(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАТОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |


1
Изобретение относится преимущественно к обработке компрессорных лопаток газотурбинных двигателей с криволинейными полками хвостовиков и может быть использовано в машиностроительиой и других отраслях промышленности.
По основному авт. св. № 761242 известен ленточно-шлифовальный станок, корпус механизма обкатки которого установлен в станине на подшипниках с возможностью поворота вокруг оси, параллельной плоскости вращения ленты, и снабжен , направляющими, в которых установлен ползун, шарнирно соединенный шатуном с люлькой, и роликом, взаимодействующим с установленным на станине копиром, для поджима к которому ролика станок снабжен предназначенным для этого устройством, например пружиной 1.
Недостатком известного станка является то, что у лопаток, имеющих криволинейные полки, отличающиеся от цилиндрической поверхности, часть пера у полок Не дорабатывается.
Цель изобретения - обеспечение возможности обработки косого участка пера
лопаток, имеющих произвольные криволинейные полки хвостовиков.
Указанная цель достигается тем, что щпиндель изделия подпружинен и установлен с возможностью осевого перемещения
5 посредством введенных в станок рычага с роликом, при этом один конец рычага щарнирно установлен на оси качания люльки, а ролик кинематически связан с введенным в станок кулачком, смонтированным в механизме обката.
10
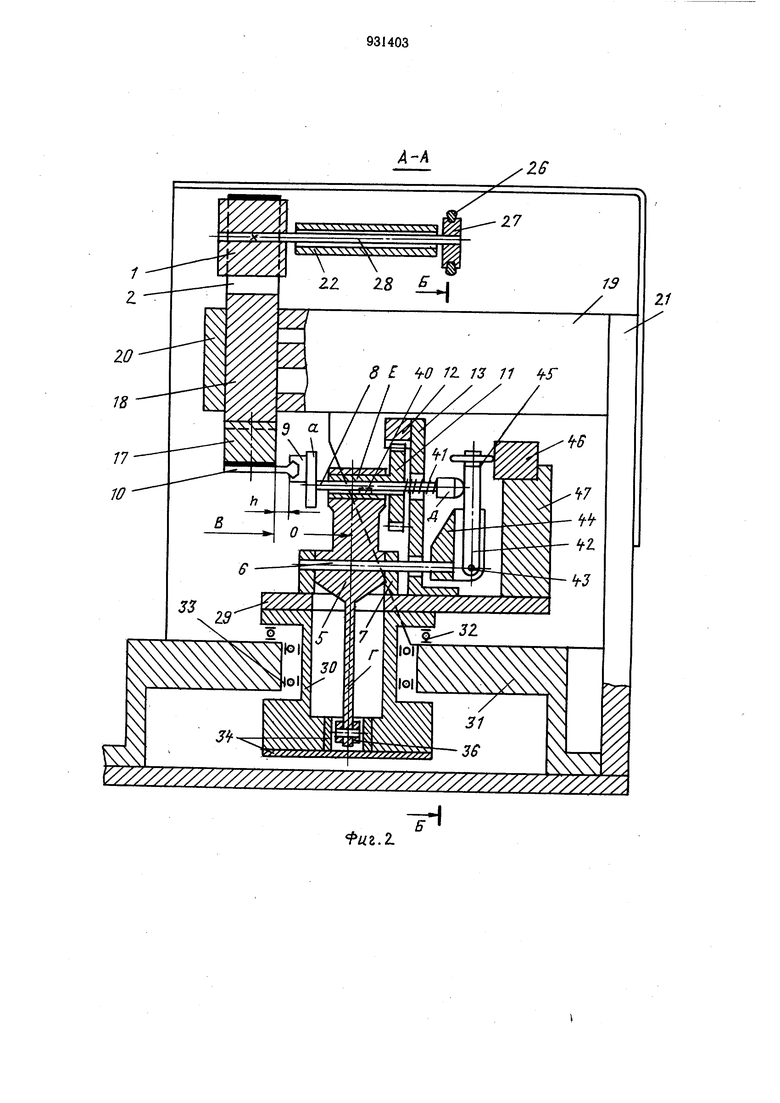
На фиг. 1 изображен станок, вид спереди (в плоскости вращения абразивной ленты) ; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Станок содержит лентопротяжный механизм, включающий приводной щкив 1 для сообщения бесконечной абразивной ленте 2 необходимой скорости движения (шлифования) и опорные ролики 3 и 4, механизм обката, включающий люльку 5, имеющую
,jj возможность качаться вокруг оси 6 корпуса 7 механизма обката, шпиндель 8, на планшайбе а которого с помощью приспособления 9 крепится обрабатываемая лопатка 10, а со вторым концом соединена сателлитная шестерня 11, входящая в зацепление с зубчатым венцом 12, жестко закрепленным на кронштейне 13, установленном на корпусе 7, привод механизма обката, содержащий привод 14, электродвигатель с редуктором, на выходном валу которого закреплен эксцентрик 15, шарнирно соединенный шатуном 16 с люлькой 5 механизма обката, контактный копир 17, установленный в пиноли 18 механизма 19 подачи, корпус 20 которого -закреплен на станине 21, механизм натяжения ленты, выполненный в виде коромысла 22 с осью поворота 23, закрепленной на станине, причем на коромысле установлен электродвигатель 24, шкив 25 которого гибкой передачей 26 соединен со шкивом 27,, закрепленным на валу 28 приводного шкива 1.
