Изобретение относится к механической обработке шпифованием ппоских поверхнос тей крупногабаритных детапей, преимущественно панепей, и может быть использовано в машиностроительной и других областях.
Известен станок для шлифования и полирования металлических листов по основному авт.св. № 44О243, который содержит станину, неподвижную стойку с поперечной для рабочих барабанов с натянутой на них абразивной лентой, механизм осииппяции и стоп для установки заготовки .
Известный станок имеет низкую производительность.
Предложенный станок отличается от известного тем, что он снабжен шлифовальными блоками, установленными с двух сторон от барабанов с натянутой на них шлифовальной лентой.
Этим достигается повышение производительности обработки.
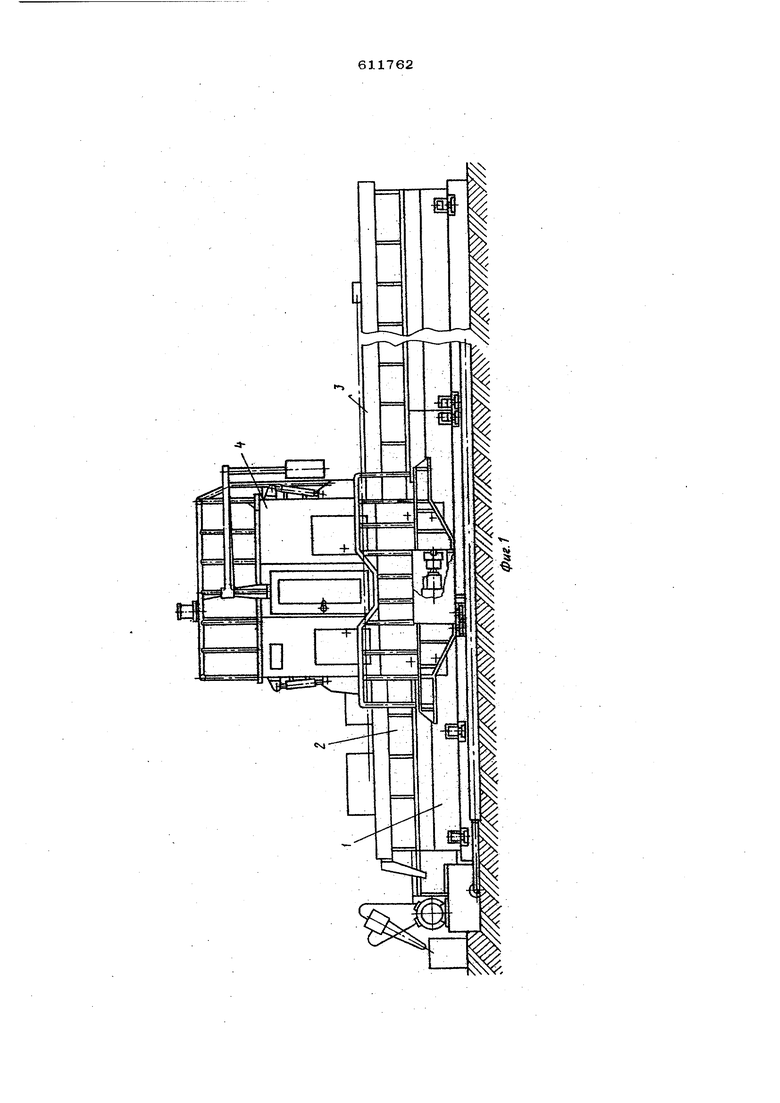
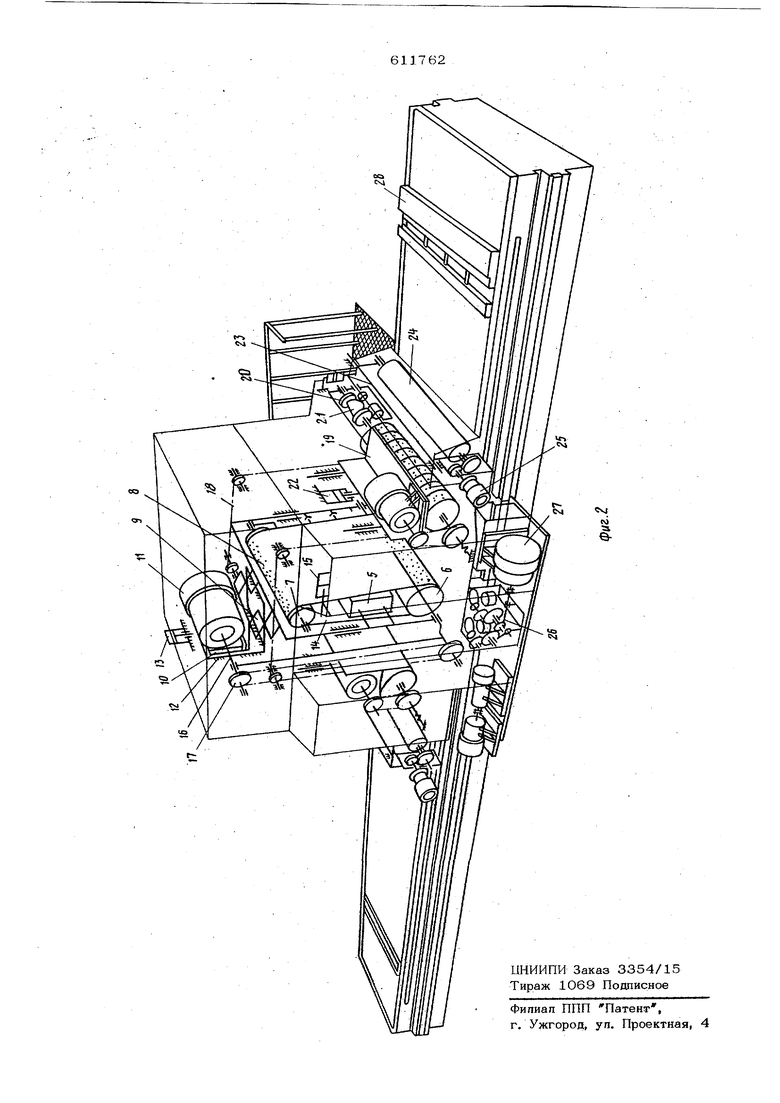
На фиг. 1 схематично изображен описываемый станок, обший вид; на фиг. 2 -кинематическая схема станка. На станине 1 установлен неподвижный стол 2 для об-
рабатываемой заготовки 3. На направляющих станины расположен подвижный портал 4, на вертикальных направляющих которого установлена ленточно-шлифовальная головка 5с рабочим 6 и натяжным 7 барабанами. На барабанах натянутая широкая абразивная лента 8. Ленточно-шлифовальная головка 5 через рычаги 9 соединена скронштейном 1О подвески электродвигателя 11 привода абразивной ленты 8. Кронштейн 10 установлен в направляющих 12 и связан со штоком .гидроцилиндра 13. Натяжной бан 7 расположен в качающейся вилке 14, шарнирно связанной с гидроцилиндром 15
осцилляции абразивной ленты. Трансмиссия привода абразивной ленты состоит из карданов 16 и клиноременной передачи 17.
По обеим сторонам ленточно-шлифовальной головки 5 на тросах 18 попвешены шлифовальные блоки 19 с инструментом из лепестковых абразивных кругов 2О и механизмом 21 осцилляции. Для управления шлифовальным блоками 19 применены гидроцилиндры 22. За шлифовальными
блоками по сторонам портала подвешены
очистные устройства 23 с ципиндрическими щетками 24 и автономным приводом 25
В нишах нижней части портала установпен привод продольной подачи, состоящий и.з редуктора 26 и электродвигателя 27,
Для фиксации заготовки 3 на стопе 2 устаношен механический зажим 28.
Обработка деталей ведется в полуавтоматическом режиме.
Портал 4 выводят в исходное положе- ние ( крайнее левое или правое ), на стол
2станка устанавливают заготовку детали
