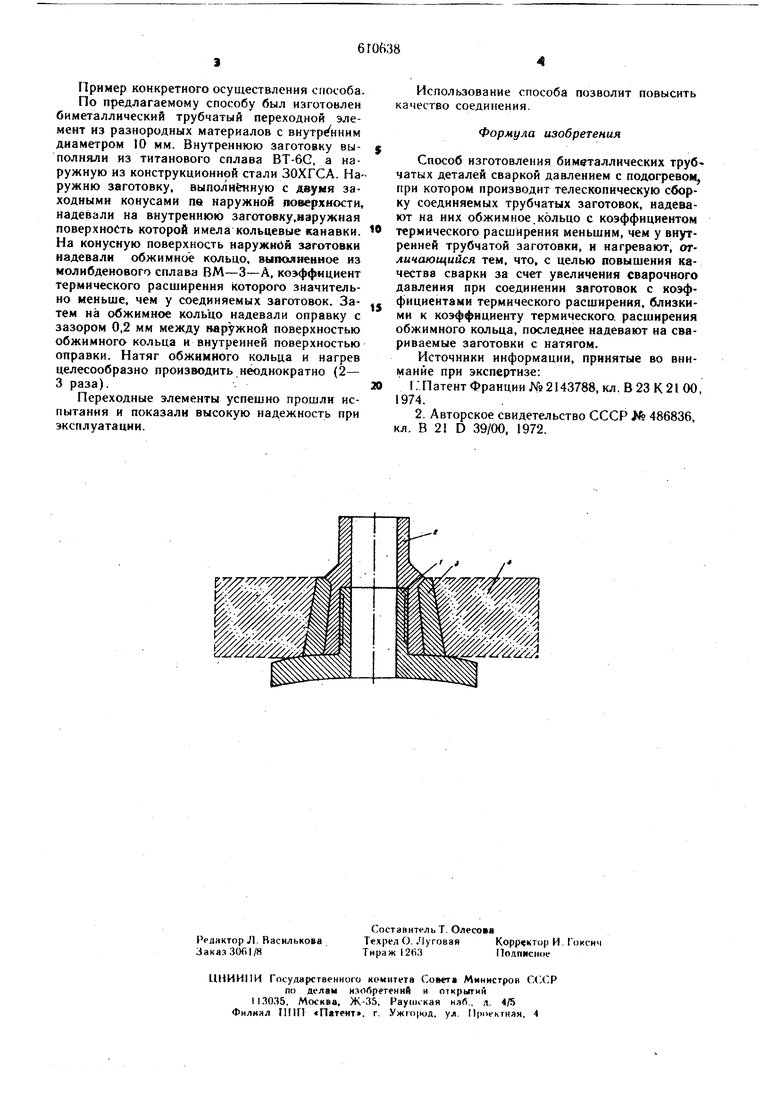
(54) СПОСОБ ИЗ ТРУБЧАТЫ С ПО Изобретение относится к области сварки давлением и может быть использовано в различных отраслях машиностроения для изготовления биметаллических трубчатых деталей различного профиля из разнородных металлов и сплавов. Известен способ соединения деталей холодной сваркой, при котором на поверхности одной детали образуют ребра треугольного сечения, расположенные в направлении усилия сжатия деталей, а поверхность другой детали образует небольшой угол с направлением усилия сжатия деталей jlj. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ изготовления биметаллических трубчатых деталей сваркой давлением с подогревом, при котором производят телескопическую сборку соединяемых трубчатых заготовок, надевают на них обжимное кольцо с коэффициентом термического расширения меньшим, чем у внутренней трубчатой заготовки, и нагревают (2). Недостатком известного способа является то, что в случае сварки материалов с коэффициентами термического расширения, близкими к коэффициенту термического расширения материа.1а обжимиого кольца, качественное соОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ СВАРКОЙ ДАВЛЕНИЕМ РЕВОМ единение получить невозможно из-за низкого сварочного давления. Целью изобретения является повышение качества сварки за счет увеличения сварочного давления при соединении заготовок с коэффициентами термического расширения, близкими к коэффициенту термического расширения обжимного кольца. Для этого по предлагаемому способу обжимное кольцо надевают на свариваемые заготовки с натягом. На чертеже показана схема осуц(ествления предлагаемого способа. Внутреннюю заготовку 1, на боковой поверхности которой выполнены канавки собирают коаксиально с наружной заготовкой 2. На них надевают обжимное кольцо 3 и производят натяг последнего оснасткой 4. При этом происходит заполнение кольцевых канавок внутренней заготовки материалом наружной, а в самом кольце возникают упругие напряжения.. Собранную биметаллическую трубчатую деталь нагревают до температуры сварки. При этом под действием упругих напряжений увеличивается сварочное давление б зоне соединения, и материал соединяемых заготовок, пластически деформируясь, обеспечивает получение качественного соединения.
Пример конкретного осуществления способа.
По предлагаемому способу был изготовлен биметаллический трубчатый переходной элемент КЗ разнородных материалов с внутренним диаметром 10 мм. Внутреннюю заготовку выполняли из титанового сплава BT-6G, а наружную из коиструкционнвй стали ЗОХГСА. Наружню заготовку, выполненную с двумя заходными конусами пв наружной поверхности, надевали на внутреннюю заготовку,«зружная поверхность которой имела кольцевые канавки. На конусную поверхность наружнйи заготовки надевали обжимное кольцо, выполненное из молибденового сплава ВМ-3-А, коэффициент термического расширения которого значительно меньше, чем у соединяемых заготовок. Затем на обжимное кольцо надевали оправку с зазором 0,2 мм между наружной поверхностью обжимиого кольца и внутренней поверхностью оправки. Натяг обжимного кольца и нагрев целесообразно производить неоднократно (2- 3 раза).
Переходные элементы успешно прошли испытания и показали высокую надежность при эксплуатации.
Использование способа позволит повысить качество соединения.
Формула изобретения
Способ изготовления биметаллических трубчатых деталей сваркой давлением с подогревом, при котором производит телескопическую сборку соединяемых трубчатых заготовок, надевают на них обжимное.кольцо с коэффициентом термического расширения меньшим, чем у внутренней трубчатой заготовки, и нагревают, огличающийся тем, что, с целью повышения качества сварки за счет увеличения сварочного давления при соединении заготовок с коэффициеитами термического расширения, близкими к коэффициенту термического, расширения обжимного кольца, последнее надевают на свариваемые заготовки с натягом.
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции ЛГ9 2143788, кл. В 23 К 2100, 1974.
2. Авторское свидетельство СССР № 486836, кл. В 21 D 39/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| Способ изготовления биметаллических переходников | 1976 |
|
SU616005A2 |
| Соединение законцовок труб из композиционных волокнистых материалов с металлическими деталями и способ его реализации | 2017 |
|
RU2669114C1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
