(54) САМОНАСТРАИВАЮЩАЯСЯ аЛЕКТРОМЕХАНИЧЕСКАЯ РЕЭОНИРУЮ14АЯ СИСТЕМА
такие затоколебания значительно усиливаются и дсм;тига от величины 20-ь25 мкм, при этом все остальные формы колебаний исчезают {гасятся). Так как рассматриваемые движения есть автоколебания, то для их синхронизации требуется малая мощность, по крайней мере значительно меньшая, чем при возбуждении вынужденных колебаний. Данное обстоятельство позволяет проектировать самовозбуждающиеся системы, автоматически настраивающиеся на оптимальные частоты, исходя из условий обработки, с учетом упругих и инерционных характеристик колеблющейся (в комплексе) СПИД.
Известны системы, включающие электромеханический преобразователь и содержащие в себе самовозбуждающийся генератор, так называемые самовозбуждающиеся ультразвуковые генераторы, которые нашли щирокое применение в различных отраслях промыщленностн, в том числе и при ультразвуковой обработке |2).
Наиболее близкой к изобретению по своей технической сущности является самонастраивающаяся электромеханическая резонирующая система, содержащая усилитель мощности, выход которого соединен с входом айектромеханического преобразователя, выход которого соединен с регулирующим органом объекта, датчик вибрации, выход которого соединен с входа ми первого н второго усилителей, причем выход второго усилителя соединен с управляющим входом первого усилителя, а его выход через фильтр соединен с управляющими входами фазовращателя и фазоч вствительного выпрямителя, выход которого соединен с входом фазовращателя 3.
Эта система является разновидностью систем стабилизации резонансной частоты ультразвуковьгх преобразователей при изменении нагрузки на волноводе. Известно, что в процессе механической обработки ультразвуковыми колебаниями изменение нагрузки зачастую приводит к изменению полного (комплексного) приведенного сопротивлення вибратора к выходу ультразвукового генератора, что значительно усложняет продесс согласования н автоматической настройки частоты для поддержания оптимального значения амплитуды. Эффектнвл ность же возбуждения ультразвуковых колебаний 3 зоне резания зависит не от настройки акустической системы в резонанс, а от поиска и удержания желаемой оптимальной частоты н амплнтуды в зависимости от меняющихся параметров СПИД в процессе обработки, при которых потребление (поглощение) актнвной составляющей акустической энергии (имеется ввиду энергия, поглощаемая непосредственно зоной резания) ультразвуковых колебаний становнтся максимальным, а усилия резания - минимальнымн. В этом случае необходимо, чтобы частота крутильной составляющей комплексных колебаний режущего ннструмента совпадала с собственной частотой продольных коле1$8ннй обрабатываемой детали нЛн зажимного понспособлення. значение которой изменяется