3н фнкснруют механическим зажимом 28. Включают двигатели привода абразивного ин струмента и электроавигатель 27 привода продольной подачи портала.
При подходе пенточно-шлифовальной го. ловки 5 к зоне обработки она от команды автоматической системы управления опускается на заготовку 3 и прижимаете я . жущейся абразивной лентой 8 к обрабатываемой поверхности. Вертикальное перемещение пенточно щлифовапьной головки осуществляется гидроцилиндром 13, который, поднимая ронц1теАн-Ю по направляющим 12 вверх, перемешает через рычаги ленточно- шлифовальную головку вниз.
Гйдроцилиндр 15, постоянно покачивая вилку 14 натяжного барабана 7, засгавпяег осциллировать абразивную ленту 8. Момент вращения от пектродвигатепя 11 к рабочему барабану 6 передается через карданы 16 и клиноременную пфедачу 17,
За ленточчо-шлифовальной головкой на обрабатываемую поверхность заготовки 3
опускается гидроцилиндром 22 шлифовальный блдк 19 и дересткЬвцми абразивными кругами 2О снимает слой металла. .Лепест ковые абршзивные круги постоянно колеблят ся в осевом направлении от механизма 21 осцилляции
Обработка ведется сразу двумя инструментами - абразивной лентой 8 и лепестко выми кругами 20- Когда портал доходит до конца заготовки, ленточно-шлифовальная головка ц шлифовальный круг отходят в исходное положение.
При обработке в обратном направлении с ленточно.-шлифовальной головкой работает противоположный шлифовальный блок, а только что работавший блок служит ему противовесом, связанным с.ним тросами 18i
Обработанная поверхность очищается от стружки и эмульсии в процессе обработки устройствами 23, которые щетками 24 счищают шлам.
формула изобретения
Станок для шлифования и погтирования метаплических листов по авт. св№ 44О243, о тличаюшийся тем,что, с целью повышения производительности, станок снабжен шлифовальными блоками,установленными с двух сторон от барабанов с натянутой на них шлифовальной лентой, с возможностью ввода их в зону обработки поочередно за шлифовальной пентой.
Источники информации, принятые во внимание при экспертизе ;
1. Авторское свидетельство СССР № 440243, кл. В 24 В 21/04, 1965 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок | 1990 |
|
SU1807929A3 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Станок для шлифования и полирования металлических листов | 1965 |
|
SU440243A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |