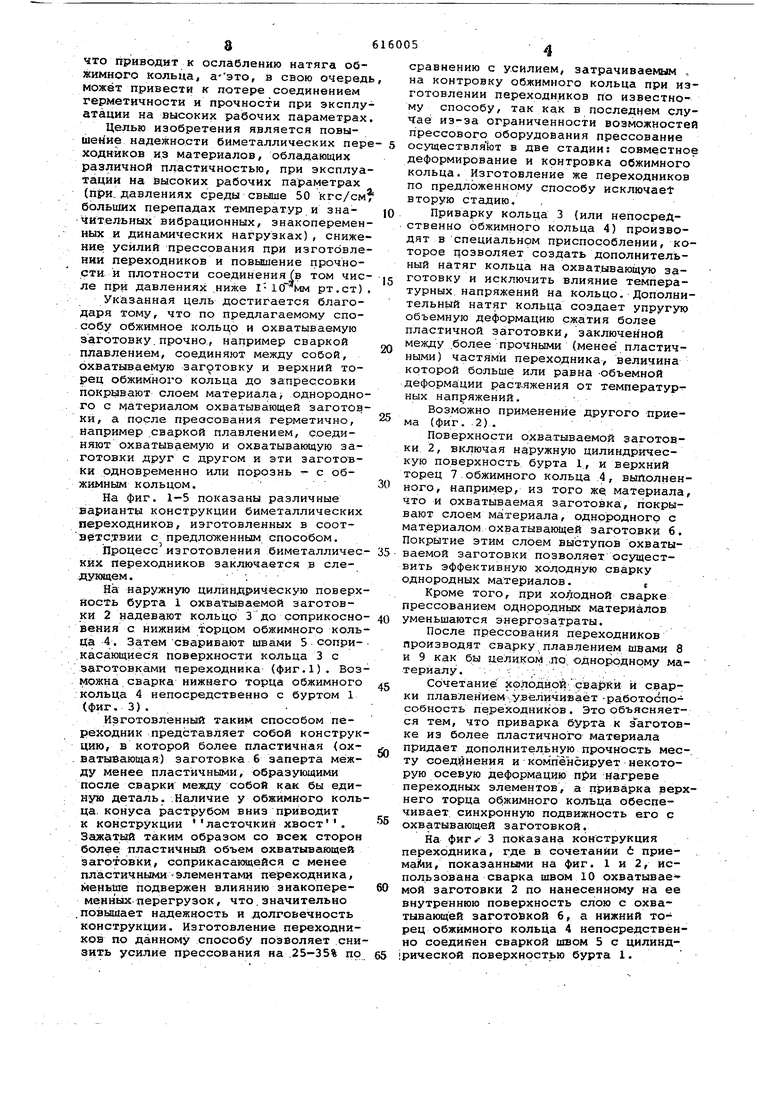
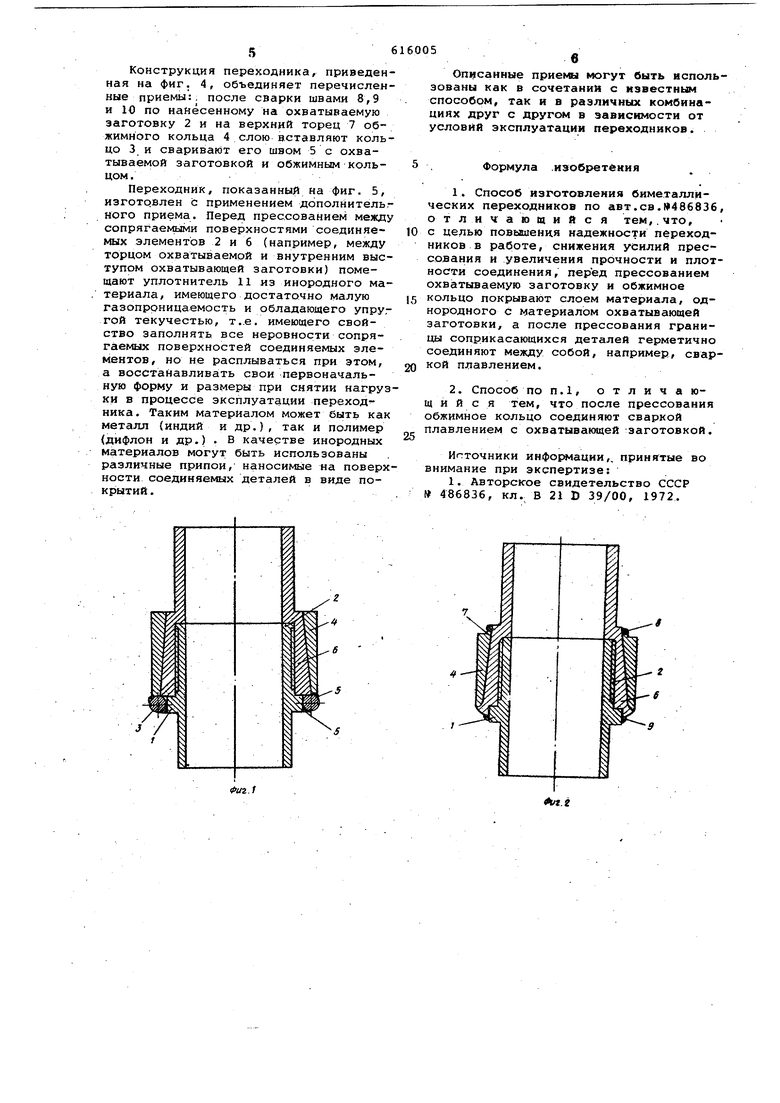
Изобретение относится к общему машиностроению и может быть использовано при соединении трубопроводов и различных узлов из разнородных металлов и сплавов, работающих пру высоких избыточных давлениях и в вакууме в широких пределах как низких так и. высоких (свыше ) темпера тур, в частности в криогенной технике. По основному авт.св. 486836 известен способ изготовления биметаллических переходников из материалов обладающих различной пластичностью. переходники используются для соединения трубопроводов и элементов конструкций криогенной техники. Способ включает телескопическую сборку заготовок и деформирование заготовки из более пластичного материала обжнмным кольцом. Наличие бурта на охватываемой (менее пластичной) заготовке и зазора между ним и торцом охватьшаняаей (более пластичной) заго товки обеспечивает возникновение в процессе прессования знакопеременной деформации охватывающей заготовки с суммарной величиной 25-55%. Этой .деформации достаточно для холодной .; сварки более пластичной охватывающей заготовки по кольцевым выступам охватываемой заготовки l . Существующий способ эффективен прч изг товлении переходников из двух материалов с резко отличающимися механическими свойствами, например из сочетаний титан-алюминий, титан-медь, сталь-аЛюминий и т.п., используемых для работы только при умеренных температурных перепадах (-269 - +100 С) средних рабочих давлениях (до 10 ати) и вакууме (iVlO - 1 1СГмм рт.ст.), т.е. область применения изготовляемых переходников ограничена.. При изготовлении переходников известным способом усилие на контровку обжимного кольца в конечной стадии процесса прессования составляет 25- 35% от общего усилия. Это ограничивает возможности изготов7)ения переходников больших типоразмеров без смены оборудования. Приварка переходников ограниченной длины к изделиям приводит к значительному нагреву объема деформируемой заготовки, заключенного меащу обжимным кольцом и охваттлэаемой заготовкой. Нагрев вызывает большие температурные дефо;рмации деформируемого материала в осевом и радиальном направлении. что приводит к ослаблению натяга обжимного кольца, а-это, в свою очеред может привести к потере соединением герметичности и прочности при эксплу атации на высоких рабочих параметрах Целью изобретения является повышение надежности биметаллических пер ходников из материалов, обладающих различной пластичностью, при эксплуа тации на 1высоких рабочих параметрах (при, давлениях среды свыше 50 кгс/см больших перепадах температур и значительнЕлк вибрационных, знакоперемен ных и динамических нагрузках), снижение усилий прессования при изготовле нии переходников и повышение прочности и плотности соединенияСв том чис ле При давлениях .ниже 1- рт.ст) Указанная цель достигается благодаря тому, что по предлагаемому способу обжимное кольцо и охватываемую заготовку.прочно, например сваркой плавлением, соединяют между собой, охватываемую заг9товку и верхний торец обжимного кольца до запрессовки покрьавают слоем материала однородно го с материалом охватывающей заготовки, а после преосования герметично, например .сваркой плавлением, р.