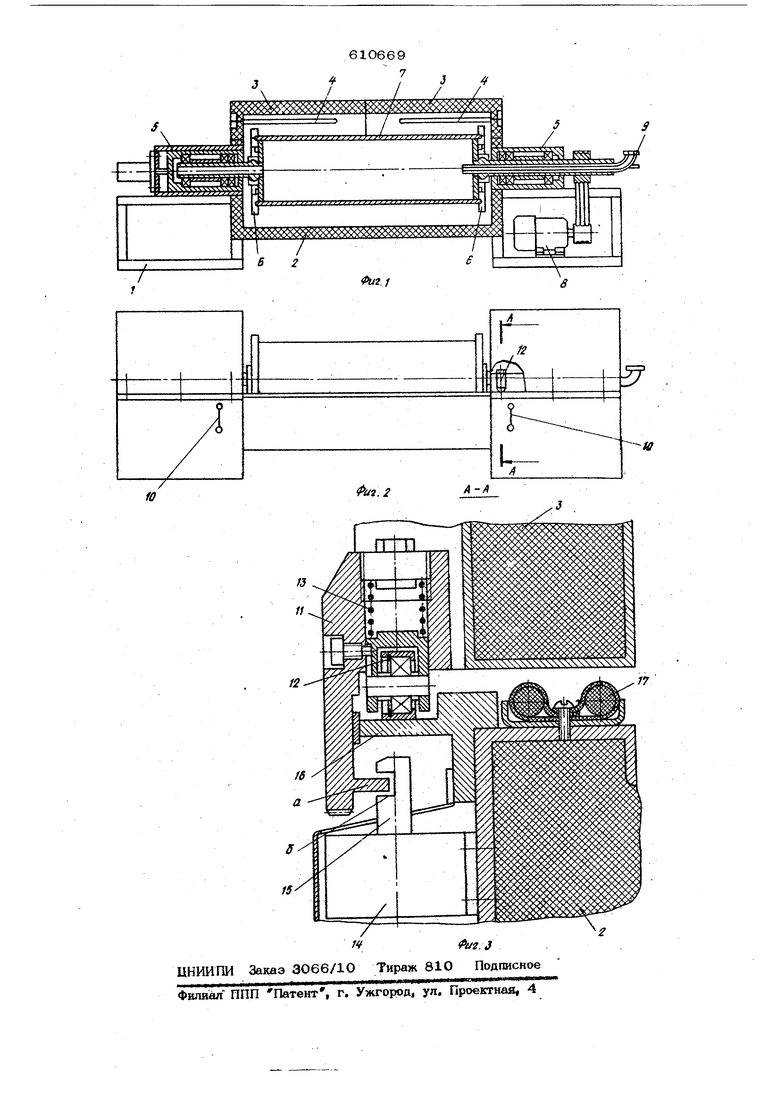
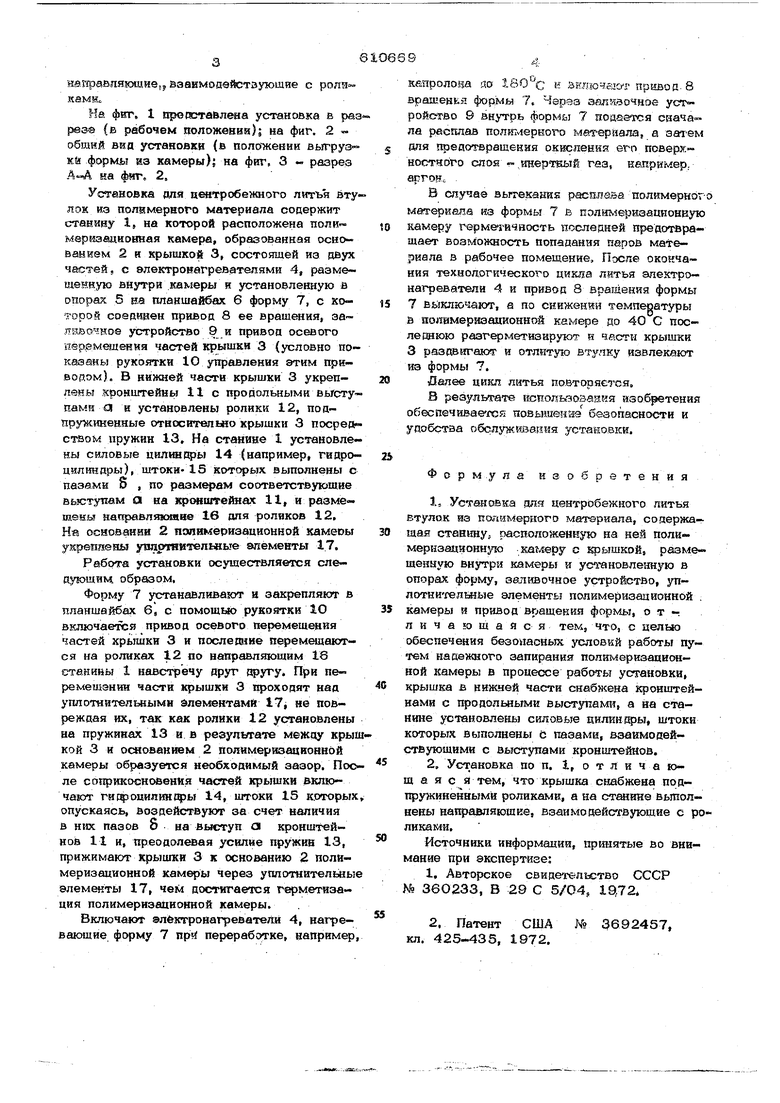
нагфавляющие,5 вааимодвйстауюшае с роля камн. На фйг, 1 проистайлена установка в раз рез® (Б рабочем положении); на фиг, 2 «общий вид установки (в положении выгруз кй формы из камеры); на фиг, 3 - раареа .А«-А на фяг, 2. Установка дни центробежного литъя вту лок из полимерного материала содержит станину 1, на которой расположена полимеризацнонная камера, образованная основанием 2 и крышкой 3, cocTOsraiefl из двух чшзтей, с электровагревателями 4, размещенную внутри камеры н установленную в опорах 5 на планшайбах 6 форму 7, с которой соединен привод 8 ее вращения, залнвояное устройство 9 и привод осевого пе|хемещейия частей крышки 3 (условно показаны рукоятки 10 управления этим приводом) В нижней части крышки 3 укреплены кронштейны 11 с продольными высту пами а и установлены ролики 12, подпружиненные относительно крышки 3 посред ством пружин 13, На станине 1 установлены силовые цилин1Чзы 14 (например, гидроцилиндры), штоки-15 которых выполнены с пазами S , по соответствующие выступам а на кронштейнах 11, и разметены направляюмие 16 для роликов 12, Ни осйовании 2 пэпикеризационной камеоы укреплены увпртяительвые элементы 17, Работа установки осуществляется следующий образом, Форму 7 устанавливают и закрепляют в планшайбах 6, с помощыо рукоятки 10 включается привод осевого перемещения частей крьнцки 3 и послеш1ие перемещаются на роликах 12 по направляющим 18 станины 1 навстречу друг другу. При перемещении части крышки 3 проходят над уплотнительнымн йлемектамй 17, не повреждая их, так как ролики 12 установлены на пружинах 13 ив реоулг/гате между кры кой 3 и основанием 2 полимеризациовной камеры образуется необходимый зазор. Пос ле соприкосновения частей крышки включают гидроцилин фы 14, штоки 15 которых опускаясь, воздействуют за счет наличия в них пазов 8 на Выступ О кронштейнов 11 и, преодолевая усилие прожив 13, прижимают крышки 3 к основанию 2 полимеризационной камеры через уплотнительны элементы 17, чем достигается герметизация полимеризацнокной камеры. Включают электронагреватели 4, нагревающие, форму 7 пр5( переработке, например капролона ао 180с к включшот привод-8 врашенкя формы 7. Черэа эалтдаочное устройство 9 внутрь формы 7 подается сначала расЕш.ав полш ерного материала, а ОЛЯ предотвращения окисления его поверя:- ностчого СЛОЕ .-.инертный газ, например. аргонс В случае вытекания расплава полимерного материала из формы 7 в полимерйзациониую камеру гермечвчность последней предотвращает возможность попадания паров материала в рабочее помещение. После окончания технологического цикла литья алектронагреватели 4 и привои 8 вращения формы 7 выключают, а по снижения темпеоатуры а иоя1амернзанионной камере до 40 С последнюю разгерметизируют и части крышки 3 раздвигают и отлитую втулку извлекают из формы 7. Далее цикл литья повторяется, В результате {юподьзозанкя изобретения обеспечиваеязЕ повышение безопасности и удобства обслуждваиия установки. Форм.ула изобретения J., Установка для центробежного литья втуло.к из полимерного материала, содержащая станину, расположенную на ней полимернзааионную каиеру с крышкой, размещенную внутри камеры и ус ановленную в опорах форму, зеливочное устройство, уплотнигелшые элементы полимеризан ионной . камеры и привод вращения формы, от-, личающайся тем, что, с целью обеспечения безонасньж, условий работы пуем надежного запирания полнмеризационной камеры в процессе работы установки, крышка в Нижней части снабжена кронштейнами с продольными выступами, а на станине установлены силовые пилиндры, штоки которых выполнены б пазами, взаимодействующими с выступами кронштейнов, 2. Установка по п. 1, о т л и ч а ющ а я с я тем, что крышка снабжена подпружиненными роликами, а на вьтолвены направляющие, взаимодействующие с роликами. Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР NO 36О233, В 29 С 5/04, 19,72, № 3692457, 2, Патент США кл. 425-435, 1972.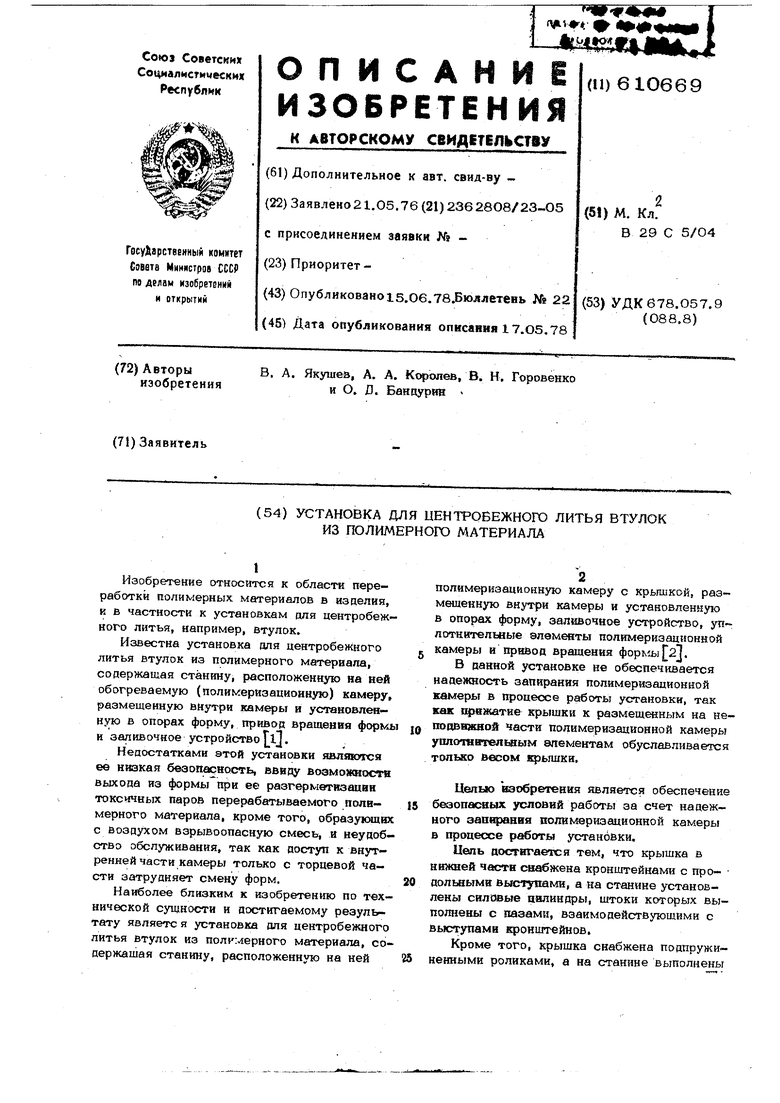
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного формования полых изделий | 1984 |
|
SU1199639A2 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| Установка для центробежного формования изделий из полимерных материалов | 1982 |
|
SU1066829A1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |
| Установка для центробежного литья | 1973 |
|
SU539509A3 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| Установка для центробежного изготовления втулок из полимерного материала | 1986 |
|
SU1353623A1 |
| Установка для наплавки центробежным литьем внутренних цилиндрических поверхностей деталей | 1987 |
|
SU1560381A1 |