через толкатель 15, проходящий через внутреннюю полость шпинделя. Толкатель шарнирно связан с коромыслами специальными муфтами 16 и 17, содерж;ащими между стянутыми прзжинами 18 в кожухах 19 полумуфтами 20 и 21 .шарики 22. Чтобы враш,ение шпинделя не передавалось на муфту 17, она соединена с толкателем 15 подшипниковой муфтой 23, содержащей подшипники качения 24 и упорный подшипник 25.
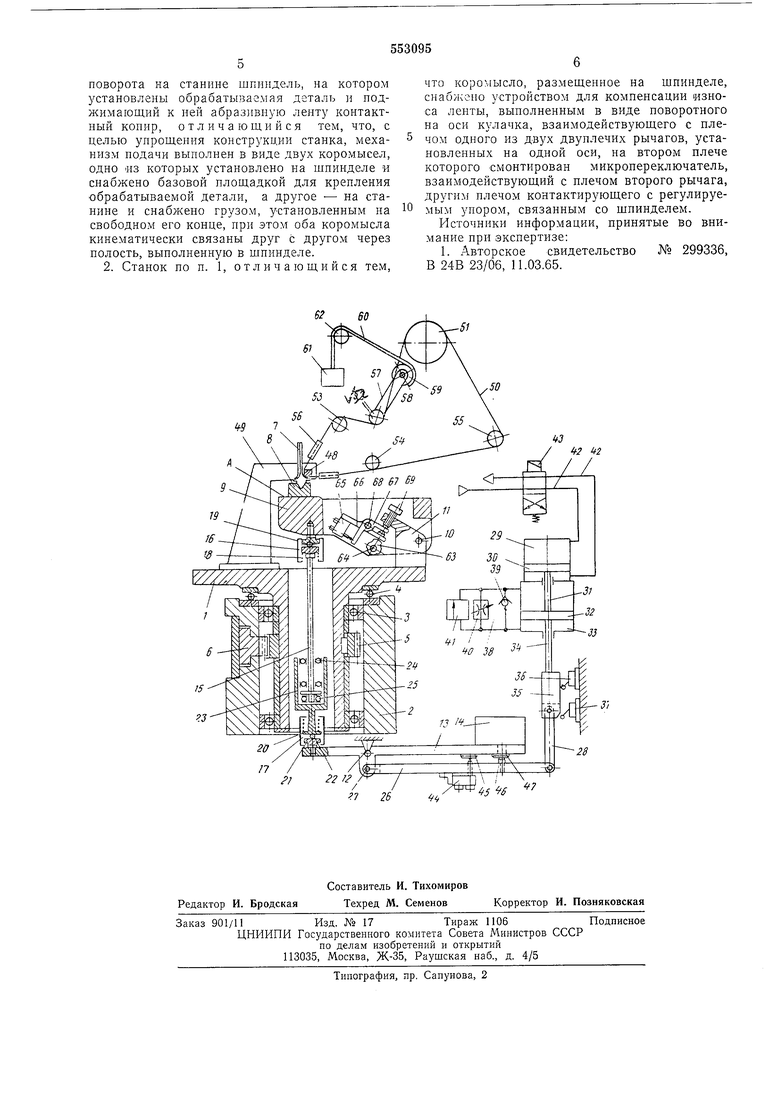
Механизм подачи станка имеет также узел размерной автоматической подачи, содержащий коромысло 26 с осью поворота 27, тягу 28 и пневмоцилиндр иодачи 29. Поршень 30 пневмоцилиндра 29 штоком 31 соединен с поршнем 32 гидротормоза 33. Шток 34 поршня 33 на конце имеет кулачок 35, взаимодейств)аощий с путевыми переключателями 36 и 37, установленными на станине. Коромысло 26, тяга 28 и шток 34 соединены между собой шарнирно. Верхняя и нижняя полости гидротормоза 33 соединены между собой через гидроузел 38, содержащий обратный клапан 39, дроссель 40 и кран 41, управляемый переключателем 36. Воздух в цилиндр 29 по трубам 42 от пневмоСети подается через золотник 43 с электрическим управлением (соленоид).
На коромысле 26 закреплен микропереключатель 44, взаимодействующий с упором 45 коромысла 13. Коромысла 26 и 13 взаимодействуют также через установленные на них упоры 46 и 47.
Контактный копир 48 при помощи кронштейна 49 закреплен на планшайбе шпинделя 1.
Бесконечная абразивная лента 50 огибает ведущий шкив 51, натяжной ролик 52, направляющие ролики 53, 54 и 55, а также удерживающие ее от смещения желобки 56 и копир 48. Натяжной ролик 52 установлен на рычаге 57, имеющем возможность поворачиваться вокруг оси 58. С рычагом 57 жестко связан ролик 59, на нем закреплен и намотан трос 60, несущий груз 61, которым создается натяжение ленты. Трос 60 перекинут через свободно вращающийся ролик 62.