оединяют охватываемую и охватывающую заготовки друг с другом и эти заготовки одновременно или порознь с обжимным кольцом. На фиг. 1-5 показаны различные варианты конструкции биметаллических переходников, изготовленных в соотвётс.твии с предложенным способом. Процесс изготовления биметалличес ких переходников заключается в следуннцем. . На наружную цилиндрическую поверх ность бурта 1 охватываемой заготовки 2 надевают кольцо 3 до соприкосно вения с нижним торцом обжимного коль ца 4. Затем сваривают швами 5 соприкасающиеся поверхности кольца 3 с заготовками переходника (фиг.1). Воз можна сварка нижнего торца обжимного кольца 4 непосредственно с буртог 1 (фит. 3). Изготовленный таким способом переходник представляет собой конструк цию, в которой более пластичная охватыбающая) заготовк-а 6 заперта между менее пластичными, образующими после сварки между собой как бы единую деталь. .Наличие у обжимного коль ца, конуса раструбом вниз приводит К конструкции ласточкин хвост Зажатьюй таким образом со всех сторон более пластичный объем охватывающей заготовки, соприкасакнцейся с менее пластичнымиэлементами переходника, меньше подвержен влиянию знакопеременных, перегрузок , что.значительно .повышает надежность и долговечность конструкции. Изготовление переходников по данному способу позволяет сни зить усилие прессования на .25-35% по сравнению с усилием, затрачиваемым .. на контровку обжимного кольца при изготовлении переходников по известному способу, так как в последнем случ ае из-за ограниченности возможностей прессового оборудования прессование осуществляЪт в две стадии: совместное деформирование и контровка обжимного кольца. Изготовление же переходников по предложенному способу исключает вторую стадию. Приварку кольца 3 (или непосредственно обжимного кольца 4) производят в специальнрм приспособлении, которое позволяет создать дополнительный натяг кольца на охват.ываю1цую заготовку и исключить влияние температурных напряжений на кольцо. Дополнительный натяг кольца создает упругую объемную деформацию сжатия болэе пластичной заготовки, заключенной между .более прочными (менее пластичными) частями переходника, величина которой больше или равна -обьемной деформа:ции растяжения от температур ных напряжений. Возможно применение другого приема (фиг. -2),. Поверхности охватываемой заготовки 2, включая наружную цилиндрическую поверхность бурта 1, и верхний торец 7.обжимного кольца 4, выполненного, например, из того же материала, что и охватываемая заготовка, покрывают слоем материала, однородного с материалом охватывающей заготовки 6. Покрытие этим слоем выступов охватываемой заготовки позволяет осуществить эффективную холодную сварку однородных материалов. , Кроме того, при холодной сварке прессованием однородных материалов уменьшаются энергозатраты. После прессования переходников производят сварку.плавлением швами 8 и 9 как бы целиком до. однородному материалу. . : . ;. . . , . Сочетание хоЛоднр1Й рварКЙ и сварки плавлением увеличивает -работоспособность переходников. Это объясняется тем, что приварка бурта к эаготовке из более пластичного материала придает дополнительную прочность мес-. ту соединения и компёнсирует некоторую осевую деформацию п&и нагреве переходных элементов, а приварка верхнего торца обжимного кольца обеспечивает, синхронную подвижность его с охватывающей заготовкой. На фиг,- 3 показана конструкция переходника, где в сочетании t приемаМи, показанными на фиг. 1 и 2, Использована сварка швом 10 охватываем мой заготовки 2 по нанесенному на ее внутреннюю поверхность слою с охватывающей заготовкой 6, а нижний торец обжимного кольца 4 непосредственно соединен сваркой швом 5 с цилинд1рической поверхностью бурта 1.
