1
Изобретение относится к оборудованию для переработки полимеров центробежным способом, предназначено преимущественно для одновременного форсования нескольких капролоновых втулок и может быть использовано в специализированных производствах судоремонтных предпр-иятий, а также в химической промышленности.
Цель изобретения - изготовление втулок одного диаметра и повышение их качества.
На фиг. 1 изображена установка для центробежного литья втулок, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - направление усадки в отливаемой втулке.
Установка для центробежного литья втулок из полимерного материала содержит станину 1, расположенную на ней полимери- зационную камеру 2, образованную основанием 3 и крышкой 4, с электронагревателями 5 и отверстиями 6 и 7 соответственно для отсоса паров и слива расплава на случай его утечки. Внутри камеры 2 расположен сменный корпус 8, который установлен на концах валов подвижной 9 и неподвижной 10 подшипниковых опор..
Внутри корпуса 8 концентрично оси 11 жестко закреплены втулка 12 с отверстиями 13 для подачи расплава и формы, образованные перпендикулярно установленными на втулке 12 дисками 14 с интервалом, соответствующим заданному размеру получаемых втулок 15.
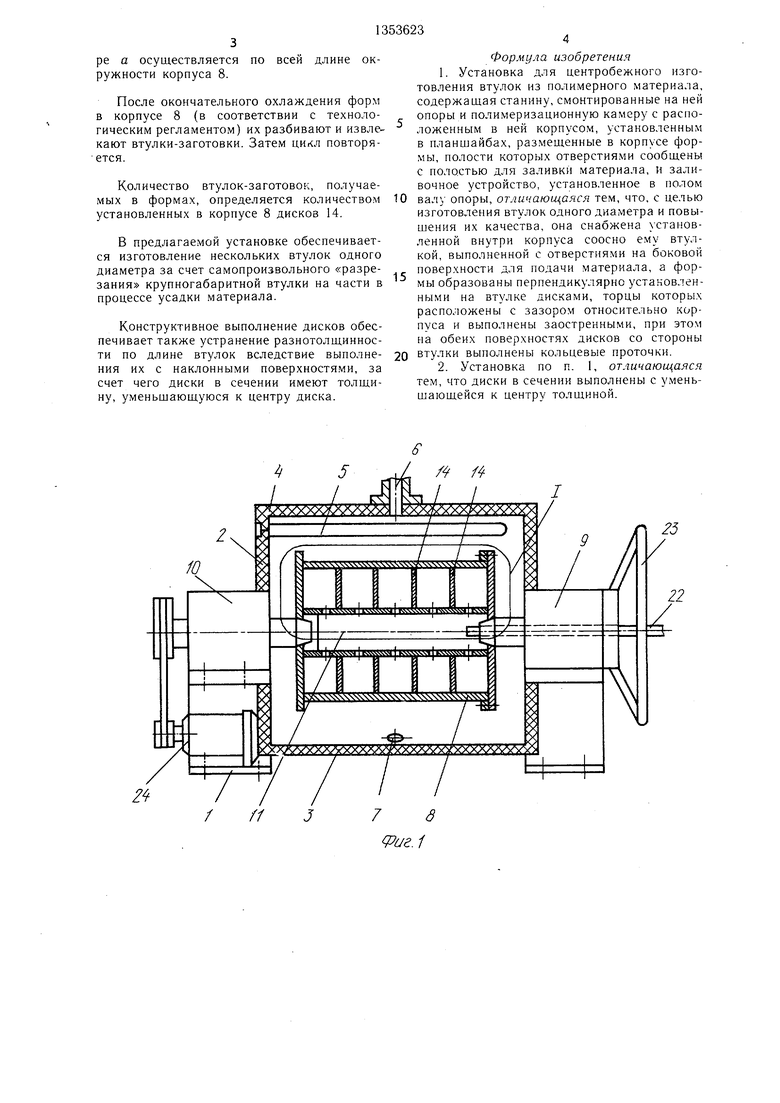
Диски 14 установлены в корпусе 8 с зазором а между его стенкой для перелива расплава в полости 16 формы. Зазор а определяется величиной усадки втулки по наружному диаметру и составляет 0,5-1,0 мм для данного конкретного случая. Диски 14 отделены один от другого установленными ;а втулке 12 проставками 17, выполненными в виде пратков с фланцами.