В процессе обработки в зависимости от относительного положения инструмента и детали технологических факторов.
изобретения является повышение точности системы.
Достигается это тем, что в системе установлены блок контроля амплитуды и задатчик уровня выходного сигнала, входы которого соединены соответственно с выходами фазовращателя и блока контроля амплитуды, а выход -
с входом усилителя мощности, выход электромеханического преобразователя соединен с входами фазочувствительного выпрямителя и блока контроля амплитуды, а датчик вибрации соединен с выходом объекта.
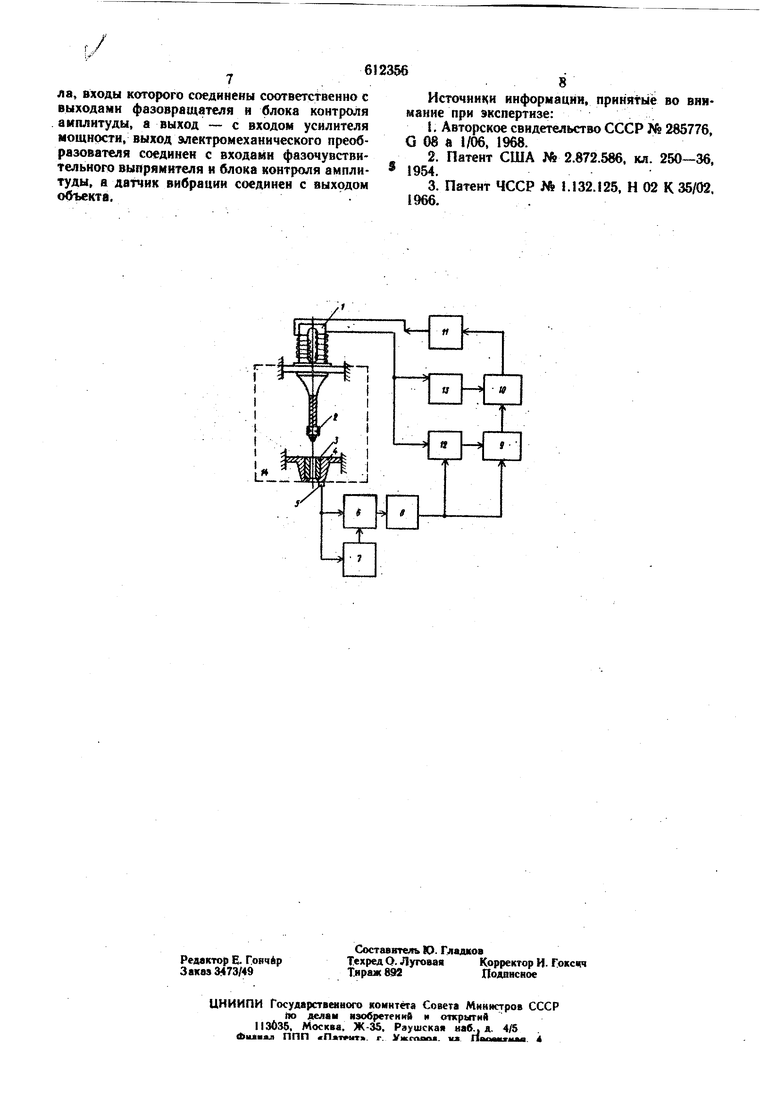
На чертеже представлена блок-схема само5 настраивающейся электромеханической резонирующей системы. В состав системы входят электромеханический преобразователь 1, режущий инструмент 2, обрабатываемая деталь
3,зажимное приспособление 4, датчик вибрации 5 (обратной связи), первый и второй усилители 6, 7, фильтр 8, фазовращатель 9, задатчик 10 уровня выходного сигнала, усилитель мощности И, фазочувствительный выпрямитель 12, блок 13 контроля амплитуды, объект 14. В данном случае объектом является СПИД,
5 содержащая режущий инструмент 2, обрабатываемую детал. 3 н зажимное рриспособление
4.Датчик вибрации установлен на зажимном прнспособленин 4 объекта 14.
Функционирование рассматриваемой электромеханической резонирующей системы сопровождается образованием автоколебаннй, являющихся следствием протекания технологнческого процесса Характерной особенностью такой системы является изменение параметров ее колебаний. Сами колебания в такой системе ведут себя нестабильно. В связи с этим возникает задача синхронизации автоколебаний системы и слежения за изменяющимися параметрами колебаний при одновременной стабилизации заданного уровня колебательных смещений.
В процессе врезания режущего инструмента 2 в обрабатываемую деталь 3, закрепленную в зажимном приспособлении 4, возникают автоколебания, регистрируемые датчиком .вибрации 5. Выходное напряжение датчнка 5 подается на вход первого уснлнтеля 6 н одновременно на вход второго уснлителя 7, выходное напряжение которого управляет коэффициентом усиления первого усилителя 6 для поддерживания его выходного напряжения на одннаковом уровне в зависимости от входного
0 сигнала датчика вибрации 5. Постоянное по амплитуде выходное напряжение первого уснлнтеля 6 ограничивается по частоте фильтром 8, полоса пропускания которого лежит в областн ультразвуковых частот, н подается на фазоJ5 вращатель 9, а также в качестве опорного сигнала на фазочувствительный выпрямитель 12, который вырабатывает сигнал управления фазовращателем 9 пропорционально амплитуде и фазе входного сигнала.