Конструкция переходника, приведенная на фиг. 4, объединяет перечисленные приемы: после сварки швами 8,9 и 10 по нанесенному на охватываемую заготовку 2 и на верхний торец 7 обжимного кольца 4 слою в.ставляют кольцо 3 и сваривают его швом 5 с охватываемой заготовкой и обжимным кольцом.
Переходник, показанный на фиг. 5, изготовлен с применением дополнитель,ного приема. Перед прессованием между сопрягаемыми поверхностями соединяемых элементов 2 и 6 (например, между торцом охватываемой и внутренним выступом охватывающей заготовки) помещают уплотнитель 11 из инородного материала, имеющего достаточно малую газопроницаемость и обладающего упру,гой текучестью, т..е. имеющего свойство заполнять все неровности сопрягаемых поверхностей соединяемых элементов, но не расплываться при этом, а восстанавливать свои первоначальную форму и размеры при снятии нагрузки в процессе эксплуатации переходника. Таким материалом может быть как металл (индий и др.), так и полимер {дифлон и др.) . В качестве инородных материалов могут быть использованы различные припои, наносимые на поверхности соединяемых деталей в виде покрытий.
Описанные приег«л могут быть использованы как в сочетаний с кзвестнь м способом, так и а различных комбинациях друг с другом в зависимости от условий эксплуатации переходников.
Формула .изобретбиия
1.Способ изготовления биметаллических переходников по авт.св.))4в6836, отличающийся тем,.что,
с целью повышения надежности переходников в работе, снижения усилий прессования и увеличения прочности и плотности соединения, перед прессованием охватываемую заготовку и обжимное кольцо покрывают слоем материала, однородного с материалом охватывающей заготовки, а после прессования границы соприкасающихся деталей герметично соединяют между собой, например, сваркой плавлением.
2.Способ по П.1, отличающийся тем, что после прессования обжимное кольцо соединяют сваркой плавлением с охватывающей заготовкой.
Источники кнформацнн,. принятые во внимание при экспертизе:
1. Авторское свидетельство СССР 486836, кл. В 21 D 39/00, 1972.
Фиг.1
А/г.г
w
1
/
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления биметаллических переходников | 1972 |
|
SU486836A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2008 |
|
RU2384787C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА | 1990 |
|
RU2035280C1 |
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
| Соединение законцовок труб из композиционных волокнистых материалов с металлическими деталями и способ его реализации | 2017 |
|
RU2669114C1 |
| Способ соединения труб с трубнымиРЕшЕТКАМи и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1978 |
|
SU806313A1 |
| Способ изготовления биметаллических трубчатых деталей сваркой давлением с подогревом | 1975 |
|
SU610638A1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ДЛЯ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2014 |
|
RU2554382C1 |
л/г. «
fuz.S