В съемную крышку 18 корпуса 8 упирается проставка 17, имеющая компенсатор 19 для устранения погрешностей в размерах проставки 17. Диски 14 в сечении имеют уменьщающуюся к центру толщину за счет выполнения их с наклонными поверхностями с углом наклона р 1,5° к продольной оси. Для получения качественных втулок в полостях 16, прилегающих к торцовым крышкам корпуса 8, последние также выполнены с наклонными поверхностями с углом наклона р 1,5° к их продольной оси.
По торцам .аиски 14 выполнены заост- ренны.ми с конусом 20 для «разрезки перемычки в зазоре а за счет усадки полимерного .материала в процессе его отверждения.
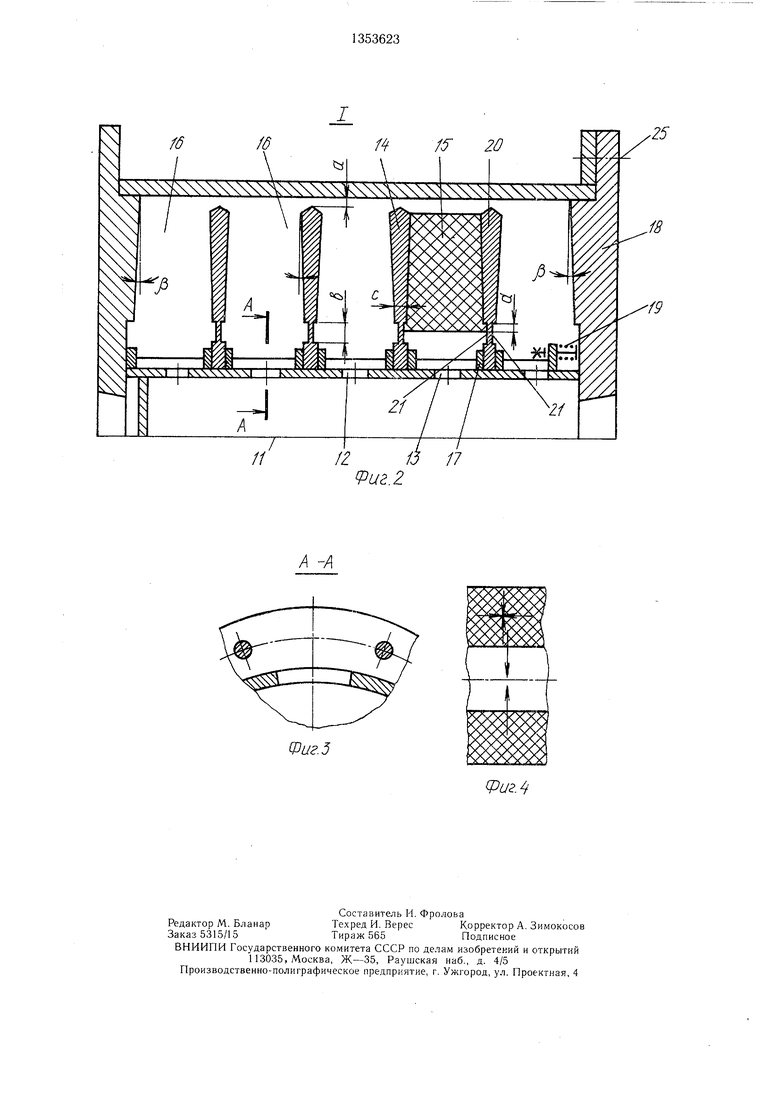
На уровне внутреннего диаметра отливаемых втулок 15 на обеих боковых поверхностях дисков 14 выполнены кольцевые проточки 21 для центрирования втулок 15.
15
20
25
53623
2
Размеры проточек 21 зависят от величины усадки втулки по внутреннему диаметру, определяются экспериментальным путем и равны b 15-20; с 3-4 и d 3-4 мм. 5 В подшипниковой опоре 9 размещено заливочное устройство 22, выполненное в виде подвижной в осевом направлении трубы с боковыми отверстиями на конце (не показано).
Поджатие корпуса 8 осуществляется с по- 0 мощью привода 23, установленного в подвижной подшипниковой опоре 9. Для вращения корпуса 8 на станине 1 установлен привод 24.
