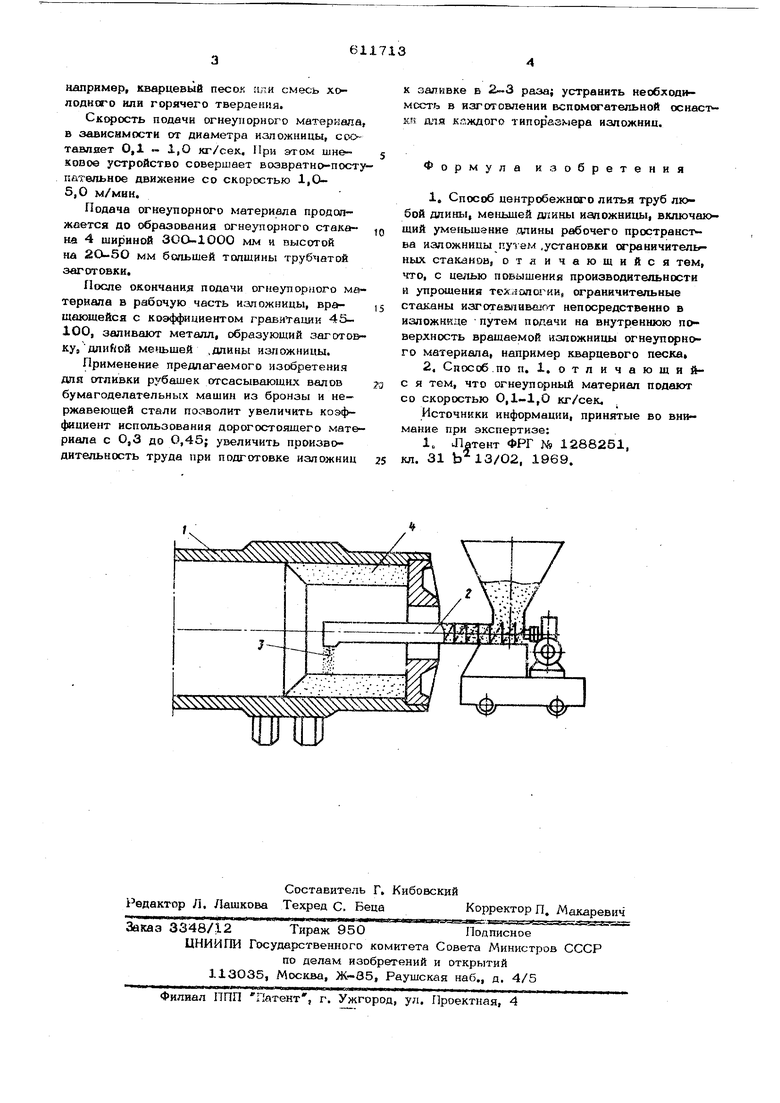
Изобретение относится к питейному производству, а именно к технологии получения трубчатых заготовок раацичной длины, на пример, заготовок рубашек отсасывающих валов бумагоделательных машин, цектробежнопитейной машине с горизонтальной осью вращения при использовании изложницы зада ног о диаметра. Известен способ, позволяющий в изпожиице для центробежного литья получать пустотелые заготовки любой длины, меньшей длины изложиицы, где с этой целью в излож ницу с обоих концов вставляют сн ранЕ1читель ные стаканы L- JНедостатками известного способа центре бежного литья труб различной длины в излож нице заданного размера являются низкая производительность и сложность при сборке и установке в изложнице ограничительного стакана, что особенно затруднительно, а иногда вообше невыполнимо при малых диаметрах изложниц. Кроме того, длина трубчатой заготовки, полученной нзвестным способом, не может быть любой в пределах длины изложницы, а является кратной длине ограничительного ст&кана, Цель изобретения - упрощение и повьншение производительности труда при полу чении в одной изложнице трубчатых заготовок, например рубашек отсасывающих валов из бронзы или нержавеющей стали диаметром 600 - 15ОО мм, длиной - 10 м и весом 2-30 тн. Это достигается путем создания етиеупорных стаканов по торцам изложницы за счет подачи на внутреннюю поверхность вращающейся изложницы огнеупорного материала и образования футеровки, огранич вающей длину рабочего пространства изло}| ницы, огнеупорный материал подают со скоростью 0,1-1,0 кг/сек. На чертеже схематически изображено устройство для реализации предлагаемого способа. В изложницу 1 центробежной машины, вращающ юся со скоростью об/мин в любое место по длине изложницы, с помощью шнекового устройства или пескосыпа 2 подается огнеупорный материал 3, например, кварцевый песок али смесь холодного или горячего твердения. Скорость подачи огнеупорного материала в зависимости от диаметра изложницы, соо тавлнет О,1 - 1,О кг/сек. При этом шнековое устройство совершает воэвратно-пост пательиое движение со скоростью 1,05,0 м/мви. Подача огнеупорного материала продолжается до образования огнеупорного стакана 4 шириной ЗОО-ЮОО мм и высотой на 2О-5О мм бооьшей толшины трубчатой заготовки. После окончания подачи огнеупорного ме термала в рабочую часть наложницы, вращающейся с коэффициентом гравитации 45- 100, заливают металл, образующий заготов кувдлиной ме 1ьшей .длины изг ожнииы. Применение предлагаемого изобретения Ш1Я отливки рубашек отсасывающих валов бумагоделательных машин из бронзы и нержавеющей стали позволит увеличить коэффициент использования дорогостоящего мате риала с 0,3 до О,45; увеличить производительность труда при подготовке изложниц к заливке в 2™3 раза; устранить необходимость в изготовлении вспомогательной оснасткк каждого типоразмера изложниц. Формула изобретения 1, Способ центробежного литья труб любой длины, меныдей дгшны изложницы, включах щий уменьшение ,ш1Ины рабочего пространств ва изложницы путем .установки ограничитель ных стаканов, отличающийся тем, что, с целью повышения производительности и упрощения технологии, ограничительные стаканы изготваяива т непосредственно в изложнкде путем подачи на внутреннюю поверхность вращаемой изложницы огнеупорного материала, например кварцевого песка 2, Способ по п. 1. отличающийс я тем, что огнеупорный материал подают со скоростью 0,1-1,0 кг/сек. . Источники информации, принятые во внимание при экспертизе: 1. Латент ФРГ № 1288251, кл. 31 Ь 13/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Устройство для центробежного литья | 1982 |
|
SU1044418A1 |
| Центробежная машина с горизонтальнойОСью ВРАщЕНия излОжНицы | 1979 |
|
SU846080A1 |
| Способ центробежного литья и форма для его осуществления | 1983 |
|
SU1072986A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2762692C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| Установка для центробежного литья | 1980 |
|
SU944772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824367C1 |
| Устройство для футеровки изложниц центробежных машин | 1982 |
|
SU1060301A1 |