При этом, управление фазовращателем 9
0 осуществляется таким обоазом. чтобы возбуждаемые колебания в электромеханическом преобразователе I, а следовательно, и крутильные колебания режущего инструмента 2 были бы в фазе с возникающими продольными автоколебаниями зажимного приспособления 4, которые регистрируются датчиком вибрации 5. Таким образом, фаза сигнала после фазовращателя 9 поддерживается такой, чтобы всегда существовала положительная обратная связь, глубина которой управляется фазочувствительным выпрямителем 12. Особенно это важно при переходе от одной резонансной частоты к другой, изменение которой определяется изменением параметров СПИД. Нормированное напряжение необходимых амплитуды и фазы посредством задатчика 10 уровня выходного сигнала подается на вход усилителя мощности 11, необходимого для возбуждения колебаний в преобразователе 1. Для обеспечения постоянно заданной величины активной составляющей акустической энергии, излучаемой электромеханическим преобразователем 1, введен дополнительный блок 13 контроля амплитуды, выходное напряжение которого управляет задатчиком 10 уровня выходного сигнала, пропорционально изменению величины тока, протекаемого через обмотку феобразоаателя 1.. Из анализа работы системы становится очевидным, что оптимальная частота колебаний определяется параметрами самой СПИД и автоматически выбирается и поддерживается, исходя из условий обработки при заданном уровне амплитуд относительных колебательных смещений зажимного приспособления 4 и режущего инструмента 2. Использование в системе блока контроля амплитуды и задатчика уровня выходного сигнала, а также установка датчика вибраций на зажимном приспособлении выгодно отличают самонастраивающуюся электромеханическую резонирующую систему от указанного прототипа. В рассматриваемой системе нз технологических сообра.жений необходимо согласовывать частоты крутильных колебаний инструмента и продольных автоколебаний детали и при этом поддерживать заданный постоянный уровень колебательных смещений. Последнее обстоятельство, в зависимости от достигаемого технологического эффекта, имеет принципиальное значение, так как лишь только определенному оптимальному уровню колебаний соответствует наилучщая чистота формируемой поверхности и при этом, как правило, бывает максимальная точность обработки. Существуют также постоянные оптимальные амплитуды, при которых обеспечивается максимальная стойкость инструмента. Таким образом, установ ка задатчика уровня амплитуды и блока ее контроля диктуются непосредственно технологически требованиями Установка датчика вибраций обратной связи на зажимном приспособлении приводит к тому, что положительная обратная связь осуществляется не от акустической системы, а от системы инструмент-деталь, в которой осуществляется синхронизация аптоколебатольного режима. Последний же существует самостоятельно, но его параметры (амплитуды колебательных смещений) крайне недостаточны, чтобы обеспечить положительный технологический эффект. Установка датчика вибраций обратной связи на зажимном приспособлении позволяет возбудить указанные автоколебания при незначительных затратах возбуждаемой мощности в рассматриваемом случае необходимо около 400 ВТ. В случае установки датчика непосредственно у электромеханического преобразователя для возбуждения и стабилизации требуемого по технологическим соображениям режима необходима мощность в пределах 2-2,5 квт. Более того, ввиду широкого диапазона частот автоколебаний (16-23 кгц), реакция рассматриваемой системы на .акустические колебания будет практически незаметной и поэтому, осуществление положительной обратной связи Непосредственно от акустической системы приводит к дополнительному выделению энергии, ухудщающему технологический процесс. Кроме того, отсутствие в системе дополнительных цепей управления, связанных с включением и отключением ультразвуковых колебаний, значительно упрощает как систему, так и ее обслуживание в процессе эксплуатации, так как задатчиком самовозбуждающих колебаний является сам процесс резания, и по окончании его колебания исчезают сами по себе, ввиду отсутствия акустического контакта между инструментом и деталью. При соблюдении указанных условий, удается достигнуть существенный технологический эффект, заключающийся в улучщении микрорельефа обрабатываемой поверхности и повыщении точности обработки. Например, при зенкеровании отверстий диаметром 35 мм в стали 35Л удается стабильно получать поверхность с щероховатостью в пределах V 8 по 2а классу точности. Это, в свою очередь, позволяет отмен.ить ряд чистовых промежуточных операций при обработке отверстий, которые существенно влияют на себестоимость изделий. Формула изобретения Самонастраивающаяся электромеханическая резонирующая система, содержащая усилитель мощности, выход которого соединен с входом электромеханического преобразователя, выход которого соединен с регулирующим органом объекта, датчик вибрации, выход которого соединен с входами первого и второго усилителей, причем, выход второго усилителя соединен с управляющим входом первого усилителя, выход которого через фильтр соединен с управляющими входами фазовращателя и фазочувствительного выпрямителя, выход которого соединен с входом фазовращателя, отличающаяся тем, что, с целью повышения точности системы, в ней установлены блок контроля амплитуды и задатчик уровня выходного сигнала, входы которого соединены соответственно с выходами фазовращателя и блока контроля .амплитуды, а выход - с входом усилителя мощности, выход электромеханического преобразователя соединен с входами фазочувствительиого выпрямителя и блока коитроля амплитуды, а датчик вибрации соединен с выходом объекта.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР ЛЬ 285776, G 08 « 1/06, 1968.
2.Патент США № 2.872.586, кл. 250-36, 1954.
3.Патент ЧССР ЛЫ. 132.125, Н 02 К 35/02. 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система управления металлорежущим станком | 1980 |
|
SU954931A1 |
| Самонастраивающаяся система управления суппортом станка | 1976 |
|
SU637782A1 |
| Самонастраивающаяся система управления ультразвуковой сваркой | 1981 |
|
SU1008699A1 |
| Самонастраивающаяся система управления процессом механической обработки | 1980 |
|
SU921782A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для управления ультразвуковой установкой | 1981 |
|
SU1028472A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Инклинометр | 1976 |
|
SU868056A1 |
| Датчик положения ротора для привода с машиной двойного питания | 1983 |
|
SU1111234A1 |