На коромысле подачи 9 установлен компенсатор износа ленты, содержащий кулачок 63 с осью вращения 64, микропереключатель 65, коромысла 66 и 67 с общей осью вращения 68. Правые концы коромысел внутренними сторонами взаимодействуют между собой, а наружными - с кулачком 63 и упором 69, выполненным в виде микрометрического винта, установленного на кронштейне 11. Микропереключатель 65 установлен на левом конце коромысла 66 и взаимодействует с левым плечом коромысла 67.
При включении станка вращается абразивная лента и совершает качания вокруг своей оси шпиндель 1, перемешающий лопатку 7 с копиром 48 относительно ленты 50, а также подается сжатый воздух в верхнюю полость силового пневмоцилиндра 29. Поршень пневмоцилиндра, быстро, опускаясь
вниз, через шток 31, поршень 32, шток 34, кулачок 35 и тягу 28 поворачивает коромысло 26 вокруг оси 27, давая возможность поворачиваться вокруг оси 12 коромыслу 13 под действием груза 14. Коромысло Ii3 под действием груза 14 через толкатель 15 и муфты 16, 17 и 23 поворачивает коромысло подачи 9 вокруг оси 10, осуществляя тем самым быстрый подвод лопатки 7 к абразивной ленте. При этом масло из нижней полости гидроцилиндра 33 свободно выдавливается поршнем 32 через открытый кран 41 и частично через дроссель 40 гидроузла 38 в верхнюю полость гидроцилиндра. В конце подвода кулачок 35 воздействует на переключатель 36, который дает сигнал на закрытие крана 41 гидроузла 38. После закрытия крана масло выдавливается из нижней в верхнюю полость гидроцилиндра 33 только через дроссель 40, регулировкой которого задается необходимая для осуществления заданной величины подачи скорость перетекания масла.
Если во время подачи абразивная лента не успевает.с заданной дросселем скоростью снимать припуск, то поворот рычага 13 замедляется, в результате упор 46 отходит от упора 47 и одновременно срабатывает датчик 44, который подает команду на переключение крана 43. При этом сжатый воздух поступает в нижнюю полость цилиндра 29 и начинается поворот коромысла 26 в сторону коромысла 13 до подхода упора 46 к упору 47. В этот момент срабатывает датчик 44, который дает сигнал иа продолжение прерванной подачи. Подача врезания идет до момента замыкания цепи: кулачок 63 - правые концы -коромысел 66 и 67 - упор 69. В момент замыкания этой цепи срабатывает датчик 65, который блокирует датчик 44, давая возможность поворачиваться коромыслу 26 до момента воздействия кулачка 36 на переключатель 37, дающий команду на быстрый отвод рычага подачи с лопаткой от ленты и выключение цикла.
В течение времени от момента замыкания указанной цепи компенсатора износа ленты до Срабатывания переключателя 37 идет процесс выхаживания.
Поворот кулачка 63 компенсатора износа ленты осуществляется вручную или автоматически.
При быстром отводе лопатки от ленты воздух, поступая в нижнюю полость пневмоцилиидра 29, перемещает поршни 30 и 32 вверх. При этом масло из верхней полости гидроцилиндра 33 через обратный клапан 39, дроссель 40 (а при отключении переключателя 36 и через кран 41) гидроузла 38 свободно перетекает в нижнюю полость гидроцилиндра 33.
Формула изобретения
1. Ленточно-шлифовальный станок для обработки прикомлевых участков лопаток, содержащий смонтированный с возможностью
поворота на станине шпиндель, на котором установлены обрабаты}заемая деталь н поджимающий к ней абразивную ленту контактный копнр, отличающийся тем, что, с целью упрощения конструкции станка, механизм подачи выполнен в виде двух коромысел, одно ИЗ которых установлено на шпинделе и снабжено базовой площадкой для крепления обрабатываемой детали, а другое - на станине и снабжено грузом, установленным на свободном его конце, при этом оба коромысла кинематически связаны друг с другом через полость, выполненную в шпинделе. 2. Станок по п. 1, отличающийся тем.
что коромысло, размещенное на шпинделе, снабжено устройством для компенсации износа ленты, выполненным в виде поворотного на оси кулачка, взаимодействующего с плечом одного из двух двуплечих рычагов, установленных на одной оси, на втором плече которого смонтирован микропереключатель, взаимодействующий с плечом второго рычага, другим плечом контактирующего с регулируемым упором, связанным со щпинделем.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 299336, В 24В 23/06, 11.03.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| Устройство для ленточного шлифования | 1976 |
|
SU598737A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Зажимное устройство | 1990 |
|
SU1764810A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
П
/;
51
28
«;
«5 6