В установке изготовляют втулки-заготовки из капролона для сменных футеровок блоков, используемых в грузоподъемных устройствах на рыбопромысловых судах. Размеры отливаемых втулок составляют, мм: наружный диаметр 344, внутренний диаметр 202, толщина стенки 71, длина (высота) 70.
Установка работает следующим образом.
Открывают крышку 4 полимеризационной камеры 2 и внутрь нее на опорах 9 и Ш устанавливают с помощью подъе.много устройства (не показано) собранный совместно с набором дисков 14 корпус 8.
Сборку форм осуществляют путе.м поочередного размещения в ней на втулке 12 проставок 17 и дисков 14. Последняя проставка 17 компенсирует с помощью компенсатора 19 погрешности в их размерах. Затем корпус 8 закрывают съемной крышкой 18, которую крепят к корпусу болтами 25.
После установки на опорах 9 и 10 корпуса 8 с формами крышку 4 полимеризационной камеры 2 закрывают, корпус 8 поджимают с помощью привода 23 подвижной опорь 9 и включают электронагреватели 5 и привод 24 вращения корпуса 8.
Нагрев ведут до достижения внутри полимеризационной камеры 2 температуры 180°С.
Заливочное устройство 22 перемещают внутрь корпуса 8 и подают через него расплав полимерного материала, который под действием центробежной силы перетекает через отверстия 13 втулки 2 в полости 16 формы 8 и занимает благодаря зазору а один и тот же уровень по внутреннему диаметру.
После заполнения полостей 16 фор.м расчетным .количеством полимера осуществляют формование втулок-заготовок 15 согласно технологическому регламенту.
По окончании формования нагреватели 5 и привод 24 отключают, открывают крышку 4 полимеризационной ка.меры 2, вьши.мают заливочное устройство 22 и с помощью подъемного устройства извлекают корпус 8, который ставят на охлаждение.
В процессе охлаждения корпуса 8 происходит усадка материала и разрезание «перемычки в зазоре а. Разрезание в зазо30
35
40
45
50
55
ре а осуществляется ружности корпуса 8.
по всей длине окПосле окончательного охлаждения форм в корпусе 8 (в соответствии с технологическим регламентом) их разбивают и извлекают втулки-заготовки. Затем цикл повторя- ется.
Количество втулок-заготовок, получаемых в формах, определяется количеством установленных в корпусе 8 дисков 14.
В предлагаемой установке обеспечивается изготовление нескольких втулок одного диаметра за счет самопроизвольного «разрезания крупногабаритной втулки на части в процессе усадки материала.
Конструктивное выполнение дисков обеспечивает также устранение разнотолщиннос- ти по длине втулок вследствие выполнения их с наклонными поверхностями, за счет чего диски в сечении имеют толщину, уменьшающуюся к центру диска.
Формула изобретения
1.Установка для центробежного изготовления втулок из полимерного материала, содержащая станину, смонтированные на ней опоры и полимеризационную камеру с расположенным в ней корпусом, установленным в планшайбах, размещенные в корпусе формы, полости которых отверстиями сообщены с полостью для заливки материала, и заливочное устройство, установленное в полом
0 валу опоры, отличающаяся тем, что, с целью изготовления втулок одного диаметра и повышения их качества, она снабжена установленной внутри корпуса соосно ему втулкой, выполненной с отверстиями на боковой поверхности для подачи материала, а формы образованы перпендикулярно установленными на втулке дисками, торцы которых расположены с зазором относительно корпуса и выполнены заостренными, при этом па обеих поверхностях дисков со стороны втулки выполнены кольцевые проточки.
2.Установка по п. 1, отличающаяся тем, что диски в сечении выполнены с уменьшающейся к центру толщиной.