Корпус 7 механизма обката вместе с приводом 14 качания люльки 5 установлен на плите 29, закрепленной на поворотном столе 30, установленном в корпусе 31 с помощью упорных 32 и радиальных 33 подшипников, причем ось О поворота стола 30 параллельна плоскости В вращения ленты (фиг. 2).
В нижней части поворотного стола имеются направляющие 34, в которых размещен ползун 35, шарнирно соединенный шатуном 36 с кронштейном Г люльки 5. Ползун снабжен свободно вращающимся роликом 37, взаимодействующим с копиром 38, закрепленным на корпусе 31. Поджим ролика 37 к копиру 38 осуществлен пружиной 39, один конец которой закреплен на корпусе 31, а второй на ползуне 35.
Шпиндель 8 установлен в люльке 5 не только с возможностью поворота, но и осевого смещения, например подвижно установлен в цапфе Е шестерни 11, с которой он соединен шпонкой 40 или шлицами, при этом конец Д шпинделя, противоположный его Планшайбе а, пружиной 41 поджат к рычагу 42, один конец которого шарнирно с помощью оси 43 непосредственно или при помощи кронщтейна 44 установлен на оси 6 качания люльки 5, а второй снабжен свободно вращающимся роликом 45, взаимодействующим с кулачком 46, закрепленным на стойке 47, установленной на плите 29 корпуса 7 механизма обката.
При работе станка вращается абразивная лента, механизм обката сообщает обрабатываемой лопатке 10 формообразующее движение по огибаемому лентой подаваемому на врезание контактному копиру 17 за счет качания люльки 5 от привода 14 на оси 6 и вращения шпинделя 8 вокруг собственной оси от взаимодействия сателлитной щестерни 11 с зубчатым венцом 12.
Кронштейн Г люльки 5, качаясь вместе с ней вокруг оси 6, с помощью шатуна 36 перемещает ползун 35 в направляющих 34, а ролик 37 по копиру 38, что приводит к повороту стола 30 вокруг его горизонтальной оси О вместе с расположенными на нем механизмом обката и лопаткой 10. При этом В процессе качания люльки 5 вместе с нею на оси 6 качается рычаг 42, ролик 45 которого, взаимодействуя с кулачком 46, сообщает рычагу 42 качание на оси 43 в плоскости люльки, в результате чего в осевом направлении смещается шпиндель 8, а вместе с ним и лопатка 10. При этом косой участок пера, имеющий разную длину h (фиг. 2) в разных продольных сечениях лопатки, смещается в направлении к контактному копиру 17, т. е. происходит обработка всего косого участка пера независимо от формы полки хвостовика лопатки, так как требуемые осевые смещения шпинделя обеспечиваются формой кулачка 46.
Ролик 45 можно устанавливать и непосредственно на самом конце Д шпинделя 8, однако, в этом случае кулачок 46 будет быстро изнашиваться, так как ось вращения этого ролика будет поворачиваться вместе со шпинделем в процессе обкатки в такие положения, когда плоскость вращения этого ролика не совпадает с направлением движения шпинделя в процессе качания люльки 5.
Величина экономического эффекта от использования предлагаемого устройства зависит от формы полки обрабатываемой лопатки, ее размеров, материала, припуска на обработку и т. п.
Формула изобретения
Ленточно-шлифовальный станок для обработки лопаток по авт. св. № 761242, отличающийся тем, что, с целью обеспечения возможности обработки косого участка пера лопаток, имеющих криволинейные полки хвостовиков, шпиндель изделия подпружинен и установлен с возможностью осевого перемещения посредством введенных в станок рычага с роликом, при этом один конец рычага шарнирно установлен на оси качания люльки, а ролик кинематически связан с введенным в станок кулачком, смонтированным в механизме обката.
Источники информации,
принятые во внимание при экспертизе
7//777/7/7/77У////Г//////Л//////////////////Л
/ 7 Л.- S 3/
Фи.г.1
.
Фаг.З