5
0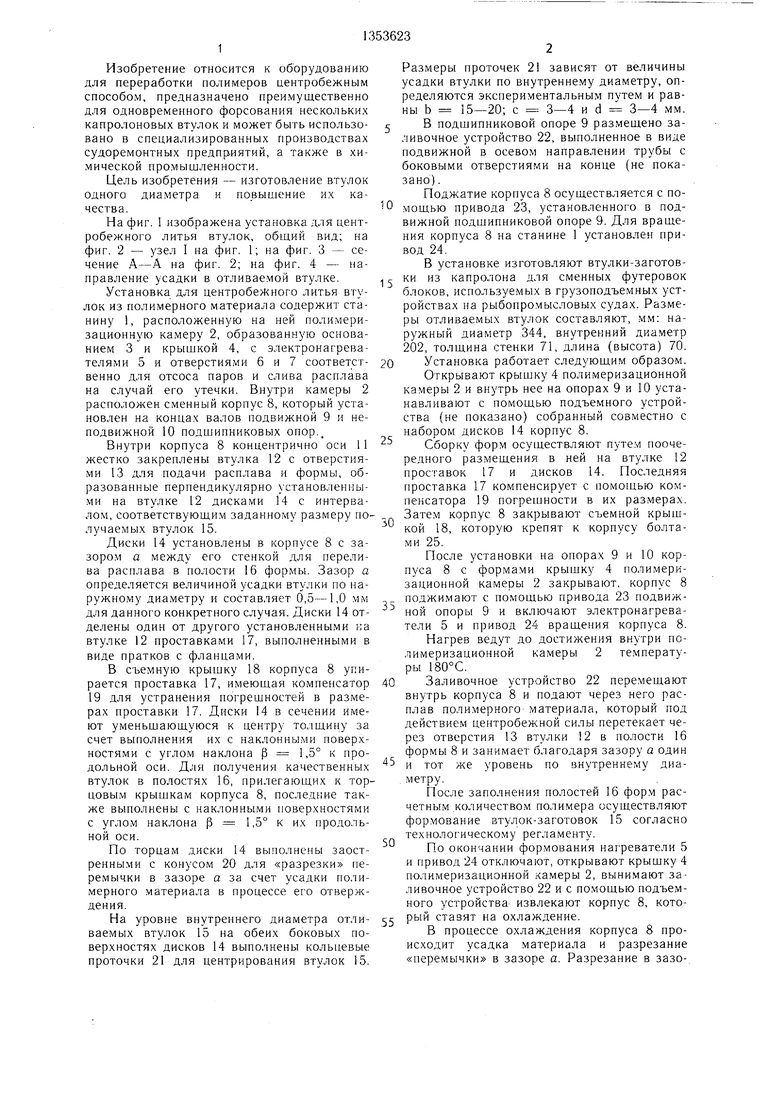
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного формования втулок из полимерных материалов | 1988 |
|
SU1669739A1 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| ПРОХОДНОЙ ОПОРНО-ПОВОРОТНЫЙ УЗЕЛ (3 ВАРИАНТА) | 2019 |
|
RU2718337C1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| Установка для центробежного литья втулок из полимерного материала | 1979 |
|
SU785048A1 |
| Устройство для центробежного формования | 1978 |
|
SU763119A1 |
| ВИБРОИЗОЛЯТОР КАССЕТНЫЙ НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ (ВКНБГ) | 2012 |
|
RU2496034C2 |
| Форма для центробежного формования изделий | 1989 |
|
SU1609690A1 |
| Герметичный центробежный экстрактор | 2024 |
|
RU2834085C1 |
Изобретение относится к оборудованию для переработки полимеров, в частности капролона, центробежным способом и может быть использовано в специализированных производствах судоремонтных, предприятий, а также в химической промышленности для изготовления втулок-заготовок типа колец. Цель изобретения - изготовление втулок одного диаметра и повышение их качества. Для этого установка снабжена установленной внутри корпуса по его оси втулкой, выполненной с отверстиями на боковой поверхности для подачи материала, а формы образованы перпендикулярно установленными на втулке дисками, торцы которых заострены и расположены с зазором относительно корпуса. На обеих поверхностях дисков со стороны втулки выполнены кольцевые канавки. Диски в сечении выполнены с уменьшаюшейся к центру толщиной. В процессе усадки материала обеспечивается изготовление нескольких втулок одного диаметра за счет самопроизвольного «разрезания крупногабаритной втулки на части в процессе усадки материала, а за счет выполнения дисков в сечении толщиной, уменьшающейся к центру диска, обеспечивается устранение разнотолщинности втулки по длине. 1 з.п. ф-лы, 4 ил. (Л со СП со О5 со
4
I
П 25
f9
иг.З
(риг. 4
| Установка для центробежного литья втулок из полимерного материала | 1979 |
|
SU785048A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| Солесос | 1922 |
|
SU29A1 |
